数控机床加工中心操作面板设计
2016-03-31陈江辉
李 力,陈江辉
(仲恺农业工程学院自动化学院,广东广州510225)
数控机床加工中心操作面板设计
李 力,陈江辉
(仲恺农业工程学院自动化学院,广东广州510225)
针对加工中心操作面板所需I/O点位多和系统I/O LINK点位有限的问题,设计了一款适用于机床数控系统的新型加工中心操作面板。该面板利用单片机控制电路、矩阵编码电路和输出信号锁存电路减少I/O点位;详细介绍了硬件电路和控制软件的设计,最后给出了面板的试验和分析结果;该操作面板克服了采用点对点、线连线方式带来的所需I/O点位多和电路结构复杂等缺陷,具有广泛的应用前景。
操作面板;单片机;矩阵编码电路;输出信号锁存
1 引言
操作面板是人与机床进行信息交换的接口,主要通过旋钮开关、按键和指示灯对机床的运行状态进行控制和显示。加工中心操作面板和普通机床操作面板相比,功能增加了,增大了人机交换的信息量。传统的操作面板与可编程控制器之间多采用点对点、线连线的通信方式,当操作面板功能增强时,其所需的I/O点位增多,从而使系统I/O LINK的可用点位减少,降低了数控系统I/O点位的利用率。因此设计一种能节省所需I/O点位的加工中心操作面板已成为一种趋势。
图1所示为设计的加工中心操作面板,包含35个按键、4个按钮开关、4个波段旋钮开关、1个急停开关、1个钥匙开关、47个指示灯和6个数码管。其中RESET按键和SHIFT按键的信号不会进入可编程控制器,其指示灯的状态也不受可编程控制器控制。设计的按键矩阵编码电路用13路输入实现4行9列按键编码功能;锁存电路用29路输出实现对45路状态指示灯的控制;部分按键具有第二按键功能,主要为配合单片机实现面板的加密;在与可编程控制器的接口设计上,分别设计了2组50芯/40芯的插座,实现与数控系统的连接。操作面板仅用2组I/O点位实现了面板的所有功能,不但节省了点位,而且简化了与系统I/O LINK的连接,提高了数控系统I/O点位的利用效率,节约了成本,具有广泛的应用前景。

图1 操作面板整体布局图
2 操作面板整体结构
整个操作面板可分为外围接口电路和单片机驱动、控制电路,其结构如图2所示,外围接口电路包括4个波段旋钮开关电路、按键矩阵和编码电路、锁存电路和状态指示灯驱动电路;单片机驱动和控制电路主要包括第二功能按键输入电路、时钟电路和数码管驱动电路。单片机功能主要为:①对比输入密码和预设密码,读取时钟电路的信息,并通过控制三态门OE端口控制按键编码将信号输入到PMC/PLC,从而实现加密功能;②接收来自PMC机床状态和刀号信息,并在数码管上显示。

图2 操作面板整体结构
3 操作面板硬件设计
3.1 按键矩阵编码的实现
按键S1按下时,二极管D1、D2导通[2],原理如图3所示,若三态门U1开通,列信号和行信号分别驱动场效应管Q1、Q2导通,经变换成标准电平信号后,从OUT1、OUT2输出至PMC/PLC;若三态门没有导通,则只有列信号从OUT1输出至可编程控制器,行信号丢失,禁止按键信号输出[1]。在PMC/PLC中,只要对输入信号按表1进行查询,就可以获取按下按键的信息。

图3 按键矩阵编码电路

表1 按键矩阵扫描编码
3.2 指示灯驱动电路的设计
面板状态指示灯的驱动采用分时处理的方式。指示灯分为两组,分别与D触发器组1和组2相连,可编程控制器分两个周期把指示灯驱动信号分别输出至D触发器组,并控制其上升沿进行锁存;在第三个周期把刀号信息锁存到D触发器组3,触发器组3的输出与单片机相连,接收到刀号信息后在数码管上显示。经三个周期后,可编程控制器在同一组输出点位上把指示灯信息和刀号信息输出。
3.3 单片机控制电路的设计
在单片机控制电路如图4所示,单片机P2端口读入数码管锁存组的信息,并在数码管上显示。其中,数码管的段选信号从P1口经三态门后输出至数码管,P3.0、P3.1、P3.6构成译码器的通道,选通信号选中要点亮的数码管[3]。其他端口用于接收来自第二功能按键的信息,进行密码输入和面板锁定时间的设定。当输入锁定时间后,锁定时间写入ATMLH244中,并从DS1302读取时间值进行比较。

图4 单片机控制电路
4 操作面板软件设计
4.1 单片机程序的设计
程序包括主循环流程图如图5所示、中断服务流程图如图6所示,Shift按键处理程序如图7所示。为避免频繁调用,定义一个变量counter用于计数,当2ms中断10次后,程序往下执行,完成读取刀库刀号和主轴刀号,并根据锁定与否执行各操作;若Shift键按下,则根据输入情况执行锁定或解锁操作。中断程序主要为更新R_LEDBuff_0到R_LEDBuff_5数据并至送数码管显示。

图5 主循环流程图

图6 中断处理流程图

图7 解码流程图
4.2 可编程控制器程序的设计
在可编程控制器中通过编写按键解码程序,来确定每个按键的状态,并用寄存器的位状态来存储按键的状态信息[4];输出指示灯驱动信号和刀号信息到锁存器并锁存,流程图如图8所示。
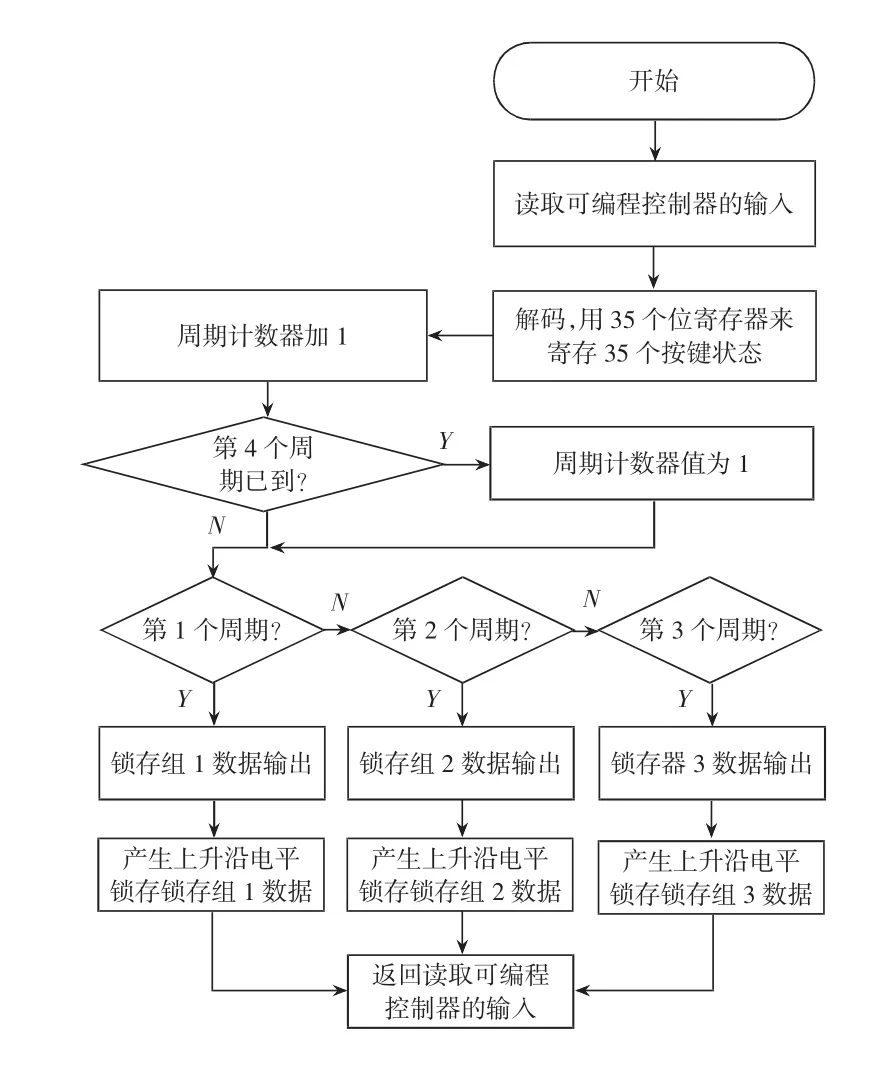
图8 可编程控制器程序设计流程图
5 系统试验与分析
为了测试操作面板的运行效果,在加工中心VMC850上实际使用面板,对面板的各功能进行实际测试,结果如表2所示。
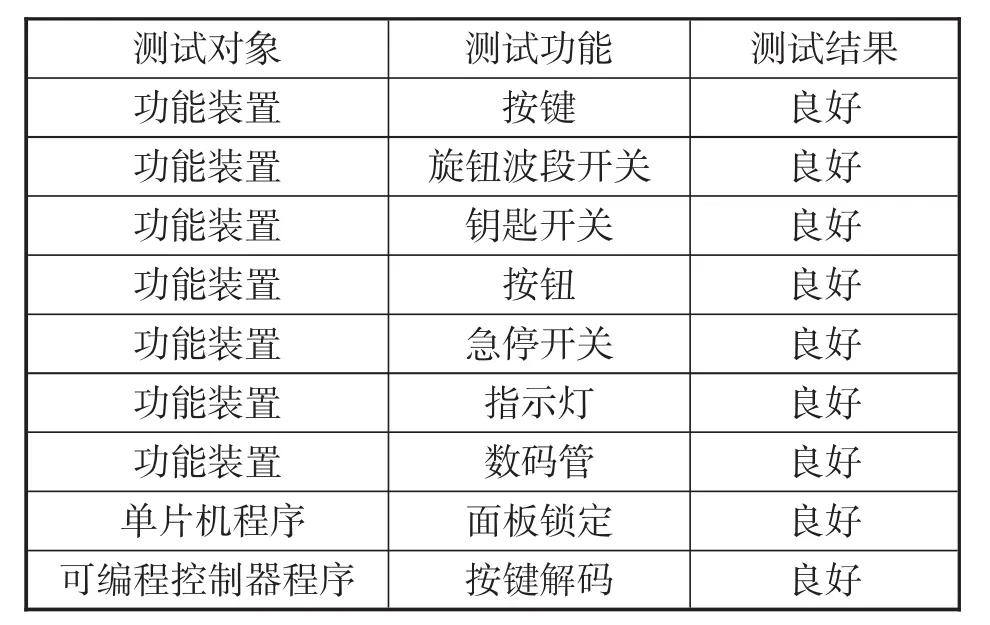
表2 面板运行结果
从表2可看出,面板各部分运行结果良好,符合设计标准。
6 结束语
针对传统机床加工中心操作面板存在的不足,结合数字电路,设计了一款机床加工中心操作面板;详述了操作面板的按键矩阵编码电路、指示灯驱动电路和控制电路设计,并给出控制程序流程图;该操作面板克服了传统操作面板采用点对点和线连线不足,适用于FANUC和三菱数控系统加工中心,且具有锁码加密功能,具有广泛的应用前景。
[1]阎石.数字电子技术基础[M].北京:高等教育出版社,2006.
[2]童诗白,华成英.模拟电子技术[M].北京:高等教育出版社,2006.
[3]李全利.单片机原理及接口技术[M].北京:高等教育出版社,2009.
[4]FANUC数控系统PMC编程技术[M].北京:化学工业出版社,2013.
Design of operation panel for CNC machine tool center
LI Li,CHEN Jiang-hui
(Automation School,Zhongkai University of Agriculture and Engineering,Guangzhou 510225,China)
Aiming at the problem of I/O point more and I/O LINK point insufficient,of I/O system are limited in the operation center of the machining center,a new type of the operation panel which suitable for FANUC and MITSUBISHI CNC machining center system is designed.The panel uses the MCU control circuit,matrix encoding circuit and the latch circuit of the output signals to reduce the I/O points.The design of the hardware circuits and the control software is introduced.The testing and analysis results of the panel are given.This operating panel overcomes the shortcomings of I/O point more and circuit structure complex which caused by point-to-point and line-connection-line mode,and it has wide application prospect.
operating panel;MCU;matrix coding circuit;output signal latching
TP273
B
1005—7277(2016)06—0054—04
李力(1996-),男,广东梅州人,仲恺农业工程学院自动化学院2014级自动化(工化)专业在读本科生。
2016-11-15
陈江辉(1975-),男,博士,讲师,主要研究方向为电力电子电路和新能源供电系统、数控设备与机器人。
