基于机电液一体化技术的钢套装配工装
2016-04-06柯捷舒刘勇涛吴志建
柯捷舒 刘勇涛 吴志建
(江苏柳工机械有限公司,镇江 212005)
基于机电液一体化技术的钢套装配工装
柯捷舒 刘勇涛 吴志建
(江苏柳工机械有限公司,镇江 212005)
随着科技化生产水平的不断提高,越来越多的先进技术运用到生产过程中。机电液一体化技术是从根本上改变传统制造模式的先进技术,进一步提高了作业效率,具有十分深远的影响。因此,本文主要就机电液一体化技术在钢套装配工装上的应用进行浅谈。
机电液一体化 钢套装配 工艺工装
工程机械产品都是通过铰接形式实现运行功能。铰接的结构由轴承、钢套、销轴等构成。因此,为了优化制造工艺,提高生产效率,提升人-机-环境的适应性,降低员工的作业疲劳,消除和改善生产现场的安全隐患,开展了运用机电液一体化技术设计对钢套装配工艺工装的研究项目。
1 项目简介
改进前,挖掘装载机上的回转支座钢套采用原始锤子进行敲装。由于回转支座的结构限制,造成该作业方法操作空间小、工序繁琐、操作难度大。同时,由于钢套与铰接孔过盈配合,锤子敲击工作强度大,易损坏工件,工作效率低下。
为了简化工序,降低工作难度,设计出一套KBK液压钢套装配工装。该工装中,液压泵站、液压电气控制系统完全自主设计开发,同时配备平衡器和KBK轨道,如图1所示。这样可以保证在不移动工件的前提下,完成工件不同位置的钢套装配。5m输出的外控手柄集成2个控制按钮,实现油缸升缩,为操作者提供了安全、便携、简洁的作业方式。

图1 KBK液压钢套装配工装
2 主要系统介绍
2.1 控制系统
液压系统利用板式电磁阀组合在集成快上,满足控制高低速流量液压回路的要求。同时,以阀块代替管路,简化了管路连接,降低了漏油风险,提高了液压系统的稳定性,如图2所示。
电器系统采用电磁阀微型继电器互锁控制,具有响应速度快、防误操作的保护功能。控制端DC24V的安全电压,5m输出的外控手柄集成2个控制按钮,实现油缸升缩,为操作者提供了安全、便携、简洁的作业方式,如图3所示。
工装泵站安装在KBK横梁的顶部,既可以进一步稳固KBK,又可以方便油管和线路的走向,保证油缸在不同方向上能够自如移动,如图4所示。
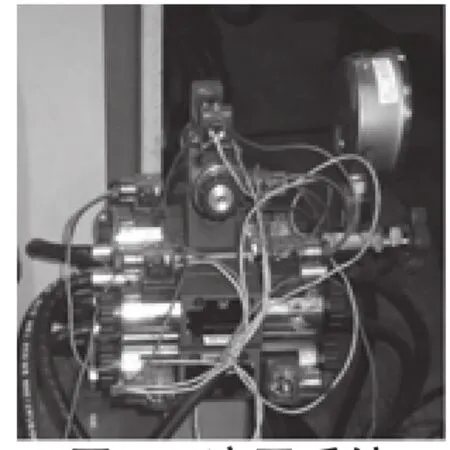
图2 液压系统

图3 电器系统

图4 泵站置顶
2.2 操控系统
2.2.1 KBK轨道
KBK轨道适用于不同厂房结构,可以简单悬挂于建筑屋顶或上部结构上,以节省工厂的空间和面积。同时,由于设备自重轻,运行小车操作轻便,可以轻松实现手动移动,快速可靠准确地输送工件。
2.2.2 平衡器
平衡器是一种吊挂重量较大的生产操作设备的辅助工具。它供生产线上从事持续性、重复性工作的人员使用,用于悬挂、集中、搬运及移开工具。它易于操作气动、电气及液压工具;带保险装置,可避免悬挂对象坠落,且可以手动锁止被悬挂物的装置。
2.2.3 电瓶叉车
电瓶叉车是以电瓶为动力的平衡重式叉车,操作简单,无废气污染,适合在室内作业。随环保要求的提高,该需求有较快的增长,尤其是中、小吨位的电瓶叉车。
如图5所示。配备KBK轨道,使油缸在前后左右位置都能实现移动,以保证在不移动工件的前提下,完成工件不同位置的钢套装配。配备平衡器,使油缸能够在竖直方向任一位置达到平衡状态,以满足不同高度工件的需求;配备电瓶叉车,实现工件快速流转,取消行车吊运,消除了吊装安全隐患。
2.3 装配机构
钢套装配的工作原理,是采用液压泵站带动液压油缸作为动力源,在油缸上安装导向法兰,并在油缸活塞杆上接螺纹导杆,以可拆卸式压块装配钢套。通过油缸进程及回程,实现液力传递,并以快速插装的卡板实现快速装配。
2.3.1 回转支座外侧钢套拉装
如图6所示,油缸活塞杆在收缩过程中,利用导向法兰和螺纹导杆对钢套安装孔进行快速和准确定位。钢套放置在压块和工件之间,压块通过螺纹与油缸连接。活塞杆缩短时,利用压板作为作用力支持,压块拉住钢套安装进孔内。
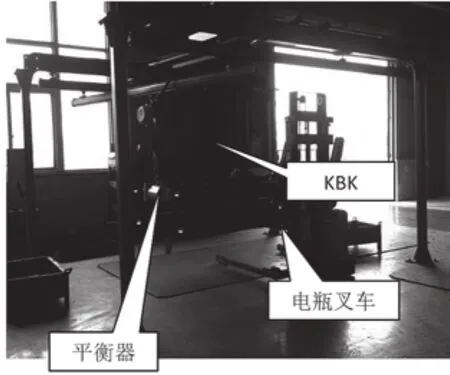
图5 操控系统
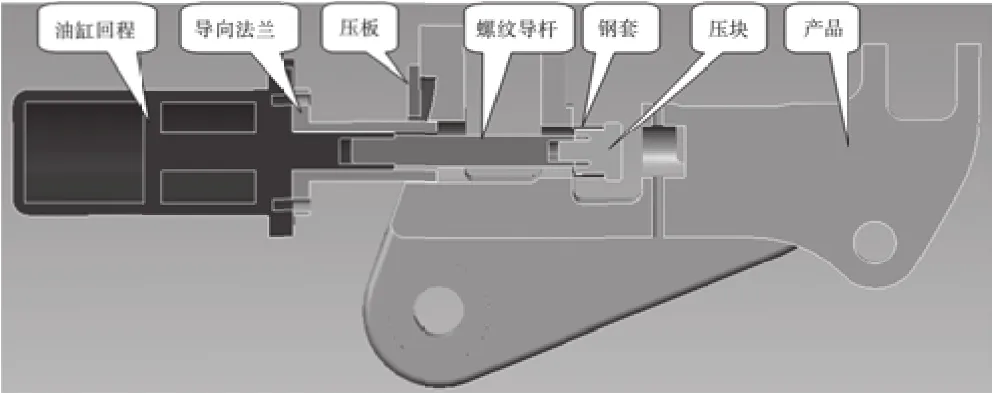
图6 油缸进程实现外侧钢套拉装
2.3.2 回转支座内侧钢套压装
由于回转支座内侧孔属于盲孔,无法用拉式结构来完成钢套安装。通过设计压板和更改压板放置位置,将油缸反作用力加载在回转支座上,从而将钢套压进回转支座孔内。
油缸活塞杆在伸出过程中,利用导向法兰和螺纹导杆对钢套安装孔进行快速和准确定位,利用压板作为反作用力支持,压块将钢套压进孔内,如图7所示。
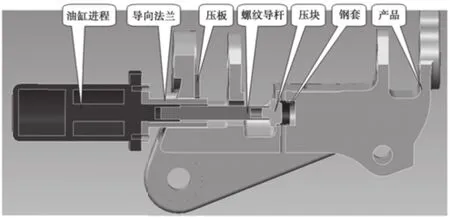
图7 油缸进程实现内侧钢套压装
该装配机构对钢套实现拉装和压装两种形式,其原理图如图8所示。
2.3.3 快换装置
为了拓展该工装的使用工件,设计了快换装置。快换装置是改进原先的卡板,保留其快速定位功能,采用宝塔结构,适用于多种孔径钢套的安装。目前,它能够实现挖掘装载机提升臂、回转支座,滑移装载机动臂,装载机抱叉、草叉等数十种工件的钢套快速装配,提高了生产效率,如图9所示。
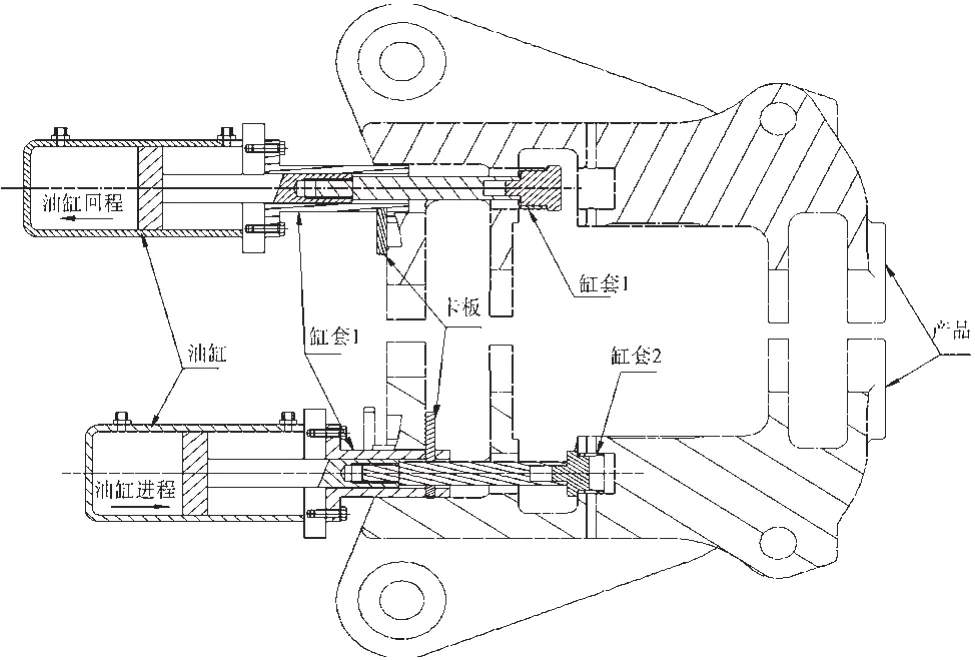
图8 原理图
图9 工装在挖掘装载机提升臂上的运用
3 经济效益
3.1 有形财务收益
3.1.1 节约设备成本
行业中如KBK液压钢套装配工装市场,通常每套售价10万元左右(包含电瓶叉车、KBK及立柱横梁),而自行设计制造的成本价在5万元左右,设备成本节约5万元。
3.1.2 节约生产费用
与传统的行车吊运、人工敲装钢套相比,回转支座单件装配时间下降100分钟,效率提升了35%以上。按照2016年工缴费和年计划产量计算,年节约生产费用5.2万元。
3.2 无形收益
KBK液压钢套装配工装的投入使用,使公司系列产品的质量和生产效率得到明显提升,机电液一体化技术应用后工序整体效率提升30%~40%以上,同时又消除了工装运输、工装吊装等多项安全隐患,为公司的安全生产提供了保障。
4 结语
通过研究机电液一体化技术,设计制作先进的工艺工装,使得公司产品的工艺制造水平及生产效率得到很大提高。同时,通过该工装的设计,使得自制研发工艺装备的能力逐步向工业自动化迈进,为日后新产品的开发起到良好的示范和借鉴作用。目前,公司正在建立机电液一体化技术模块化工装平台,以便于机电液一体化技术在其他工艺工装上推广使用,为以后机电液一体化技术在工艺工装方面的全面推广打下基础。
随着机电液一体化技术在工艺工装方面的应用,相信中国制造业的工艺制造水平和产品质量会上一个新台阶。
[1]李昶.浅述压装技术在装载机工作装置轴套装配工序的应用[J].装备制造技术,2013,(8):185-187.
[2]吴冬敏,沈铭,钟康民.基于机电液一体化技术的绿色夹紧装置[J].机床与液压,2015,2(43):29-30.
The Integrative Technique of Mechanics-electronicshydraulics in Loader Sleeve Assembly Machine
KE Jieshu,LIU Yongtao,WU Zhijian
(Jiangsu Liugong Machinery Co.,Ltd.,Zhenjiang 212005)
With the improvement of science and technology production level, more and more advanced technology is used in the production process. The Integrative Technique of Mechanicselectronics-hydraulics is the advanced technology, it changed the traditional manufacturing mode fundamentally, improving the working efficiency further, it has the very profound influence. Therefore, this paper used to discuss the Integrative Technique of Mechanics-electronics-hydraulics in Loader Sleeve Assembly machine.
the integrative technique of mechanicselectronics-hydraulics, loader sleeve assembly, technical equipment
