基于SSIP4L封装的磁传感器工艺研究
2016-03-23陈国岚牛社强何文海
陈国岚,牛社强,何文海
(天水华天科技股份有限公司,甘肃 天水 741000)
基于SSIP4L封装的磁传感器工艺研究
陈国岚,牛社强,何文海
(天水华天科技股份有限公司,甘肃 天水 741000)
摘 要:介绍了集成电路SSIP4L产品(磁传感器芯片封装)实现过程中的技术难点,并一一寻求解决方案,使其能够顺利批量进行生产,产品质量稳定性得到保证,顺应了市场的需求。技术难点包括引线框架材料选择、上芯粘片胶工艺控制、压焊工艺、塑封体根部外引脚防溢料、实现条带自动抓取上料、引线框架与产品的防呆设计、防止超长引脚产品的变形特殊包装。
关键词:封装工艺;技术解决方案
1 引言
随着科学技术水平的不断提高,磁传感器在信息产业、工业自动化、交通运输、电力电子技术、家用电器、医疗设备等行业得到了快速应用和发展,市场超过千亿规模,2011、2012年来自汽车、工业与消费性应用领域的强劲需求,市场营业收入由2009年的8.12亿美元上升到2013年14亿美元的规模;以出货量计算,由2009年的28亿颗增加到2013年的50亿颗。
磁传感器的主要应用特性有高灵敏度、温度稳定性、抗干扰性、小型化、集成化、智能、高频特性、低功耗。因此对于磁传感器芯片封装过程的工艺条件要求是苛刻的,主要体现在封装结构设计、封装工艺、设备能力、材料选择、可靠性监控。
本文介绍一种全新的磁传感器芯片封装——SSIP4L产品,产品外形如图1所示。
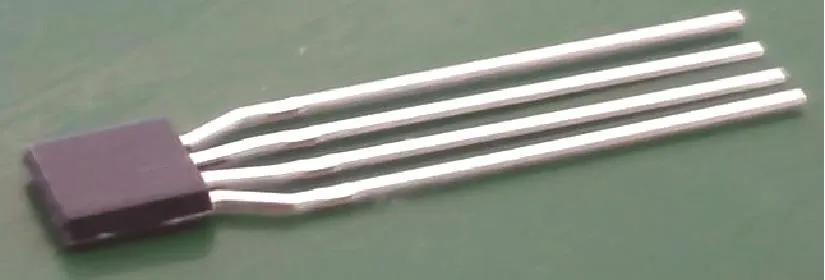
图1 SSIP4L产品外形
该产品对制程、工艺、环境等要求较为严苛,有很大的工艺实现难度。
2 研究内容
2.1封装材料选择
集成电路封装产品使用的引线框架材料一般都是铜合金,主要类型有A194、C7025、A42、KFC,这些材料化学成分中都含有不同比例的Fe元素,但是SSIP4L封装的磁传感器在工作时,周围存在有较强的磁场,Fe元素的存在会对产品正常磁场产生干扰,因此SSIP4L封装使用的引线框架材料必须选择不含Fe元素的EFTEFC 64T(成分:Cu、Sn、Zn、Cr),以减小外在因素对产品本身功能的影响。
2.2工艺流程选择
工艺流程选择如图2所示。
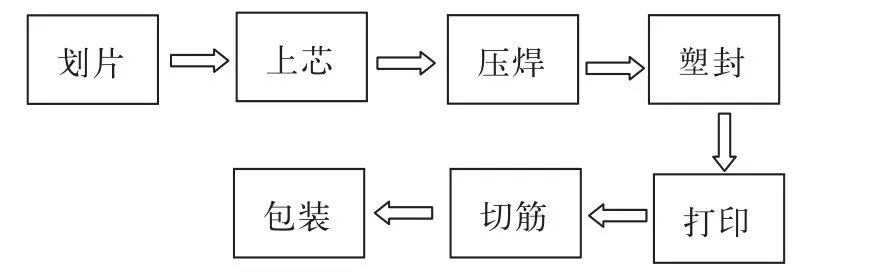
图2 SSIP4L产品工艺流程
2.3工艺研究
2.3.1上芯粘片工艺控制
因芯片尺寸、两芯片间距、芯片到基岛边缘的尺寸都小于0.05 mm,无法按照普通的点胶工艺加工,原因有以下两点:(1)先上芯第一个芯片后,第二个芯片点胶将造成第一个芯片沾污,即使使用很小的点胶头设计也无法解决;(2)胶层扩散无法控制,粘片胶会溢流到芯片上表面或基岛背面,沾污芯片影响产品电性能及可靠性;(3)胶层厚度控制不稳定,薄厚不一,会产生翘片,影响压焊工序良率,如图3所示。
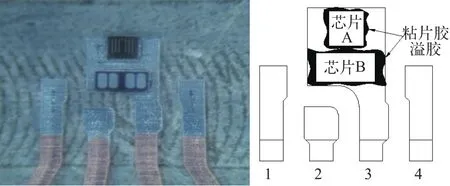
图3 点胶工艺
为消除上述异常,上芯使用胶膜涂覆工艺,胶层尺寸与芯片尺寸大小相同,没有扩散,胶层厚度一致性得到有效控制,一般在10 μm~15 μm之间,避免了粘片胶的遗漏、扩散,如图4所示,提高了产品可靠性。
普通工艺是将晶圆在减薄后其背面贴划片膜,进行划片切割后使用上芯机在引线框架载体上点胶后粘片,工艺流程如图5。
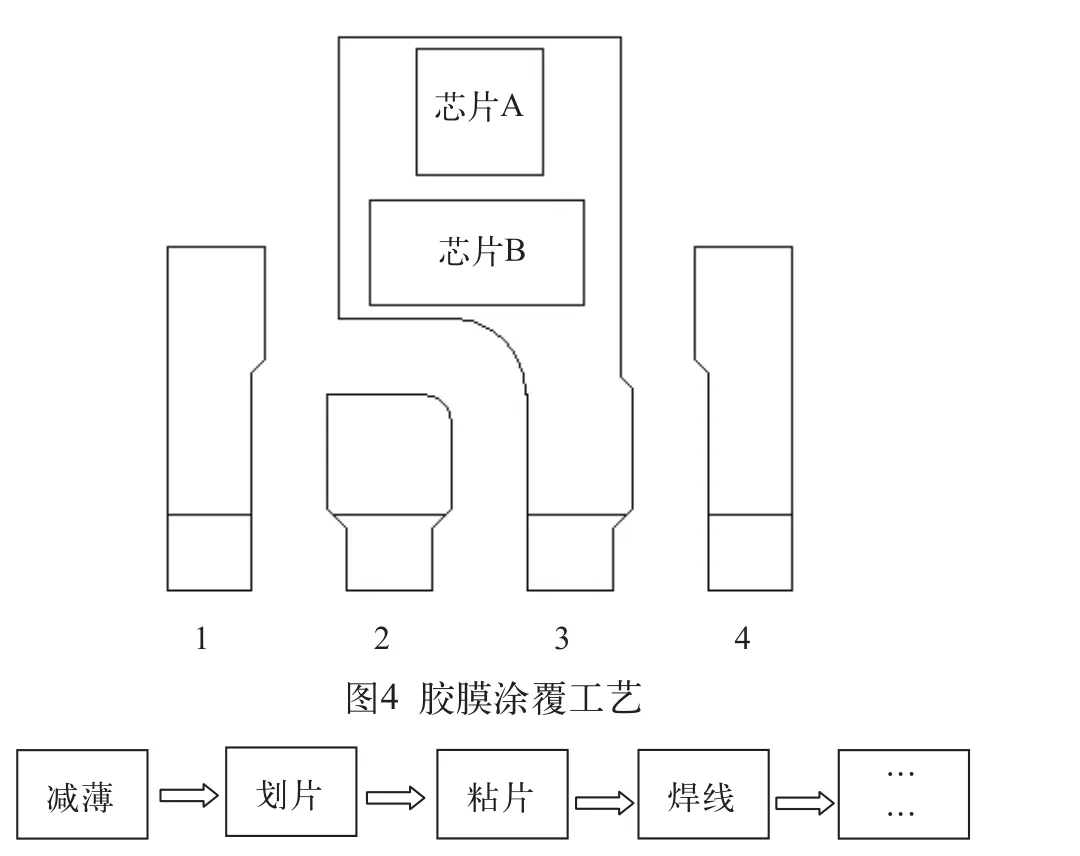
图5 普通工艺流程

图6 胶膜涂覆工艺流程
胶膜涂覆工艺是晶圆在减薄后使用WBC涂胶设备,在晶圆背面涂布一层15 μm~20 μm厚的胶层,将涂胶后的晶圆放入烘箱对胶层进行预固化,再贴划片膜进行划片切割,上芯时将背面带有胶层的芯片在轨道可加热的上芯设备上直接粘接到引线框架载体上,工艺流程如图6。
适用于WBC 的胶在固化性上有特殊要求:涂胶过程需要很低的粘度,预固化后的硬度必须满足Wafer Saw;DIE bond过程需要有很好的粘度,粘度特性如图7。
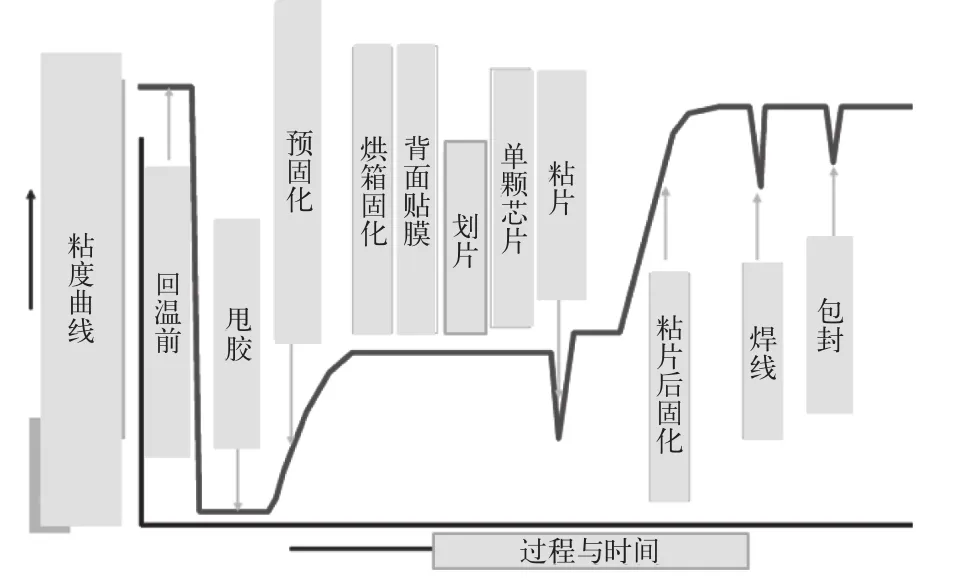
图7 粘度特性
2.3.2保证压焊工艺稳定性
上芯保证了芯片在基岛上的相对位置与高度尺寸一致性,但同时芯片表面会有轻微的沾污,影响压焊良率。提高压焊工艺稳定性的一个重要方法是使用等离子清洗,在进行清洗去污的同时,还能改变材料本身的表面性能,如提高表面的润湿性能,改善不同材料间的附着力等,使结合面更加牢固。等离子清洗需要保证气体在产品各个表面均匀地流动,因此需要使用有孔料盒,如图8所示(普通料盒如图9所示)。

图8 等离子清洗使用的料盒
等离子清洗的几个关键影响因素如下[1]:
(1)气体成分。等离子清洗使用的气体一般为氩气、氧气和氢气,也可以使用混合气体。氩气和氧气用来清洗有机残留,氢气用来清洗氧化物。
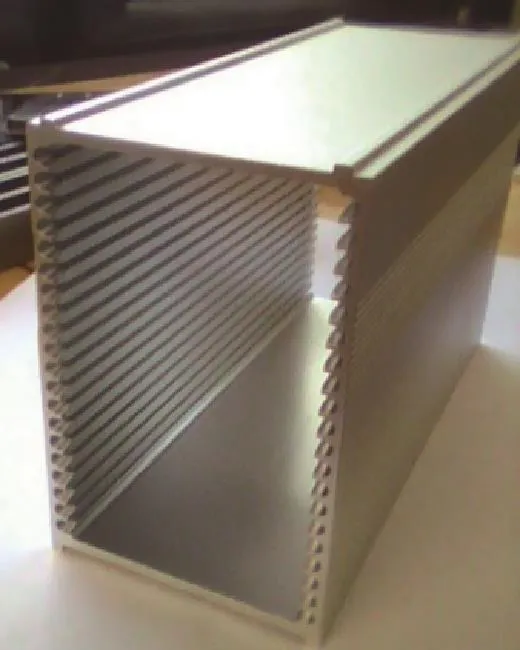
图9 普通料盒
(2)料盒和产品排布。清洗效果的一致性是很重要的,有利于获得封装组装工艺的高质量控制。对于射频型等离子清洗机而言,应该让料盒的排布顺应气体的流向,让气体均匀流通在料盒的各个位置。
(3)功率和时间。对不同厂家制造的等离子清洗机以及不同类型的产品,都要通过DOE实验方法,找出最合适的设定范围。
(4)评定方法。评估等离子清洗效果的方法PpK,为了获得稳定的高质量控制,我们做了PpK的比较试验,结果证明,等离子清洗能够在一定程度上提高产品的质量稳定性。试验内容如下:
试验设备:EUROPLASMA;气体:Ar+H2(氩气+氢气);线径:30 μm金线;焊球直径:82.5 μm;等离子清洗机RF功率:300 W;清洗时间:180 s。
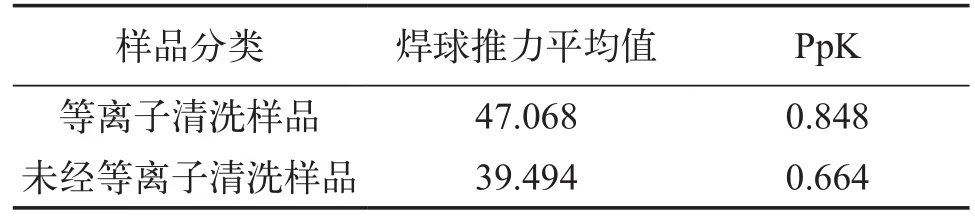
表1 等离子清洗前后焊球推力测试比较
由此可见,等离子清洗对金线的结合力有一定程度的提高,同时也提高了品质稳定性。
2.3.3塑封模具设计
SSIP4L封装后的产品外观,外引脚根部不允许有大面积黑色残留塑料出现,SSIP4L包封模具在设计时,若引脚根部1.20 mm内不加齿窗,封装后会有黑色溢胶残留在引脚根部,如图10所示。一般的解决方案为在切筋工序增加机械冲废工位设计以清除黑色溢胶。但机械冲切力会损伤塑封体内部的磁敏传感器,造成磁敏感度的漂移,所以封装中应尽量减少施加到磁敏传感器外壳和引线上的机械力,特别是磁敏器件引脚上根部1 mm内是不可以施加任何机械力的。
基于以上原因,包封模具必须在引脚根部设计全齿窗,如图11所示,阻止溢料的产生,从而满足客户对产品外观的要求,避免机械冲切力对塑封体内磁敏传感器的损伤。

图10 外引脚根部黑色溢料
图11 包封模具加齿窗
2.3.4引线框架防呆设计研究
SSIP4L引线框架单排设计,在框架冲切过程中每两个单元作为一个步距,因此整条框架导轨中心的左右两边定位孔对称,如图12所示,整条框架翻转180°,在塑封、打印、切筋工序不防呆,导致产品加工出现异常。
由于上述异常,框架在设计中添加防呆孔设计,避免整条框架翻转180°左右两边不防呆的隐患,如图13所示。
图12 不防呆框架
图13 防呆框架设计
2.3.5切筋工序,产品自动上料
打印后整条产品在传递弹夹中放置,因胶体在框架一边,放置3条以上产品时,整条产品在弹夹中就会倾斜,如图14所示,在切筋工序,整条产品由于倾斜无法实现自动上料;因此打印后,整条产品在传递弹夹中有胶体一边需正反摆放后才能在弹夹中保持放置的平稳性,如图15所示。同时切筋上料机构需具备旋转的功能,按同一方向将整条产品摆放于切筋设备的轨道中。

图14 整条产品在弹夹中倾斜

图15 整条产品在弹夹中平稳放置
2.3.6包装
SSIP4L产品目前包装方式有以下2类:
(1)晶圆盒包装,如图16所示。
将产品装入铝箔袋中后再装入圆形塑料盒中,再用防震海绵垫满,最后封盒、包装。缺点:运输过程中容易造成产品引脚变形。

图16 晶圆盒包装
(2)舟盒包装。
产品在防静电小袋中盛放,整体放入舟盒中(如图17所示),小袋上下均用防震材料垫实,舟盒放入包装外盒中(如图18所示)。优点:每盒承载产品数量较多;缺点:产品引脚容易变形。

图17 舟盒
图18 外包装盒
当然,最优方式是编带包装,如图19所示,此方式需要封装测试整体进行。
3 结束语
对于磁、热敏器件芯片的封装,产品设计必须考虑封装结构、工艺实现性、设备能力、材料选择、可靠性控制等;并且,实现过程除工艺参数控制外,环境控制也极为关键,产品的顺利实现,设计、制程、环境等因素必须逐项严格谨慎评估。
图19 编带包装
参考文献:
[1] 胡建忠,金玲. 集成电路封装设计可靠性提高方法研究[J]. 电子与封装,2011,11(8): 37-39.

陈国岚(1984—),女,助理工程师,现就职于天水华天科技股份有限公司,主要从事IC产品的封装设计及引线框架设计研究。
Assembly Technology Research of Magnetic Sensor in SSIP4L Package
CHEN Guolan, NIU Sheqiang, HE Wenhai
(Tianshui Huatian Technology Co., LTD, Tianshui 741000, China)
Abstract:To meet the growing demand in the market of magnetic sensor, the assembly technology research for SSDIP package is elaborated in this paper, focusing on assembly processes and solutions against the special application requirements of magnetic sensor. The smooth mass production and robust quality is demonstrated in this paper, by selecting correct raw material of lead frame and its mistake proof design, controlling D.A.M, proper wire bonding processes, anti-flash processes after molding, automatic on-load method and special packing method to prevent bent lead for this very long lead package.
Keywords:assembly processes; technical solutions
作者简介:
收稿日期:2015-9-8
中图分类号:TN305.94
文献标识码:A
文章编号:1681-1070(2016)02-0014-05