纯铅电池发展现状及性能研究①
2016-03-28孔德龙汤海朋
范 娜,孔德龙,汤海朋
(山东圣阳电源股份有限公司,山东 曲阜 273100)
纯铅电池最早由Gates公司于1973年发明,至今已有43年的历史,随着技术的不断发展,单体结构已由最初的卷绕式(Enersyscyclon系列)扩展至板式[1]。应用领域也从最初的军用推广到储能、备用、车辆及船舶动力等。随着国际先进制造业的发展及科技进步,纯铅电池制造技术也得到了长足发展,逐渐为国内外铅酸电池企业吸收接纳,并投入大量资本进行开发研究。
纯铅电池板栅采用纯铅或铅锡合金,与铅钙体系合金、低锑合金等相比较具有更好的耐腐蚀性能,这也意味着纯铅电池具有更长的使用寿命,但是由于纯铅或铅锡合金机械强度低,易于弯曲,加工难度大,因此需要高度自动化的专用设备[2,3]。今天,纯铅电池制造技术已比较成熟,采用先进的连续极板制造技术,设备复杂,自动化程度高,减少了人为因素影响,所以纯铅电池具有非常好的一致性。同时,纯铅电池板栅和极板薄,单体片数多,这些结构特点决定了其具有更好的大电流快速充电性能及高倍率放电性能。
在通信、大数据和新能源领域大发展的背景下,采用备用电源保证通讯、数据系统的安全运行极其重要,另外,新能源领域的大规模储能需求,特别是在恶劣环境条件下的储能需求,对电池性能的要求也越来越高,尤其是优良可靠的高功率性能、高的使用温度、高系统电压下的一致性和快速充放电等使用性能,以及长寿命等可靠性性能。而且,随着锂离子电池、液流电池、氢燃料电池等二次电池技术的快速发展,及在储能、动力等领域的规模化应用,铅酸电池的生存空间受到挤压,也迫使铅酸电池行业持续地进行技术革新,提升铅酸电池的性能。
1 纯铅电池介绍、技术路线
1.1 纯铅电池及其连续极板制造技术介绍
先进的连续极板制造技术对比传统极板制造技术,关键在板栅制造方式的区别。
传统板栅制造采用热加工浇铸技术,为了保证机械强度和提高耐腐蚀性,在铸造时加入其它金属形成合金板栅,如铅钙合金、铅钙锡铝合金、低锑合金等,但是,合金金属的加入,导致板栅在使用过程中腐蚀加快、电池自放电大、内阻大,传统技术铅酸电池的设计和固有缺陷决定了它存在三大应用难题[1]:
(1) 高温环境下的使用寿命问题;
(2) 浮充使用和循环使用同时兼顾的问题;
(3) 充电时间问题(或快速充电问题)。
纯铅电池板栅采用先将纯铅(或铅锡合金)加热至熔融态,然后通过连续铸带机铸造出铅带,再结合扩展拉伸技术连续生产拉网板栅带,或者采用冲压技术,结合冲孔模具连续生产冲孔板栅带的方法生产正负板栅,这和传统铅酸电池采用铸造方式生产板栅有着根本性的不同。该板栅成型技术自动化程度高,具有减少人力成本,提高生产效率,减少铅烟排放,清洁生产的优势。同时,纯铅电池在性能上具有以下优势[4,5]:
(1) 可进行快速充电,2h可充入ca.90%以上的电量;
(2) 采用薄极板技术,活性物质表面积大,放电后的恢复能力强,表现出优异的循环性能;
(3) 解决了传统铅酸电池在高温环境下的使用寿命问题、浮充使用和循环使用同时兼顾的问题。
1.2 纯铅电池技术路线
纯铅电池及其连续极板制造技术板栅生产可采用如下两种方式:铅带拉网或铅带冲孔。
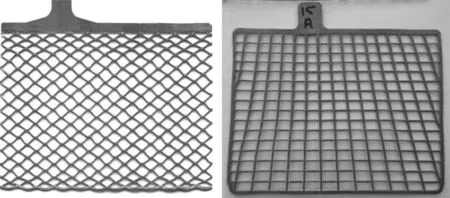
图1 拉网板栅和冲孔板栅Fig.1 Expanded grid and punched grid
从下图可以看出采用不同成型工艺的板栅,在相同实验条件下,冲孔板栅仍就完整,未出现筋条因腐蚀而发生断裂的现象,而书模板栅和拉网板栅筋条均发生了严重的腐蚀,出现筋条断裂的现象[6]。由此可见,采用冲孔技术生产的板栅,其耐腐蚀性能与采用拉网技术生产的板栅相比还是有优越性的。所以,对于纯铅电池,特别是正板栅,多数制造商选择使用冲孔技术来进行生产。
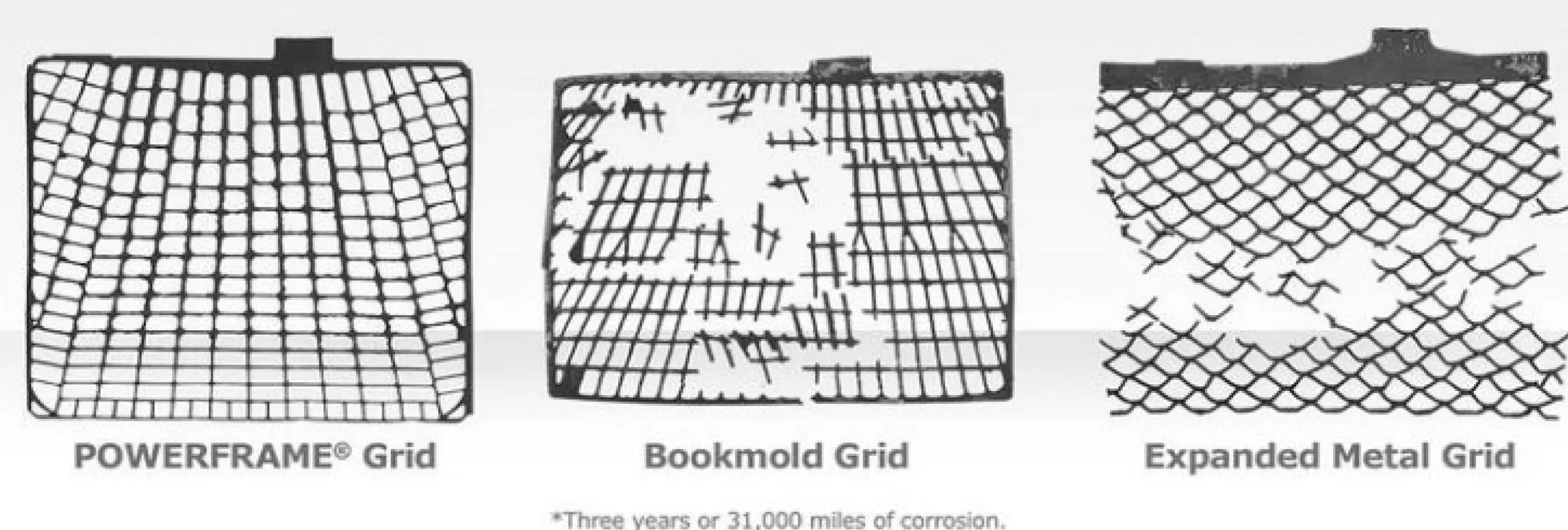
图2 不同板栅成型工艺板栅腐蚀状况对比Fig.2 Corrosionresistance of grids manufacturedby different grid forming processes
2 纯铅电池性能特点与结构设计的关系
2.1 快速充电性能与结构设计的关系
纯铅电池可进行大电流快速充电,充电电流可达到0.4~0.5C10,这会导致电池析气相对增多,电池内部将长期处于高压状态,因此要求:
(1)壳体耐高压性能好,防止使用过程中电池鼓壳;
(2)电池内部气体复合效率要高;
(3)频繁开闭阀,安全阀质量要好。
圣阳公司采用纯铅12V 170Ah的电池作为实验电池,研究了大电流快速充电对电池内部气压的影响情况,充放电方法如下:
放电:17A放电至10.8V;
充电:68A恒流限压充电8h,分别限压13.8V、14.1V、14.46V、14.7V。
采集整个过程电池内部气压数据,并与充放电电压、电流数据作图。从图3可以看到,整个充放电过程,电池内部气压一直维持在较高水平,特别是68A大电流充电时,电池内部气压会快速升高,进入恒流转恒压阶段,电池内部气压达到峰值,随后随着充电电流的减小或开阀泄压,电池内部气压逐渐下降。
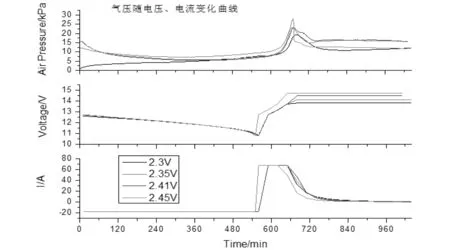
图3 电池内部气压随电压、电流变化曲线Fig.3 The internal pressure changing curve of thebattery corresponding to voltage and current
2.2 高功率性能与结构设计的关系
纯铅电池高功率放电,特别是5minr要求:
(1)单体结构对电池5minr性能影响较大,为满足更好的5minr高功率放电,一般要求单体采用更薄的极板,且具有较多的极板片数。但是,单体片数多,如:9+10-,电池非常容易出现内部微短路,且容易出现“烧心”现象,在工艺上需进行精确控制;
(2)高功率铅膏配方、合适的正负极板活性物质配比;
(3)端子,焊点可靠性要高(大电流,热效应)。
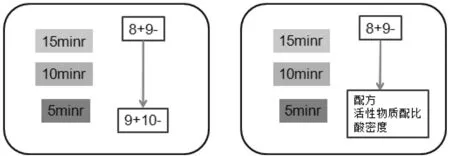
图4 单体结构及工艺对电池高功率性能的影响Fig.4 Theinfluence of cell structure and technology onthe high power performance of pure lead battery
2.3 PSOC循环性能与结构设计的关系
纯铅电池PSOC长循环寿命要求:
(1)板栅结构设计要合理,但需要考虑模具加工难度及成本;
(2)提高正极板活性物质重量;
(3)优化铅膏配方;
(4)适当降低电解液密度,增加电解液量。
2.4 耐高温性能与结构设计的关系
纯铅电池高温条件下的使用:目前,基本要求常年工作温度ca.35℃,特殊情况下,要求在45-50℃温度下长期稳定地工作,最高使用温度要求可达到65℃,这对电池结构设计提出了更高挑战:
(1)壳体耐高温、高压,强度要高;
(2) 正板栅厚度要大,合金耐腐蚀性能要好;
(3) 提高正极板活性物质重量;
(4) 适当降低电解液密度,增加电解液量。
3 纯铅电池关键技术及设备
纯铅电池极板制造采用先进的连续极板制造技术,采用连续铸造或连铸连轧制作铅带,然后铅带经冲孔制作板栅带,最后采用连续涂板分切技术制作正负极板。
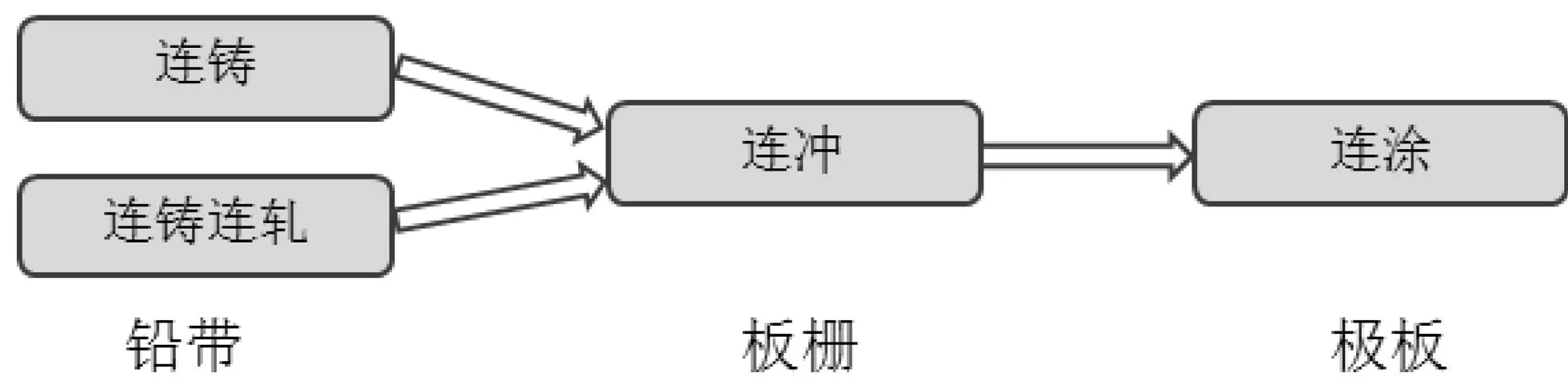
图5 连续极板制造技术路线图Fig.5 The route of continuous plate manufacture technology
3.1 连续极板制造技术及设备——铅带
铅带的制备是采用连铸连轧还是连续铸带技术,需要根据电池设计所需采用的合金体系进行选择。圣阳公司通过合金耐腐蚀实验及SEM分析对不同方式获得的合金的耐腐蚀性能进行了系统的对比研究。实验结果进一步验证了纯铅及铅锡合金要比铅锡钙合金具有更好的耐腐蚀性能,连续铸带和连铸连轧技术有利于提高合金的耐腐蚀性能。
3.1.1 合金腐蚀速率
采用三电极工作体系,Hg/Hg2SO4电极作为参比电极,所用H2SO4电解液密度为1.280g/cm3(@25℃),实验温度控制在60±2℃,在1.35V的恒电位下对合金样条进行腐蚀,实验结果如表1所示。
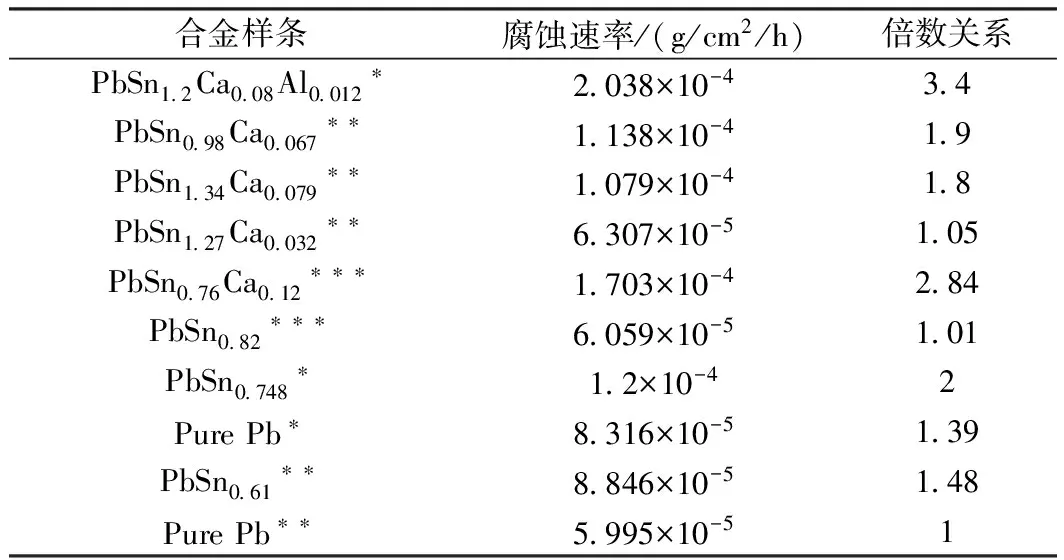
表1 合金腐蚀速率对比列表Table 1 Alloy corrosion rate comparison list
注:* 重力浇铸,** 连续铸带,*** 连铸连轧;合金样条中Sn、Ca、Al均为百分比含量;以Pure Pb**的腐蚀速率值为基准,用其它合金的腐蚀速率值除以该值,计算腐蚀速率倍数关系,以便更为直观的对比合金的耐腐蚀性能。
对表1的数据进行分析,我们可得到如下结论:
(1)PbSnCa合金体系:
1)重力浇铸,提高Sn含量可提高合金的耐腐蚀性能[7];
2)轧制处理能一定程度上提高合金的耐腐蚀性能;
3)连续铸带技术比重力浇铸技术有优越性。
(2)PbSn合金:
耐腐蚀性能:重力浇铸<连续铸带<连铸连轧。
(3)Pure Pb:
纯铅本身相对于PbSnCa合金和PbSn合金具有更好的耐腐蚀性能:重力浇铸<连续铸带。
3.1.2 SEM分析
采用SEM对去除腐蚀层后的样条表面微观结构进行进一步研究。为了更直观反映样条表面结构状况,均采用相同放大倍数、同样大小标尺进行SEM照片拍摄,并进行分类比较。
(1)PbSnCa合金体系:PbSn1.2Ca0.08Al0.012重力浇铸
PbSn1.34Ca0.079连续铸带
从图6可以看到,PbSn1.2Ca0.08Al0.012和PbSn1.34Ca0.079两种合金晶界、晶面均发生腐蚀,但腐蚀程度有差别。从40um及4um标尺的微观结构SEM图可以清楚的看到重力浇铸的PbSn1.2Ca0.08Al0.012合金腐蚀更为严重。
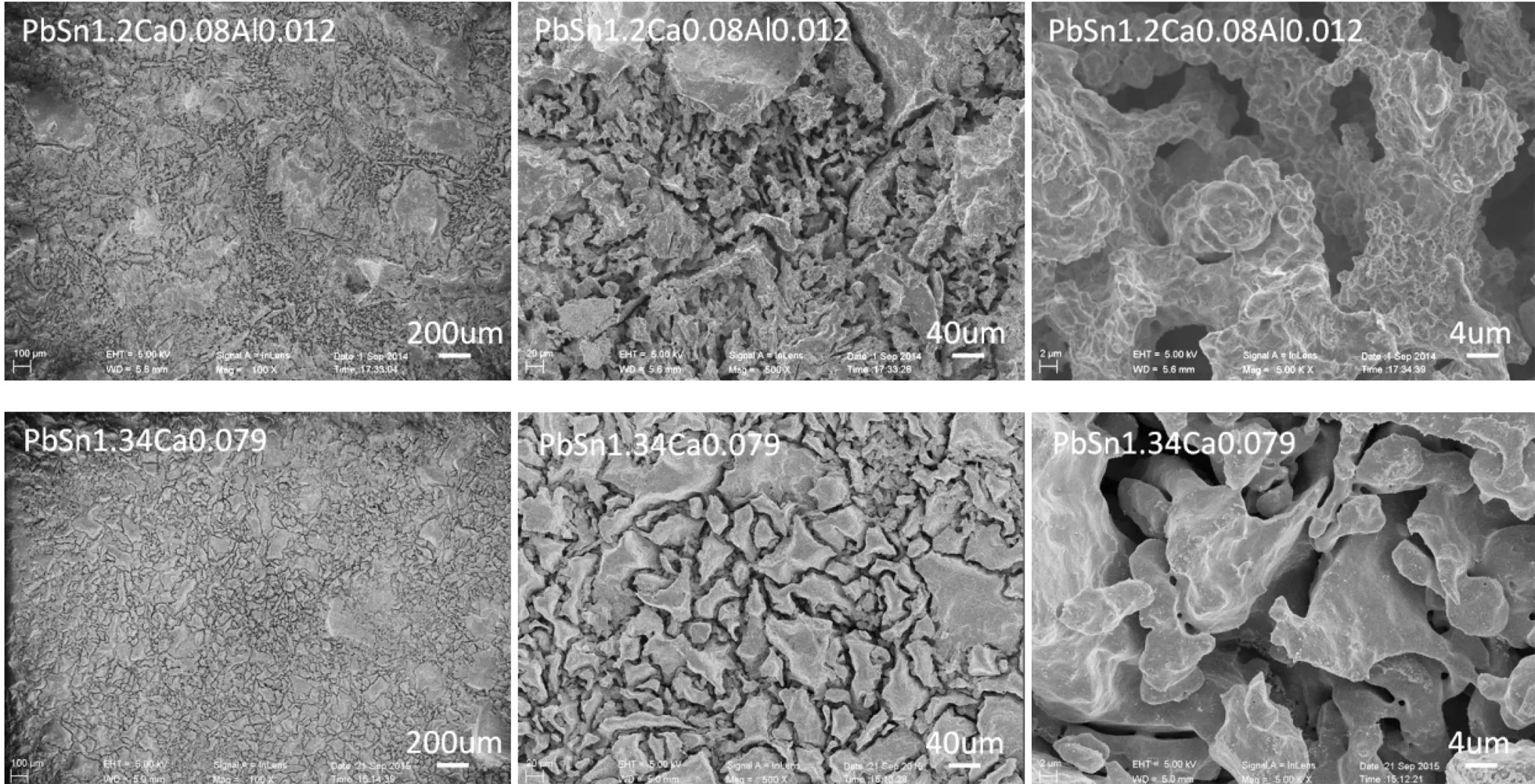
图6 PbSnCa合金腐蚀后表面晶相结构SEM图Fig.6 SEM of thesurface crystal structure of PbSnCaalloy after corrosion
(2)PbSn合金:PbSn0.748重力浇铸
PbSn0.61连续铸造
PbSn0.82连铸连轧
从图7可以看出,通过重力浇铸获得的PbSn0.748合金晶粒明显比通过连续铸造获得的PbSn0.61合金和连铸连轧获得的PbSn0.82合金大,说明连续铸造技术和连铸连轧技术可以对PbSn合金的晶粒结构起到细化的作用,从而提高了PbSn合金的耐腐蚀性能。
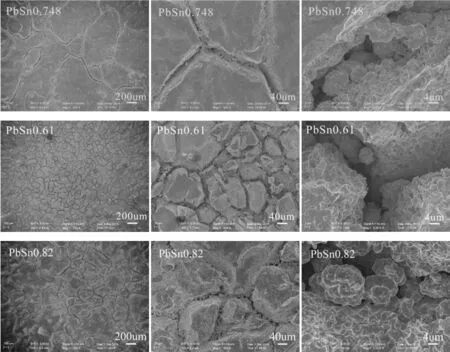
图7 PbSn合金腐蚀后表面晶相结构SEM图Fig.7 SEM of thesurface crystal structure of PbSnalloy after corrosion
(3)纯铅:Pure Pb重力浇铸
Pure Pb连续铸造
两种纯铅样条分别通过重力浇铸和连续铸造获得。重力浇铸获得的样条腐蚀后,表面晶相结构细致均匀,腐蚀主要发生在晶界位置,晶面较少腐蚀。连续铸造获得的样条腐蚀后,表面晶相结构特殊,没有出现晶界腐蚀形成的裂隙,推测发生的应该是均匀的晶界晶面腐蚀。
图8 纯铅腐蚀后表面晶相结构SEM图Fig.8 SEM of thesurface crystal structure ofpure lead after corrosion
综上所述,合金腐蚀速率本质上与其微观晶相结构存在很大的关系,而合金的加工的方式:重力浇铸、连铸连轧、连续铸造,又对合金的微观晶相结构起到了决定性的作用。
3.1.3 铅带制造设备
成熟的铅带制造设备分为两种:连续铸带或连铸连轧。
连续铸带技术:将铅带直接铸造到规定厚度,不经过多级压延轧制工序[8]。

图9 连续铸带设备Fig.9 Continuous casting equipment for lead stripmanufacture
连铸连轧技术:先铸造出厚铅带,再通过多级轧制获得规定的厚度。轧制可起到细化合金晶粒的作用,增强合金的耐腐蚀性能及抗拉伸强度[9]。

图10 连铸连轧设备Fig.10 Continuous casting and rolling equipment
3.2 连续极板制造技术及设备——板栅
采用冲压技术,根据电池设计需求定制冲孔模具,连续生产冲孔板栅带。由于经过轧制的合金铅带表面非常光滑,与铅膏的物理结合力比较差,为解决这一问题,目前的冲孔设备一般都具有对板栅进行整形的功能(例如:改变板栅筋条截面形状,板栅筋条波浪形处理,板栅表面粗糙化处理,板栅边框加厚等),以增强铅膏和板栅的结合[10]。
图11 连续冲孔设备、冲孔板栅Fig.11 Continuous punching equipment and punched grid
3.3 连续极板制造技术及设备——极板
板栅带涂膏制作极板,采用连续涂板技术[8],一般是双面涂膏,均匀超涂,需根据极板设计和设备涂板能力进行综合评估以选择合适的设备。纯铅电池板栅带薄、软,强度低,易变形,连续涂板难度大。

图12 连续涂板设备Fig.12 Continuous pasting equipment
连续涂板技术对铅膏质量要求较高,配备真空和膏机是一个较好的选择。真空和膏机具有:不受环境的影响,和制的铅膏均匀,一致性高,可重复性好,封闭的环保系统,易于清洁等显著特点。
3.4 纯铅电池装配
纯铅电池极板薄、软,强度低,这给包封配组带来一定的困难,要求包封配组设备具有较高的自动化程度,且需要关注以下问题:
(1)极耳较软,刷极耳时要避免极耳变形;
92)包封机能处理的极板、极群参数。
对于纯铅电池而言,由于极耳薄、软,汇流排焊接时通常使用铸焊技术[11]。铸焊设备选型主要考虑如下问题:
(1)极板薄,强度差,纯铅极板适应性;
(2)极群厚度;
(3)极板宽度、高度。
3.5 纯铅电池化成
纯铅电池极板薄,面积大,因此与传统电池相比,加酸后,反应面积大,反应速度更快,短时间内释放大量热量。圣阳公司的实验研究证实纯铅薄极板电池加酸后,电池壳体外表面中部温度ca.15min即升至峰值,工艺上要求电池内部产生的热量需快速散出。同时,为了更好的控制加酸后电池内部的温度,可将酸温度控制在ca. 5-10℃,更低更好。
图13 纯铅电池加酸后温度升高验证曲线(酸温度8℃,环境温度18℃)Fig.13 Temperature increasing curve of pure lead batteryafter filling acid(acid temperatur 8℃,ambient temperature 18℃)
纯铅电池极板薄,可采用大电流、配合脉冲技术进行化成,缩短化成周期。脉冲化成是一种高效的化成新技术,它模拟化成期间极板的电化学反应动态,适时调整化成电流,提高充电效率;通过增加静置和脉冲电流,取代传统的放电方法,有效控制极板极化,减少发热和水分解,缩短化成周期、降低酸雾排放。
图14 脉冲化成电流程序[12]Fig.14 Pulse formation current algorithm
4 山东圣阳电源股份有限公司——纯铅电池产品设计
山东圣阳电源股份有限公司,依据纯铅电池在UPS及通信领域的应用要求,将产品主要划分为两个系列:DTL(Datalink)和DTB(Databank),产品尺寸及外形符合国际通用标准。产品采用工业化外观设计,美观大方,并充分考虑了纯铅电池结构特点及性能对壳体强度的要求,代表性产品外观设计如图15所示。DTL、DTB这两个系列电池的结构特征及性能在表2详细列出。

图15 DTL 12-425W、DTB 12-190F纯铅电池设计Fig.15 Design of SPS pure lead battery DTL 12-425Wand DTB 12-190F
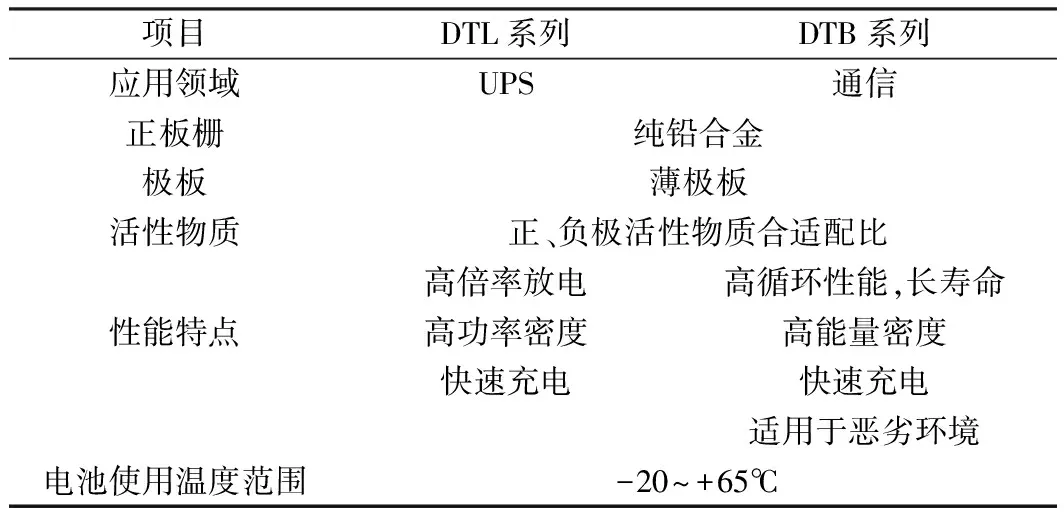
项目DTL系列DTB系列应用领域UPS通信正板栅纯铅合金极板薄极板活性物质正、负极活性物质合适配比高倍率放电高循环性能,长寿命性能特点高功率密度高能量密度快速充电快速充电适用于恶劣环境电池使用温度范围-20~+65℃
下面分别以DTL 12-425W、DTB 12-190F为例,简单介绍电池设计参数及性能:DTL 12-425W电池重量ca.31kg,5minr/1.65Vpc放电功率可达到710W;DTB 12-190F电池重量ca.58kg,5minr/1.65Vpc放电功率可达到971W;高功率性能在国内外同类产品中处于较高水平。而且DTB 12-190F0.4C10快充,80%DOD循环次数可达419次,与同行电池相比具有更好的循环性能。具体如表3、表4、图16所示。

表3 DTL 12-425W、DTB 12-190F电池设计参数Table 3 The battery design parameters of DTL 12-425Wand DTB 12-190F

表4 DTL 12-425W、DTB 12-190F电池功率性能Table 4 The battery power performance of DTL 12-425Wand DTB 12-190F
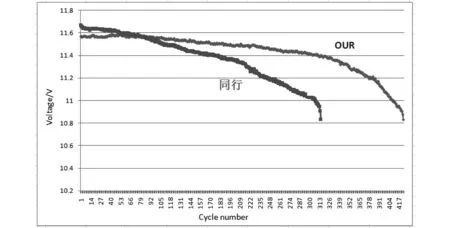
图16 DTB12-190F 0.4C10快充,80%DOD循环性能Fig.16 The cycling performance of DTB12-190F with0.4C10 fast charge, 80%DOD
5 结论
纯铅电池及其先进连续极板制造技术是铅酸电池工业自动化改革的重要方向,一方面,制造技术更为高效、清洁、环保;另一方面,电池具有更高的性价比。未来,圣阳公司会投入更多的资源,对纯铅电池的设计、制造、性能以及产品系列的扩展做更为深入的研究。
山东圣阳电源股份有限公司一直致力于推动新型高效电池制造技术的产业化应用,提高产品制造自动化水平和生产效率,促进清洁工艺生产和节能技术的推广和应用。也希望通过我们的努力,为纯铅电池制造技术的研究、应用,以及整个铅酸电池行业的技术革新进步做出我们的一份贡献。
[1] 薛奎网. 电动自行车中铅碳与纯铅蓄电池新技术的发展[J]. 电动自行车, 2011, 5: 21-23.
[2] Pavlov D. Lead-Acid Batteries: Science and Technology [M]. Kidlington Oxford, UK: Elsevier, 2011: P199.
[3] Xavier M,Vincent G, Ken P. Corrosion resistance and cycling behaviour of pure lead gravity cast thick plate AGM VRLA reserve power batteries[C].International Telecommunications Energy Conference-INTELEC, 2007: 794-800.
[4] NorthStar Battery (NSB) Telecom Application Manual [Z].NorthStar Battery Company LLC, 2015.
[5] EnerSysPowerSafe SBS EON Application Guide [Z].EnerSys. 2013.
[6] VartaPowerframe grid technology, http://www.varta-automotive.com/en-gb.
[7] Pavlov D. Lead-Acid Batteries: Science and Technology [M]. Kidlington Oxford, UK: Elsevier, 2011: P192.
[8] EnerSysODYSSEY technology, http://www.odysseybattery.com.
[9] Sovemawide strip casting and rolling line, http://www.sovema.it.
[10]Sovema punching machine, http://www.sovema.it.
[11]Pavlov D. Lead-Acid Batteries: Science and Technology [M]. Kidlington Oxford, UK: Elsevier, 2011: P200.
[12]Pavlov D. Lead-Acid Batteries: Science and Technology [M]. Kidlington Oxford, UK: Elsevier, 2011: P519.
