棒材轧机速度设定及张力的判断方法
2016-04-05吕宏志滕芳
吕宏志,滕芳
(河钢承钢公司棒材事业部,河北承德 067102)
棒材轧机速度设定及张力的判断方法
吕宏志,滕芳
(河钢承钢公司棒材事业部,河北承德 067102)
针对承钢一棒生产线的电气控制程序,详细介绍轧机速度设定的基本原则以及对张力判断的不同方法。通过对张力的有效控制,提高了产品的表观质量,延长了轧槽和导卫的使用时间。
连轧 张力 速度 调整
河钢承钢公司棒材事业部一棒生产线(全文简称承钢一棒生产线)是公司投资3亿多元从国外引进全套设备的低温控轧和控冷的棒材生产线,车间的机械设备和生产工艺引进于达涅利公司,电气设备和自动化系统引进于安萨尔多电气公司(后改为西门子电气公司)。
1 轧机速度设定的基本原则
在生产过程中要遵循的原则就是保持各轧槽单位时间通过的金属体积相等,即SV=恒定。其中:S为通过该轧槽轧件的横断面面积;V为通过该轧槽轧件的线速度。此原则是速度给定的理论根据,可以通过下式计算线速度:

式中:n为电机转速,r/min;D为轧辊平均工作直径,mm;i为减速比。
在式(1)中,一旦轧机减速箱被选定后,i就是固定值,此时n只与V和D相关。D是在设计轧制孔型时通过等面积推导法间接计算出的直径,它的大小介于轧槽底部直径与辊环直径之间(平辊除外)。所以,若要求得电机的转速n,只需要输入D和V,系统便会自动计算出结果,轧制时系统也根据此结果控制设备运转。
2 设备速度的给定与调节
2.1 试轧新产品
轧制新产品时,因为没有比较确切的数据作为参考,所以只能通过新产品轧制程序表来进行参数给定,虽然与实际轧制时的情况有些差别,但在可控范围内,因为轧制程序表中的参数是理想值。但是在轧制首支钢坯时,为了避免由于辊缝错误、轧机弹跳太大、轧槽打滑等原因造成的设备故障,要在各轧机间给予一定的张力。所以轧制前每两架轧机间上游轧机速度要相对再低一些,一般降低的数值为:粗轧机25 r/min,中轧机20 r/min,精轧机15 r/min。
当轧机间速度调节完毕,现场轧机工要测量来料高度并予以调整。调整时要及时通知轧机操作工,避免由于速度与料形不匹配而造成堆钢。当料形与速度都正常且稳定后,操作工要及时将当下数据进行存储,常常称此存储数据为“配方”,以此作为下次轧制该品种时的依据。
2.2 换辊和换槽
2.2.1 换辊
换辊时以保持换辊前后该轧件的线速度相等为基本原则,只需要正确输入换辊后轧辊的正确辊径即可。新辊的电机转速根据下式确定:

式中:n、n'分别为换辊前、后电机的设定转速,r/min;D、D'分别为换辊前、后轧辊的工作直径,mm。
2.2.2 换槽
当轧槽达到了一定轧制量的时候需要将其更换,由于入口导辊的安装不正、料高的控制不严等,导致孔型磨损严重,与新换轧槽料形必然相差较大,所以操作工在调整速度前首先要判断该轧机以及前几架轧机的料形大小。判断依据主要有两种:一种是轧机的电流值法(根据其上下游轧机电流大小判断)。例如第N架轧机需要换槽:该轧机电流值偏小,此时有可能是其本身料形大,也可能是其上游轧机料形小;若第N架轧机电流值偏大,则有可能是其料形偏小或其上游轧机料形偏大而造成的。第二种方法是延伸系数法(根据其上下游轧机延伸系数大小判断)。例如:第N架轧机换槽,其延伸系数为1.16(正常应为1.2),说明其可能料大或者上游机架料小;若第N架轧机换槽时其延伸系数为1.25,则说明其料小或者上游机架料大。调速时则根据料形变化情况对轧机速度作适当调整,另外为了消除钢在咬入新槽后发生打滑堆钢现象,也可以在此基础上多降几转。
2.3 生产中换成品规格
在生产中经常换规格,将保存于数据库中的配方下载到人机界面后,输入在线轧机的辊径,调整各架轧机间的线速度比。如果粗轧机组没有换辊换槽,则其速度的设定可以根据之前所轧制产品的速度比来给定,这是由于粗轧机组轧制各个规格采用的是同一孔型系统,即粗轧1—6架轧机的料形与料高是相同的,此时只需将轧机间的速度比调整到换规格之前的速度比即可。例如将成品规格由Φ36 mm换成Φ40 mm,粗轧未换槽换辊,且未动辊缝,故可以将Φ40 mm前6架的线速度比调整为Φ36 mm轧制时各架间的速度比。而对于中轧与精轧这些孔型不一致的轧机,其速度可以按照以前存储的程序表及对程序表中延伸系数大小的判断进行设定,这样可以在不堆钢的前提下尽量保证轧机间张力最小,以大幅提高调速效率。
2.4 调整辊缝
生产时,由于轧槽不断地磨损、轧机弹跳增量、钢坯温度变化等原因,需要对各架次轧机辊缝进行调整,而调整辊缝必然影响前后滑的变化,从而导致轧机间出现堆拉钢现象,为此要对速度进行调整。
1)当辊缝调整量不大时,即粗轧机组不超0.8 mm、中轧机组不超0.4 mm、精轧机组不超0.2 mm时,不用手动干预,系统微张力与活套自学习功能会自动将机架间张力快速恢复到正常状态。
2)当辊缝调整量很大时,为防止堆钢事故的发生,需要进行手动干预速度。举例说明:承钢一棒轧机从1架到18架孔型排列依次为扁箱—方箱—椭圆—圆—椭圆—圆—椭圆—圆—椭圆—圆—椭圆—圆—椭圆—圆—椭圆—圆—平椭—成品槽,假设当第7架轧机将辊缝降低2 mm时,椭圆轧件高度迅速降低,宽度迅速增大,这将直接影响其相邻机架间的咬入状态及堆拉钢关系,可以级联降低上游第6架轧机速度(具体多少可参考公式1),而第7架轧机由于轧件属于扁椭圆,其宽度方向又迅速变大,进入下一架次时易受到咬入状态影响而发生堆钢,可以暂且不级联升速,只对第8架及其下游各轧机依据现有的张力状态进行1~3 r/min的速度级联补偿即可,以免造成成品变瘦甚至秃筋现象。
第N-1架降速可依据下式:

式中:Δn为转速调整量,r/min;K为调节系数,K=10~20(K值大小主要取决于第N-1架轧机减速箱速比和相邻两架轧机间的张力,速比大时K取大值,反之取小值;张力较大时K取小值,反之取大值);ΔSN为第N架轧机辊缝调整量,mm,压下为“-”,抬起为“+”。
2.5 钢坯断面变化
钢坯断面的变化直接影响轧机的堆拉钢关系。一般来说,钢坯断面积增大,则张力减小,甚至堆钢;钢坯断面积减小,张力增大,严重时发生拉断事故,此时需及时采取措施。例如将坯料断面积165 mm× 165 mm改为150 mm×150 mm,则调整前三架轧机速度即可以得到补偿,一般将第一架轧机升速50 r/min,第二架轧机升速30 r/min,第三架轧机升速20 r/min,对于其下游机架间张力视情况作微量调整即可保证成品轧件质量。
2.6 钢坯温度变化
温度变化时,轧机弹跳也有不同程度的增减,从而影响机架间的金属流量,此时要及时采取措施,消除堆拉钢现象。当温度过低时,容易发生电机跳车、断连接杆、断轧辊等设备事故,所以一定要防止出炉钢坯温度有较大落差,必要时需等待温度合适时再进行生产。
3 张力的判断及调节方法
3.1 电流判断法
3.1.1 电流柱状图法
此种方法适用于线速度在5 m/s以下的粗轧和中轧机组。在轧钢过程中,如果机架间存在较大张力,那么轧件在通过相邻两架轧机时,其电流必然会产生变化,轧机操作工可借助电流柱状图的升降变化,分析堆拉钢关系及堆拉程度。以第8架和第9架轧机为例,当轧件咬入第9架后,观察第8架对应的电流柱状图,将有以下几种情况:
1)如果第8架电流柱状图没有发生改变,表明第8架与第9架间既不堆钢也不拉钢。
2)如果第8架电流柱状图有所增加,表明第8架与第9架间存在堆钢关系;如果增加的较大,需迅速降低第8架电机转速,避免发生堆钢现象。
3)如果第8架电流柱状图有所降低,说明第8架与第9架间存在拉钢关系;如果降低得较多,则极易发生拉断或下游机架间堆钢等事故,此时要根据拉钢程度适当增加第8架电机转速以消除过大张力。
电流柱状图分析法虽然容易观察,但其只适用于电气及机械较为稳定的情况,如果电流柱状图波动较大则不适用。
3.1.2 电流趋势图法
电流趋势图是轧钢操作工进行判断轧机间张力和设备稳定性的最好工具,适用于轧线任何相邻机架间张力的判断,是电流柱状图的具体表现,以图1为例。
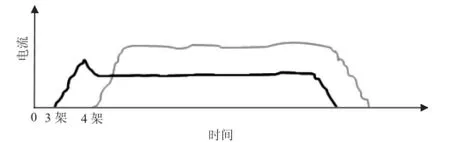
图1 电流趋势图
图1表示:第4架与第3架轧机之间存在拉钢状态;当第3架轧机在自由轧制时,电流逐渐升高并稳定;当第4架轧机开始咬入后,第3架轧机电流开始下降,当第4架轧机完全咬入后,第3架轧机电流较低并恢复平稳状态,此时要提高第3架轧机转速,以消除机架间张力。
3.2 观察法
该法主要依据轧件在轧机中的行进状况来判断。当轧件在这两架轧机间发生晃动时,说明在其上游道次中有很大的张力,特别是在某一架次脱尾时发生晃动,就很有可能在这一道次存在张力,应及时降速消除堆钢,并消除上游张力。机架间是否存在堆拉钢现象也可以通过观察剪子剪切轧件的头尾长度来确定。以1号飞剪为例:当切头变短、切尾变长时,说明上游存在拉力;当切头变长、切尾变短,说明上游存在堆钢现象。
3.3 活套变化判断法
在通过实际轧制时的带活套机组的活套变化的情况下,以此方法既可以判断粗中轧机组的张力情况,也可以判断精轧机组的张力情况。当轧件在上游轧机脱尾时,观察活套波动的变化量;当某一轧机脱尾并且活套变化较大时,说明该轧机存在较大张力,应当迅速消除,防止因张力过大而堆钢。
3.4 尺寸判断法
对成品进行测量,依据头尾的尺寸变化情况来判断粗、中、精轧的张力情况(钢坯温度影响除外)。
4 结语
承钢一棒生产线依据棒材轧制过程中速度给定的基本原则,凭借不同的张力判断方法对张力进行有效的控制,延长了轧槽及导卫的轧制时间,提高了成品的表观质量。
(编辑:胡玉香)
Method for Judging Speed Setting and Tension of Bar Rolling Mill
LV Hongzhi,TENG Fang
(Bar Division of HBIS Chengdesteel Co.,Ltd.,Chengde Hebei 067102)
In view of the electrical control procedure in Chengdesteel first bar production line,this paper introduces the basic principle of the speed setting for rolling mill and the different methods to determine the tension.Through the effective control of the tension,the quality of the products and the life span of the rolling groove and guide are improved.
continuous rolling,tension,speed,adjustment
TG333.6
A
1672-1152(2016)06-0108-03
10.16525/j.cnki.cn14-1167/tf.2016.06.38
2016-11-28
吕宏志(1984—),男,助理工程师,现从事轧机操作工作。