水电设备大型零件制造测量技术研究
2016-04-07王建英
王建英
(大连华锐重工集团股份有限公司冶金电力设备制造事业部,大连 116031)
水电设备大型零件制造测量技术研究
王建英
(大连华锐重工集团股份有限公司冶金电力设备制造事业部,大连 116031)
对水电设备上两个大型球形零件——转轮体和灯泡头,通过零件球面直径和间接测量的尺寸间的函数关系,计算得到需要的球面直径,采用间接测量方法解决在不利条件下不能直接测量的问题。此外,水电设备上另两个大型环型结构件——底环和顶盖,鉴于其经过直接测量会导叶孔累积误差,进而在以后的加工中消除累积误差,使圆周分布的导叶孔节距在允许值内不超差。
间接测量 计算需要的尺寸 直接测量 测量累积误差
引言
测量是检验产品质量的手段之一,通过检验质量参数与质量要求的符合程度,以判定零件质量是否合格。测量方法按被测物理量与测得物理量的关系,分为直接测量、间量接测和组合测量。当被测尺寸不易测量或因为直接测量达不到精度要求时,常常不得不采用间接测量[1]。机械工程中的间接测量是通过对被测物理量有单值函数关系的物理量,间接得出被测物理量。例如,被测物理量X与直接测得的量值L1、L2……之间有单值函数关系[2]:X=f(L1,L2…),就可以通过直接测得的量值L1、L2……,间接测得被测物理量X。
水力发电设备上的转轮体和灯泡头零件是大型球形零件和球缺形零件。制造过程中,因受测量工具、零件形状和大小等条件的限制,采用间接测量的方法测得相关尺寸;采用间接测量值与零件球面直径的函数关系,计算得到球面直径。直接测量是将被测物理量直接与已知真值同类物理量相比较而得出测量值。
水力发电设备上的底环和顶盖是大型圆环形结构件,其上有节距公差要求的圆周分布的导叶孔。加工中,预先直接测量余下导叶孔累积误差,将其与计算得到的余下导叶孔节距对比,提前发现和消除累积误差,不使累积误差集中到最后一个节距造成节距超差。
1 转轮体球面直径的加工间接测量
在数控立车上加工大型转轮体球面,转轮体球面直径在2m到4m的范围内,靠数控立车按程序加工以及用样板测量球面外形;在无专用检测工具情况下,为减少加工成本,不设计专用工装测量球面直径,而是采用间接测量方法测量球面直径(见图1)。
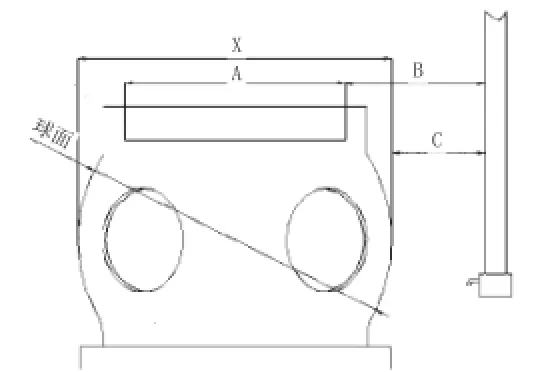
图1 在立车上间接测量转轮体球面直径
垂直滑枕侧面是间接测量选择的最佳辅助基准。以它作基准,可以在加工过程中随时测量球面直径,且方法简单便捷,不需进行更多操作。转轮体上方有一个下沉内孔,先加工内孔测出尺寸A,再测量内园孔壁到垂直滑枕侧面尺寸B,最后测量滑枕侧面到被测球面之间的尺寸C。这样间接测量的球面直径X通过表示这三个尺寸相互关系的式1计算得到:
X=A+2(B-C) (1)
为了消除垂直滑枕由于使用磨损造成的形位误差对测量尺寸的影响,可在垂直滑枕B、C尺寸线右端处,用百分表测出两点高低误差,将其代入式(1),就可更准确地算出球面直径X的尺寸大小。
2 灯泡头球缺球面直径的间接测量
灯泡头是水力发电设备中的一个大型焊接结构件。它的外形是球缺形状,球面是由钢板压型成不同球形面的钢板拼接焊成。有一种类型的灯泡头它是球面直径9.6m、球缺高度2.605m,球面轮廓度公差为4。这样大的球缺受零件形状的限制缺少直接测量基准,用一般方法不能直接测量球面直径。借助机加工测量缺圆的弦长弓高法,可以进行间接测量(见图2)。过球缺底圆中心的弦长为S,弓高为H,球面直径为D,则三者之间的函数关系[3]:


图2 间接测量球缺球面直径
球缺球面由下料、压型、装配、焊接形成,各工序环节都有误差,会给球缺球面直径尺寸造成波动而产生误差。如果中间环节进行误差补偿不利,最后会反映在缺球面球直径上,甚至会造成球缺球面直径超差。为了精准检测缺各处球面球直径,需要在球缺上多处测量球面直径。首先在底面多处测量弦长,找出最大和最小过球缺底圆中心弦长,计算球面直径检查误差超差与否。除此之外,还要将球缺分成多个弓高小于H小球缺(见图2球缺中部水平点划线),同样找出最大和最小弦长,计算球面直径检查误差情况,进而全面检查球缺球面直径尺寸。分成的球缺越多,测量的范围就越大,得到的测量数据就越多,测量效果就越好。可利用制成球缺钢板材料形状连续性的特点,根据沿圆弧方向两已检测点误差的趋势,确定两已检测点之间的未检测点球面直径误差。各块压型钢板拼接焊成球缺后发现,超差修复比较麻烦。在焊接前拼接装配时检查球缺直径发现,超差修复相对容易。
3 直接测量底环和顶盖上圆周分布导叶孔节距累计误差
水力发电设备中的底环和顶盖是环形结构件,有24个导叶孔分布其上,分布直径少则2米多,多则8米多(见图3),导叶孔的节距有尺寸公差要求,以保证装配在底环和顶盖之间的导叶转动灵活。底环和顶盖上的导叶孔,加工过程中易出现由于节距累计误差。控制不好,将造成整个圆周上分布的导叶孔之间的节距误差超差。即使依次顺时针或者逆时针加工,且每一节距都在公差范围内,如果控制不好,最后产生的累计误差也会很大。因此,一般采用等份分组,首先加工每一组的第一个孔,再以组为单位,以同组加工的第一个孔为基准加工其余孔,其余组依次类推,以减少加工产生的累计误差。底环上有24个导叶孔,可采取先加工X轴、Y轴四个相隔90°的导叶孔。这四个导叶孔是靠机床跑X向、Y向坐标加工的,位置精度可以保证,之间的累计误差最小、分度精度最高。把24个导叶孔等份分成4组,每组先加工在X轴、Y轴上的四个导叶孔作为基准孔,再以这位置精度最高的基准孔为基准加工其余导叶孔,以保证所有导叶孔加工不出现大的累计误差。4个组中,等份加工的各基准孔之间有5个孔、6个节距,及同组还要加工5个导叶孔。在同组加工过程中,加工的第1个导叶孔要测量与基准孔的节距尺寸L和径向尺寸R,其他导叶孔加工时要测量与相邻的导叶孔节距尺寸L和径向尺寸R,以保证导叶孔分布位置精度(见图3)。在同组加工还剩2个导叶孔时,需要直接测量一下已加工导叶孔累计误差是多大,以准备提前在剩下的两个导叶孔加工时把累计误差消除。由于跨两个未加工导叶孔距M的误差变化大是累积误差的主要影响因素,因此在一组从基准孔依次加工的第3个导叶孔到相邻组基准孔之间,跨两个未加工导叶孔测量节距M,就能测量出已加工的孔给未加工孔造成的累计误差。测到的M值与计算的M值的差值DM,就是之前加工导叶孔造成的累积误差。这个跨两个未加工导叶孔距M以及允许偏差DM和径向尺寸R以及偏差DR,可以通过式(3)计算得来[4](见图4)。导叶孔节距尺寸L尺寸偏差DL,一般质量检验给出为DL=0.1-0.5。实际上,DR一般要求控制在0.05~0.15。实测DM如果小于、等于计算的DM,就知道在加工剩下的两个导叶孔时如何分配节距尺寸L的偏差,以最大限度地消除产生累计误差。如果实测DM大于计算值DM,说明同组加工前三个孔的DM超差。所以,同组加工前三个孔也要保证累计误差不超出计算的DM。


图3 底环和顶盖分组分度加工的基准孔
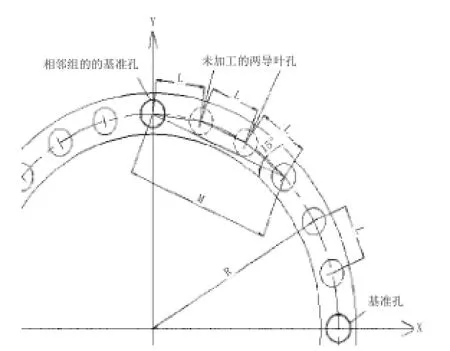
图4 跨两个未加工导叶孔预测节距累积误差
图3、图4中的尺寸线从中心引出。实际测量中,节距尺寸L通过测量两导叶孔壁之间尺寸加两导叶孔半径得来;径向尺寸R通过在底环和顶盖内圆加工的径向基准孔壁相对导叶孔壁测量距离,再加上导叶孔半径而来,得出的测量尺寸与图中尺寸具有一致性。
4 结语
经过对水电设备上的转轮体和灯泡头间接测量球面直径的测量技术研究,以及对底环和顶盖直接测量圆周分布的导叶孔节距累积误差的测量技术研究,确定了相关的计算和实际应用方法,为在制造中解决同类问题,满足设计和检验技术要求,提供了可参考的检测方法。
[1]《公差与技术测量》编写组.公差与技术测量[M].沈阳:辽宁人民出版社,1980.
[2]《机械工程师手册》第二版编辑委员会.机械工程师手册[M].北京:机械工业出版社,2005.
[3]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2003.
[4]《金属机械加工工艺人员手册》修订组.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1981.
Reserch for Measuring Indirectly Large-scale Element of Hydraulic Power Generation Equipment in Manufactur Technologe
WANG Jianying
(Dalian Huarui Heavy Industry Group CO.,LTD,Metallurgical and Power Generating Equipment Manufacturing Department, Dalian 116031)
Tow large-scale elements of hudraulic power generation equipment consist of a part of spheroidicity and other shapes,Those spherical surface diameter are calculated by relationship of math between spherical surface diameter and measuring indirectly size. The method of measuring indirectly is used to solve problem wthich is unable to measure directly under disadvantageous conditions. Other tow large-scale elements of hudraulic power generation equipment are circular weldment,The accumulating errer of vane hole is measured and then the accumulating errer is diminated after machining,Which make it possible to control vane hole space in the allowance.
measuring indirectly, calculating requiring size, measuring directly, measuring accumulation errer
