电解电容器外观自动检测系统执行机构应用设计
2016-04-07陈星
陈 星
(南京信息职业技术学院,南京 210046)
电解电容器外观自动检测系统执行机构应用设计
陈 星
(南京信息职业技术学院,南京 210046)
在电容器外观自动检测系统中运用PLC控制技术、气动技术、滑块机构、机械机构等成熟技术,进行合理设计应用达到自动控制动作的目的。
PLC控制 气动装置 运动执行
引言
电容器外观自动检测系统是综合检测、自动控制、机器视觉、计算机与网络应用、结构与材料等技术,经过科学合理的设计形成具有对电容器外观六方位全面自主全自动的检测能的系统设备。该系统由三大部分组成:结构框架支撑部分、外观信息采集与处理部分、动作控制执行部分。三个部分相互支撑有机结合与配合实现总体的自动检测系统功能。
在自动检测系统中,控制执行动作的是整个控制系统,动作的执行既是实现各种功能的基础,也是体现功能成果的展示。执行机构及执行控制系统指令同时又向控制系统反馈相应信息,两者相辅相成共同完成自动控制动作。
1 执行机构
在自动控制系统中执行机构由气动装置(气缸、马达、开关、控制阀等),平移机构、夹持机构、后续机构(如计数、剔除机构等)组成。
系统的运动部分主体由PLC控制下的各机构按照规定运动线路周期循环完成。具体运动如图1所示:系统中有1、2、3、4号四个工位,1号工位为前段输入电容器工位点,由振动筛加传动带或直接功能检测后的传送带传送电容器至此工作点;2号工位是由固定位置夹头组成,用以固定电容器并完成电容器上、下两面的图像采集工作点;3号工位也是由固定位置夹头组成,用以固定电容器并完成电容器四周面的图像采集工作点;4号工位是后端输出电容器至纸带包装系统的工作点,在这个工位点前加计数器用以统计数量。运动支架在气缸的带动下实现左右平行运动,初始支架带动三个夹头向左运动分别到达1、2、3号工位,并夹住各自工位上的电容器(同时2、3工位上固定位置的夹头松开),之后向右运动至2、3、4工位处(既1-2,2-3,3-4工位传递),此时2、3工位上固定位置的夹头夹住电容器的相应位置(2号工位夹住电容器的外圆柱面,3号工位夹住电容器的引线部位),同时移动支架上的夹头松开,并再次向左运动,在支架运动工程中2、3工位处的CCD工业摄像机分别对电容器表面进行图像采集(如图2、图3所示),并通过线路传递至计算机系统进行处理、比对、判断给出结论生成数据信号传递给PLC控制系统,再由控制系统指挥运动机构完成循环工作。如果此时发现问题产品,系统剔除机构工作将问题产品剔除至相应区域;如果没有问题产品,运动机构将在1、2、3、4号工位间来回循环运动实现周期工作。
(1)运动机构。运动机构由气缸、滑块机构、连接支架三部分构成,如图4所示。气缸在外部气体压力的作用下,使活塞连杆在缸体内来回往复直线运动机构,也是控制运动的动力源。活塞连杆和运动支架通过连接器件连接在一起,从而带动支架左右运动。为使运动机构更平稳、可靠和准确,机构中应用两组滑块导轨来引导限位作用。运动机构的运动范围是由PLC控制下的气缸完成,而导轨上的限位器是一个保护装置,用以在气缸发生故障或者位置偏移设定量值时,产生信号传输给PLC控制,阻止气缸动作及后续动作。
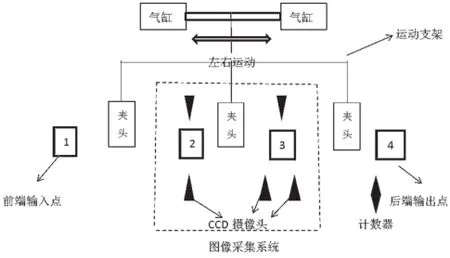
图1 运动构成图
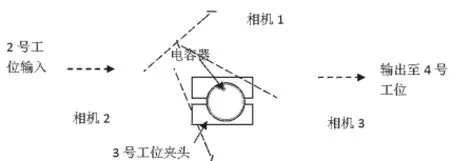
图2 工位图像采集示意图
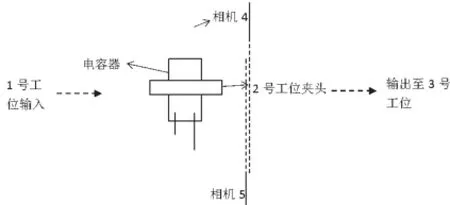
图3 工位图像采集示意图
(2)夹持机构。夹持机构由夹头、动作机构、连接装置构成。夹头和动作部分通过连接装置与运动支架相连。夹头为一静一动两个部分,夹持部分均粘结一定厚度的橡胶软垫,以保护被夹持电容器不被损坏。动作机构由气动开关控制下的机械机构来完成,其中运动支架上的三个夹头和2、3号工位上的固定位置上的两个夹头分别应用两组不相干的动作机构。这些机构在设计时均考虑便于更换和调整的要求,以满足不同型号尺寸的应用场合。这也体现了拼搭的设计理念。
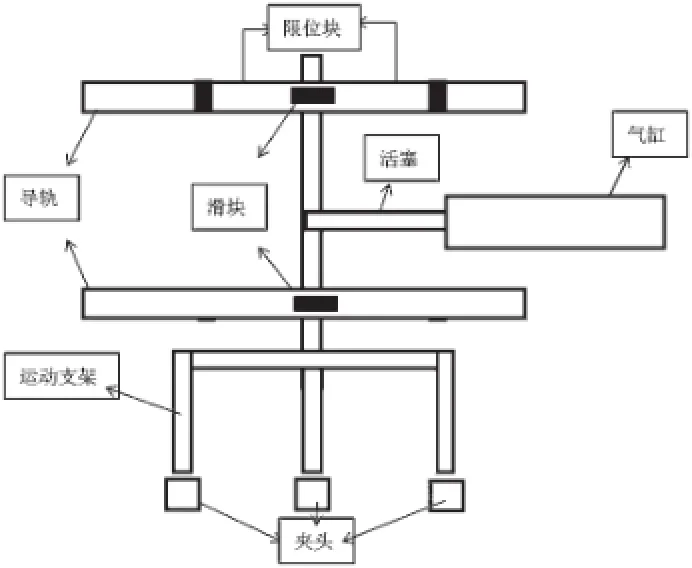
图4 运动机构图
(3)剔除机构。剔除机构是当图像处理系统分析判定产品存在问题时,给出的剔除信息给PLC控制系统,指挥剔除系统工作将问题产品移除到指定位置。由在2、3号工位处气动开关控制下的吹嘴构成。
(4)计数机构。计数机构是在产品检测完成传递给后续的包装装置前安装一个光电感应计数器,完成统计数量工作。本系统选用正泰公司生产JDM1-6电子式计数器。
2 控制系统
控制系统是实现整个自动检测系统的中枢,由动作机构(气缸、滑块、导轨、弹簧机构等)、传感器(限位器、计数器等)、控制器(PLC、电器开关、继电器等)和传输线路组成。本系统中主要应用几种电磁开关或电磁阀来控制气体通路,从而控制气动装置带动机械机构动作完成预定动作。
PLC控制系统工作过程,如图5所示:
(1)初始状态。气缸活塞连杆处于最右端位置,运动支架上的三个夹头分别在2、3、4号工位并处在张开状态,2、3号工位上固定位置夹头夹紧状态。
(2)第一个动作。PLC给出指令气缸活塞连杆带动运动支架向左运动到1、2、3号工位,预计时间3s。
(3)第二个动作。运动支架上三个夹头动作夹住电容器各自不同的相应位置,同时2、3号工位上固定位置夹头张开,预计用时1s。
(4)第三个动作。气缸活塞连杆向右运动带动运动支架上夹头分别至2、3、4号工位,预计时间1s。
(5)第四个动作。2、3号工位上夹头动作夹住电容器相应位置,同时运动支架上夹头松开,预计用时1s。
(6)第五个动作。气缸活塞连杆带动运动支架向左运动,1s后2、3号工位处的CCD摄像头拍照采集图像信息传递至计算机系统进行图像信息处理并给出判定结果,此时有两种情况:a为产品合格,b为产品不合格。2s后运动支架运动至1、2、3号工位。总共预计时间3s。
如果是a种情况,动作从第一步到第五步实现循环。如果是b种情况,当动作运行到第二步2、3号工位固定位置夹头松开时,剔除机构动作:PLC控制的气动开关工作将不合格产品剔除,具体是哪个工位上的剔除机构工作,要根据前面的计算机判定给出的信息,如果是上下面有问题,2号工位动作,如果是四周面有问题,3号工位动作。系统其他动作照常进行,实现第一步到第五步循环。
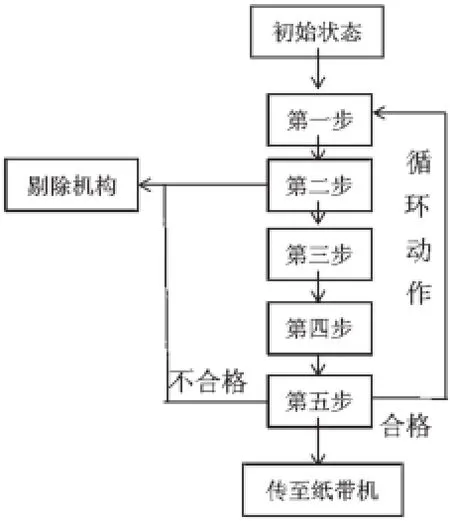
图5 PLC控制系统工作过程
本系统根据控制特性与需求,并考虑到经济与扩展性,PLC控制器选用三菱公司的FX2N控制系统。该控制系统特别适应于中低端性能需求,是典型的模块化小型PLC应用系统,其各种性能的模块和简单实用的分布式结构和多接口网络能力,可以很好地满足企业灵活应用及实现不同的控制功能。其多种编程输入方式如独立编程器、支持PC接入,让用户操作便利直接简单。而自身的无风扇简易设计和预留扩展设置,也体现出产品优良特点。
在应用控制系统时应注意各个组成单元间的影响,特别是电磁兼容性的干扰,为减弱相互干扰和影响,保持信号稳定准确及时传输到各个指定位置,在设计时要合理安排好各自的空间位置,必要时要采取一些保护措施,如采取屏蔽、隔离、滤波、接地等。此外还要考虑到机械干扰,如运动磨损、动作误差、动作干扰、震动影响等。
3 结语
本文根据电容器外观自动检测系统的自动控制与动作执行要求,利用PLC控制、气动装置和相关运动机构进行合理搭配组合,从而达到高效、准确、可靠地完成执行动作的设计要求。该设计的各部分功能在设计过程中已进行必要的实验验证,并得出预期结果。
[1]中国产业洞察网.中国电容器产业发展现状(原创)[EB/OL].(2015-01-17)[2016-10-16].http://www.51report.com/ invest/3059797.html.
[2]刘焕军,王耀南,段峰.机器视觉中的图像采集技术[J].电脑与信息技术,2003,(1):18-21.
[3]章宏甲,黄谊.液压传动[M].北京:机械工业出版社,1996.
[4]常同立.液压控制系统[M].北京:清华大学出版社,2014.
The Application Design of the Automatic Detection System for the Appearance of Electrolytic Capacitor
CHEN Xing
(Nanjing College of Information Technology, Nanjing 210036)
In the appearance of the capacitor automatic detection system, use PLC control technology, pneumatic technology, slider mechanism, mechanical mechanism and other mature technology, reasonable design and application to achieve the purpose of automatic control action.
PLC control, pneumatic device, movement execution
