三峡升船机齿条及螺母柱安装质量控制
2016-04-07邱凌霞刘
邱凌霞刘 新
(1.中国葛洲坝集团第一工程有限公司,宜昌 443002;2.长江三峡通航管理局通航工程技术中心,宜昌 443002)
三峡升船机齿条及螺母柱安装质量控制
邱凌霞1刘 新2
(1.中国葛洲坝集团第一工程有限公司,宜昌 443002;2.长江三峡通航管理局通航工程技术中心,宜昌 443002)
本文主要探讨螺母柱齿条安装质量控制难点以及安装质量控制措施。
齿条 螺母柱 质量
1 概述
三峡升船机为齿轮齿条爬升式垂直升船机,是目前世界上规模最大和技术难度最高的升船机。齿条是升船机船厢驱动机构向混凝土塔柱的传力构件,同时兼作船厢的横向导轨。螺母柱是升船机船厢运行安全构件。当承船厢运行发生故障时,驱动机构停止工作,承船厢通过螺杆螺母副锁定在任意高度,防止承船厢倾覆。
2 螺母柱齿条安装质量控制难点
三峡升船机齿条、螺母柱安装难点主要有三方面:第一,安装精度要求高;第二,国内没有施工经验;第三,施工环境狭窄、作业面多,属超高空作业(高度50.9~169.50m)。
3 控制措施
3.1 开工前质量控制
3.1 .1 安装部位预处理
预应力钢筋垫板安装部位按设计要求进行检查处理。验收合格后,进行预应力钢筋组件安装及张拉施工。
3.1 .2 设备吊装前控制措施
根据设计和规范要求,齿条及螺母柱的安装编号具有唯一性。每套齿条及螺母柱对应一个筒体位置进行安装,禁止混装。吊装前,对设备主要尺寸及安装编号、排架、起重运输设备及吊具需按要求一一检查。
3.1 .3 测量控制措施
利用已安装完成的齿条设备轴线,在50底板测设齿条、螺母柱的安装轴线。利用齿条、螺母柱的安装轴线,对埋设的螺母柱安装基准点进行测量,确保齿条、螺母柱之间严密的相对关系。
3.2 安装过程质量控制
3.2 .1 首节全程跟踪厂家复测,完善齿条螺母柱安装方案
首节导轨板平面位置坐标(X,Y)采用了投点挂垂线测量及全站仪极坐标测量两种方法。投点挂垂线测量数据作为设备安装验收资料归档,全站仪测量数据作为复核依据留存。导轨板顶部高程(H)采用全站仪竖直传高测量。葛洲坝三峡指挥部通报了1#~4#首层齿条导轨板安装检测数据。经参建各方审核,一致确认已安装的首层导轨板验收结果满足设计要求。
3.2 .2 及时总结安装经验,确保后续安装工程正常有序
图1为安装工程的流程图。
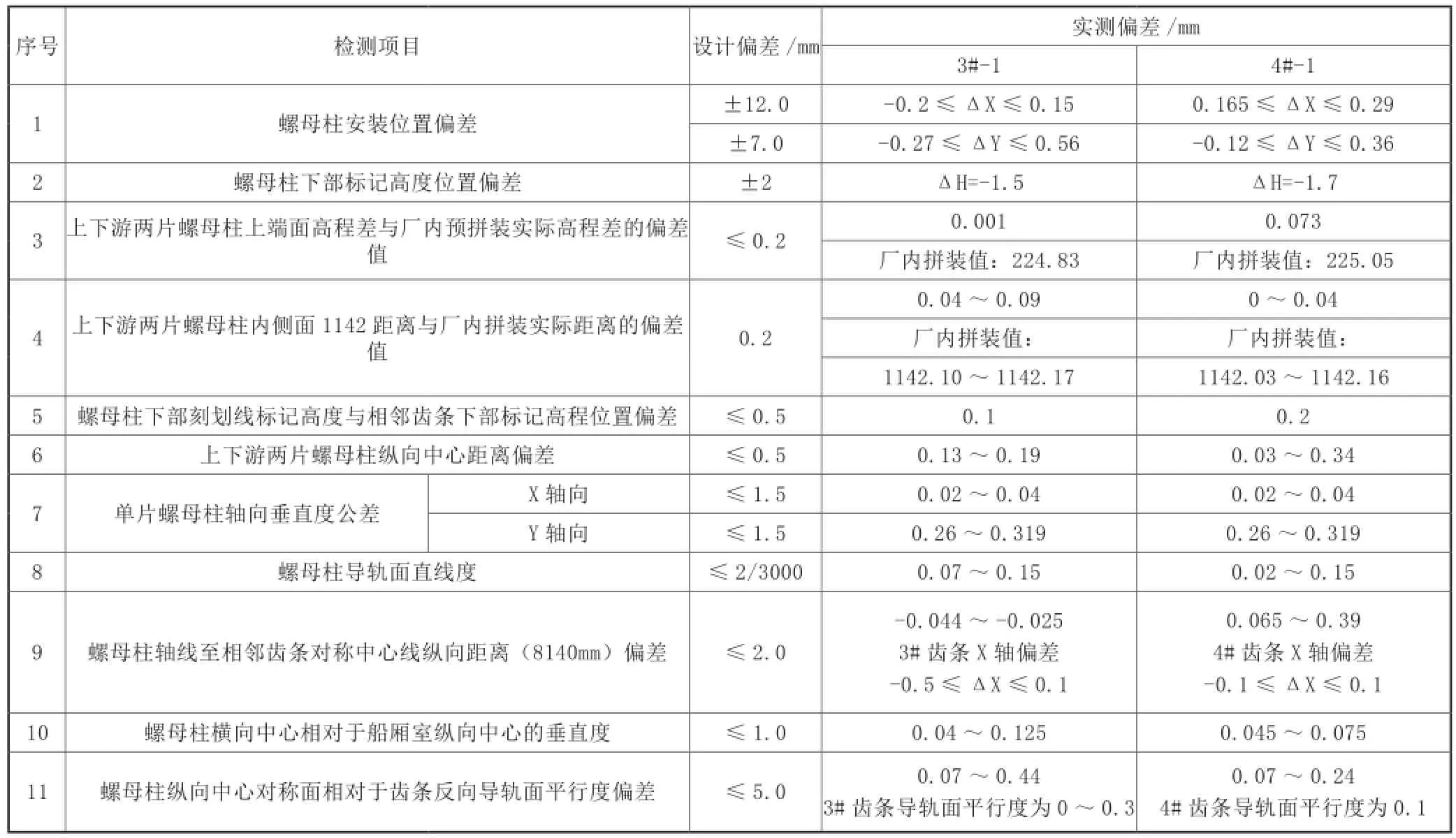
表1 3#-1/4#-1螺母柱安装质量数据统计表

图1 安装工程流程
(1)加固检查:设备调整到位后对其进行加固,复核齿条相邻节距、螺母柱组对距离及相邻节距等,再填写加固验收申请单报监理验收。
(2)测量转序:由专业测量队对设备主要安装位置进行复测,合格后对设备表面防护进行检查,再转pagel灌浆。
(3)灌浆施工时,安排专人负责齿条及螺母柱间隙灌浆过程中的监测。同时,还应对漏浆情况进行检查(螺母柱部分),防止浆液进入套管造成堵塞,并做好监测记录。
(4)高强螺栓及预应力钢筋张拉过程中,安排专人负责,做好施工记录。
4 施工过程出现问题及处理措施
4#筒体齿条第4节预应力钢筋进行二次张拉施工时,第1根预应力钢筋张拉未出现异常,第2根预应力钢筋螺母被拔出,之后对第3根预应力钢筋进行张拉,螺母再次被拔出。经调查,与齿条组件配套的螺母母材由德国锻造,但内螺纹是在香港加工,香港方面对牙形存在问题的螺母进行了返工并发往三峡,导致张拉过程中螺母被拔出。最后,将齿条预应力钢筋使用的圆头螺母,全部更换处理,张拉过程再未出现异常情况。
5 施工成效
1#~4#筒体齿条和螺母柱均于2015年6月安装验收完成,安装质量均满足设计规范。2016年9月18日升船机试通航启动,船厢驱动系统及安全对接锁定机构运行过程中,齿条及螺母柱工作正常,监测数据均在受控范围。
The Three Gorges Ship Lift Rack and Nut Column Installation Quality Control
QIU Lingxia1, Liu Xin2
(1. China Gezhouba Dam Group First Engineering Co., Ltd., Yichang 443002; 2. Navigation Engineering Technology Center of the Three Gorges Project, Yichang 443002)
This paper mainly discusses the nut column rack installation quality control difficulties and installation quality control measures.
rack, standoffs, quality
