数控加工程序中进度信息的添加方法及其软件设计
2016-04-06谌鹏
谌 鹏
(南京信息职业技术学院,南京 210023)
数控加工程序中进度信息的添加方法及其软件设计
谌 鹏
(南京信息职业技术学院,南京 210023)
提出一种利用FANUC系统注释功能添加加工进度信息的方法,介绍了进度信息的生成原理及生成软件的设计方法,从而提供了一种加工进度实时显示的解决方案。
FANUC系统 进度信息 软件
引言
目前,结构较复杂的零件往往通过CAD/CAM软件进行自动编程。随着零件结构复杂程度的提高,其生成的程序往往容量较大,加工时间较长。现代企业的生产对于加工时间的控制有着较严格要求,虽然自动编程软件可以根据事先设定的机床进给速度和刀具路径来估算加工时间,但由于各机床最大进给速度的差异以及辅助装置(如机械手换刀和自动送料装置等)执行时间的差异,其实际加工时间与估算加工时间存在一定误差[1]。如果操作者按照软件的估算时间等待加工工序的结束,往往因为担心程序会随时结束而无法腾出时间做一些准备工作(如测量工具的准备和物料的准备等),从而浪费了一定的有效工作时间。由于目前中、低档数控系统在企业中仍然占有较大比重,它们无法提供加工时间预测和数控加工工作进度提示功能,可以想象如何在不改变数控系统硬件的基础上,通过软件能在数控系统屏幕上提供加工进度的信息。这将为操作者提供加工进度的参考,有利于操作者更好地利用由于估算加工时间与实际加工时间的差异而产生的空余时间进一步提高生产效率。
本文分析数控加工程序中进度信息的添加原理,讨论进度信息添加软件的关键设计方法。
1 数控加工程序中进度信息的添加原理
以FANUC数控系统为例。它的数控加工程序的结构如下:
从程序结构中可以看出,数控加工程序由程序开始标志(%)、程序结束标志(%)以及两者间的程序段构成。程序段的第一行为程序名,接下来是由行号(字母N加数字构成)加G代码指令构成每行的数控加工指令,同时程序中还有一些由左右括号加字符组成的独立行[2]。FANUC系统规定,程序中左右括号中的内容不执行任何操作,因此它可以作为注释,给操作者提供了解程序中的一些关键信息,如以上程序括号中的内容,表示了程序的名称和程序的生成时间。
借助FANUC系统中对于程序注释的概念,可以通过软件在每一行的末尾均加入注释信息,注释信息可以通过百分比的形式提示操作者,这样操作者借助数控显示屏上的程序信息就可以了解当前程序的运行进度,合理分配空余时间。本次设计采用微软公司的Visual Basic 6.0编程软件,完成了数控加工程序中进度信息添加软件的编写,其软件运行效果如图1所示。
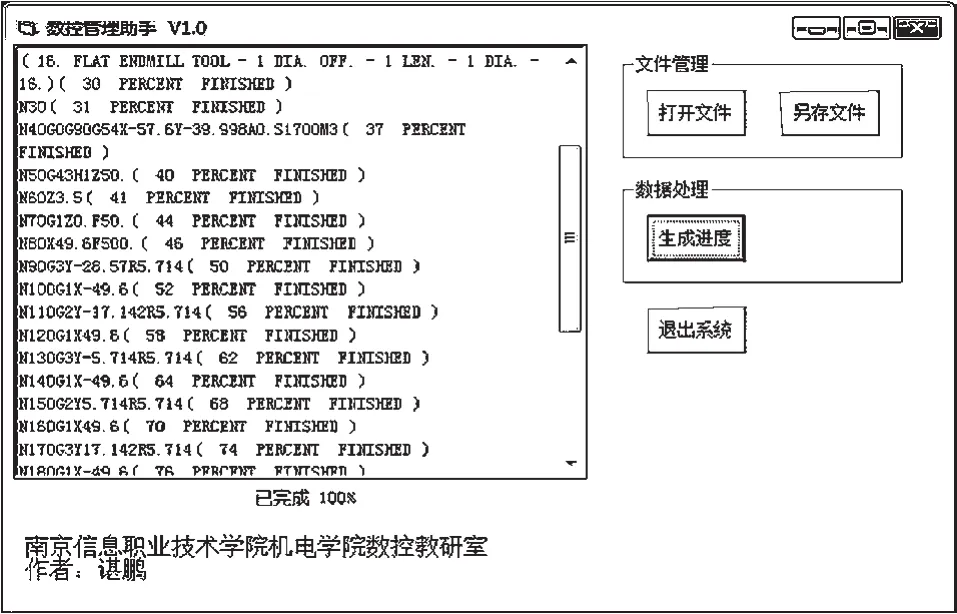
图1 数控加工程序进度信息添加软件运行界面
2 软件的设计方法
2.1 进度信息的生成原理及流程
要想在每一行程序的末尾以注释的形式添加进度信息,就必须通过软件检索程序中每一行的结束标志(回车换行符)。当检索到结束标志后,即可在此处添加注释形式的进度信息,而进度信息的数值可以根据当前被检索位置占总程序长度的百分比计算得出。检索时,可根据数控加工程序的字符长度定义循环检索次数,通过循环指令查找每一个字符,直到查找完程序的最后一行为止,其软件实施流程如图2所示[3]。
2.2 各功能的关键设计方法
(1)行结束标志的检索方法。数控加工程序中,每行程序的结束标志为回车换行符,在ASII码表中其由两个字符构成(分别位于表中第13和第10个字符)。由于它们是不可见字符,所以要想检索到,需要有一些特殊方法。使用Visual Basic软件编程时,其处理的部分代码如下:

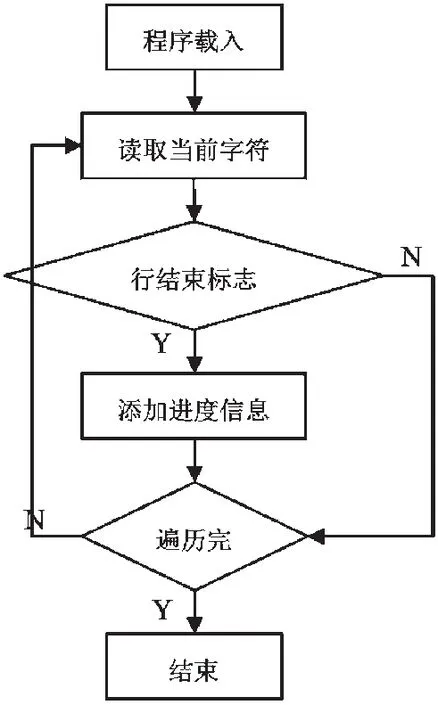
图2 软件实施流程
处理时,首先在每次循环的开始将数控程序中当前的一个字符赋值给字符变量“buf”,通过条件语句判断其是否为空字符(不可见字符都会被判定为空字符),同时判断该字符是否是回车换行符中的第一个字符。如果条件满足,将对其进行置位,并调用进度信息处理函数。
(2)进度信息的计算方法。进度信息的处理方法是在原来的回车字符前添加一串进度信息字符。该函数在每一次循环过程中依据行结束标志的检索结果来决定是否调用。当检索到行结束标志中的回车字符后,即调用函数add_ information,其主要处理代码如下:

该代码将在回车字符(其位于ASII码表中的第13个字符)之前添加当前字符位置占总程序长度的百分比,并将其作为进度信息与回车字符合并后,添加至原有的数控加工程序中。在设计中应注意,FANUC系统规定注释信息中的字符必须为大写字母,且表达百分比时不可以使用“%”字符(该字符为程序传输开始和结束标志),否则程序传输会提前结束。
3 软件的使用方法与功能验证
3.1 软件的使用方法
使用该软件添加进度信息的操作方法简单易用,其操作步骤总结如下:
(1)启动进度信息添加软件,点击“文件管理”区域中的“打开文件”按钮,通过对话框选择需处理的数控加工程序。该程序将载入至软件窗口左边的程序预览区。如果需要,该数控加工程序可以在预览区中做编辑修改,修改后的程序可以选择“文件管理”区域中的“另存文件”按钮对其保存。
(2)点击“数据处理”区域中的“生成进度”按钮,软件将对载入的数控加工程序进行处理,在程序的每一行末尾添加当前的进度信息。
(3)进度信息添加完毕后,点击“文件管理”区域中的“另存文件”按钮,即可将包含进度信息的数控加工程序保存至需要的文件夹中。
3.2 功能验证
软件生成的包含进度信息的数控加工程序,可使用存储卡(CF卡)复制到FANUC数控系统中。如果程序较大无法直接存放至系统内存,还可以使用DNC方式直接运行加工。本次生成的包含进度信息的数控加工程序经FANUC 0i-mate-MC数控系统验证,均可以实现复制至内存或DNC加工的操作,其数控系统运行界面如图3所示。
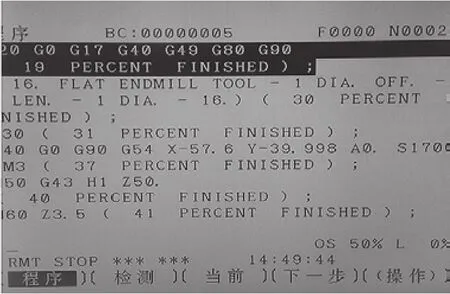
图3 数控程序在FANUC系统中运行效果
4 结语
本文介绍了数控加工程序中进度信息的添加原理,讨论了其生成软件的设计方法。通过进度信息生成软件处理后的数控加工程序可运行于FANUC数控系统,并在运行过程中直接提供给操作者程序的运行进度,有利于操作者根据屏幕提示,合理安排生产中的空余时间。
[1]鄢萍,李超,刘飞.一种基于宏指令的数控加工进度采集方法[J].重庆理工大学学报:自然科学版,2010(6):18-22.
[2]刘雄伟.数控机床操作与编程培训教程[M].北京:机械工业出版社,2006.
[3]李俊.Visual Basic 6.0程序设计与应用教程[M].北京:电子工业出版社,2013.
The Method for Adding Progress Information in NC Machining Program and the Design of the Software
CHEN Peng
(Nanjing College of Information Technology, Nanjing 210023)
It was introduced that machining progress information can be added in the NC program by using FANUC system comment function, and it introduces the generation principle of progress information. It also introduces the design method of the software. Through the method, it can be a solution for real time machining progress display.
FANUC NC system, progress information, software
