1000MPa级高强钢焊接性及焊接工艺
2016-04-07贾宁
贾 宁
(兰州石化职业技术学院,兰州 730060)
1000MPa级高强钢焊接性及焊接工艺
贾 宁
(兰州石化职业技术学院,兰州 730060)
以水电站作为研究背景,对1000MPa高强钢焊接性及焊接工艺进行研究,主要目的是希望能够逐渐提高1000MPa级高强钢焊接及焊接工艺水平,使其能够应用于各种新材料。
高强钢 焊接性 抗裂性 最高硬度 热输入
引言
伴随着我国水电行业的快速发展建设,高水头电站数量逐渐增加,各种高压力钢管应用越加广泛。现在,我国长江拥有高水头电站数量已超过30个,其中以500万千瓦以上的水电站为主。伴随着我国用电数量的不断增加,为了能够完善电网,水电站作为电网调峰主要途径,高水头大容量抽水蓄能电站建设数量逐渐增加,以满足电网对于水电站的实际需求。我国水电未来发展方向主要集中在高水头及大容量方面,为了能够降低水电站建设成本,满足工程的成本要求,新型材料将是重点研究内容。
1 研究的总体思想、方法、步骤
1.1 总体思路
本文对水电站1000MPa级高强钢焊接性及焊接工艺进行研究,选择日本住友金属株式所生产的调质高强钢,使用的焊接材料是日本生产公司生产,焊条是我国大西洋焊条企业所生产。开展有关研究工作前,需要对有关材料的热加工性能进行分析研究,其中包括有关材料的焊接性能及热切割性能,且开展有关研究中还需对该材料的焊接工艺进行评价,以期为该材料的今后应用提供一定依据。
1.2 研究方法及步骤
本文对1000MPa级高强钢焊接性及焊接工艺的研究试验共分7个部分,前3个部分就能够完成有关试验工作。具体的,第一部分进行抗裂性试验,第二部分进行最高硬度试验及焊接热输入试验,第三部分对焊接工艺进行评定试验[1]。
2 材料性能研究试验内容
2.1 主要试验材料
(1)钢板:试验过程中所选择的钢板由日本住友企业所生产,整个钢板厚度约为48mm。
(2)其他材料:试验过程中使用的其他材料主要包括三种,分别是焊条、气体保护焊焊丝及埋弧焊焊丝,有关材料的牌号及规格如表1所示。
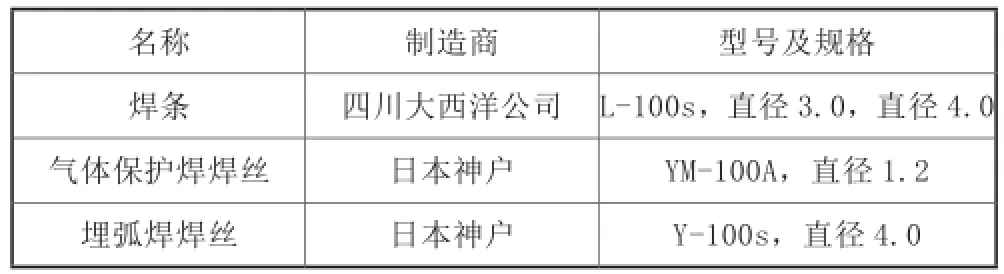
表1 有关材料牌号及规格
2.2 焊接工艺性试验
2.2 .1 斜Y形坡口裂纹试验
对焊条电弧焊及气体保护焊稳定确定时,整个试验在焊接裂纹试验有关规章制度下开展。试验钢板加工后,需要按照有关规定进行拼装焊接,分别使用进口焊条及国产焊条进行有关试验,实验温度分别是50℃、80℃、100℃。气体保护焊的温度分别是80℃、100℃、120℃。对试验参数结果进行研究发现,母材对于裂纹的灵敏度较低,所需要的温度也较低。具体的,焊条电弧焊的温度为100℃,气体保护焊的温度为120℃。
2.2 .2 埋弧焊焊接
确定埋弧焊温度过程中,有关试验需要按照《对接接头刚性拘束焊接裂纹试验方法》开展。试验钢板在加工处理后,需要根据有关规定进行安装焊接,温度分别是50℃、80℃。在对于实验结果参数研究后发现,只要使用50℃就能够完成埋弧焊焊接[2]。
2.2 .3 最高硬度测试
在开展最高硬度测试中,通过焊条电弧焊焊接的方式。焊接电流为170A,电压为24V,速度为150mm/min,温度为80℃,对两个试件进行焊接。在对于焊接热最高硬度测试中,需要根据有关规定开展。实验结果表明,室温状态下,试件在焊接过程中最高硬度不会受到任何影响,不会造成试件出现接头弯曲等问题。
2.2 .4 焊接热输入试验
焊接热输入对焊接热循环会造成严重影响。焊接过程中的焊接材料及方法确定后,焊接接头的组织和性能主要受热输入的影响。试验过程中,分别使用三种焊接方式,分别是焊条电弧焊、气体保护焊及埋弧焊。通过这三种焊接方法对焊接热输入开展有关试验,进而对焊接材料最佳输热范围进行确定[3]。
研究发现,热输入不断提高过程中,材料接头狂拉强度逐渐减小,熔合线对冲击吸收能力也显著减小。造成这种情况的主要原因是热输入增加过程中,焊接热循环在温度改变上所需要的时间较长,特别是循环过程中的冷却时间,进而对晶粒的成长造成严重影响,组织结构发生改变,焊接性能降低,热影响区域增大。根据实验结果及有关研究文献,焊接热应该为小于或者等于45j/cm。
2.3 Z向性能试验
在钢板厚度较大的结构焊接中,最为关键的一个问题就是钢板是否出现层状撕裂。造成钢板出现层状撕裂的主要原因是钢板在生产过程中会存在一定数量的杂质,进而让钢板整体呈现层状分布。钢板厚度不断提高过程中,层状出现撕裂的可能性高。由于考虑到钢管月牙肋和Z向拉力,所以对钢板的Z向拉伸及断口进行分析研究,并以此作为判断材料是否存在层状撕裂的可能性。
Z向性能试验过程,都按照《金属材料室温拉伸试验方法》开展,试验样本共3个,平均断面收缩率为61.2。根据抗层状撕裂标准分类规规定,本试验结果认定该钢材拥有良好的抗层状撕裂性能,符合我国有关规定要求[4]。
选取一个试样进行拉伸后,通过扫描电镜对端口形状进行观察,发现断口在低倍镜下呈现杯锥状。断口主要由两部分构成,分别是纤维区和剪切唇区。纤维区位于断口的中间部分,剪切唇区位于断口的边缘。在对断口局部特征观察中发现,断口具有十分明显的剪切韧窝特点,说明整个断口属于韧性断口。
3 结论
本次实验室根据企业实际生产需求,从科学管理的角度出发,试验前就进行了大量准备工作,最大程度保证试验过程中每一项内容都真实可靠。研究发现,高水头大直径钢管材料在实际应用中拥有良好的性能,且为1000MPa级钢板在水电站内的应用提供了一定依据。为了能够让水电工程在实际建设中应用新型材料,推动我国水电工程的进一步建设,对高水头大直径光管进行研究分析,提高对钢管的了解程度,推动该材料的广泛应用,有效降低钢管在实际生产及安装过程中的难度,进而显著降低水电工程施工建设成本,缩短工程建设时间,增加社会效益和经济效益。
[1]刘占斌.RPC超细组织钢的焊接物理冶金研究[D].武汉:华中科技大学,2015.
[2]王克鲁,鲁世强,康永林.微合金低碳贝氏体钢形变奥氏体连
续冷却转变行为[J].金属热处理,2014,33(10):17-19. [3]高惠临,董玉华.管线钢焊接局部脆化区断裂行为的研究[J].
机械工程材料,2001,25(7):26-29.
[4]陈茂爱,武传松,杨敏.Ti-V-Nb微合金钢第二相粒子在焊接热循环过程中的变化规律[J].金属学报,2014,40(2):148-154.
Weldability and Eelding Process of 1000MPa High Strength Steel
JIA Ning
(Lanzhou Petrochemical College of Vocational Technology, Lanzhou 730060)
Based on the research background of the hydropower station, the welding process and welding procedure of 1000MPa high strength steel were studied.
high strength steel, weldability, crack resistance, maximum hardness, heat input
