集成电路分选机的维修及应用
2016-03-22蒋文广
周 淳,蒋文广
(无锡中微腾芯电子有限公司,江苏 无锡 214035)
集成电路分选机的维修及应用
周 淳,蒋文广
(无锡中微腾芯电子有限公司,江苏 无锡 214035)
摘 要:随着经济发展和技术的进步,集成电路产业取得了突飞猛进的发展。集成电路测试在集成电路产业链中的作用越来越大,专业化的集成电路测试业是集成电路产业中一个重要组成部分,是保证集成电路性能、质量的关键环节之一。各大半导体生产厂家都在竭力提高生产效率和检测效率,生产厂家在芯片生产中采用了自动化的半导体测试仪器和高速、智能化的集成电路分选机。以CTS800分选机为例,详细介绍了集成电路分选机常见故障的维修及应用。
关键词:集成电路分选机;测试系统;电气控制;高压测试;通信信号
1 引言
了解分选机各部件的作用、性能及其工作原理是维修设备的前提条件,对出现的故障可以利用替换、测量、逐一排查等方法进行维修,以达到快速解决故障的目的。本文以CTS800分选机为例,介绍分选机的硬件组成部分、电子电器控制系统、气动系统的故障维修方法及实际生产中的应用。
2 CTS800分选机的硬件组成及工作原理
CTS800分选机是料管到料管的全自动进料、单通道、单个测试头测试,由一套分料梭子、8个分 BIN手动装卸料管出料的测试分选机与适当的测试系统相联,即可实现集成电路分BIN分选。该测试机械手由自动进料部件、测试部件、自动分类出料部件、电子电器控制系统、气动系统及机架几部分组成。
电子电器控制系统是分选机的神经中枢,它由感应器感知机器的状态,接受人工命令,实现与测试系统的信息互换,驱动电机、气缸等实现机器的功能。执行控制任务的是该系统中的工业控制计算机及其中的控制软件。气动系统主要是执行控制系统命令,由气缸实现机器的部分功能。
通过对整个分选机结构了解后绘制出分选机电子电器控制系统结构框图,见图1。绘制结构框图可以使我们更加清楚地了解分选机的工作过程,为维修提供很大的帮助。
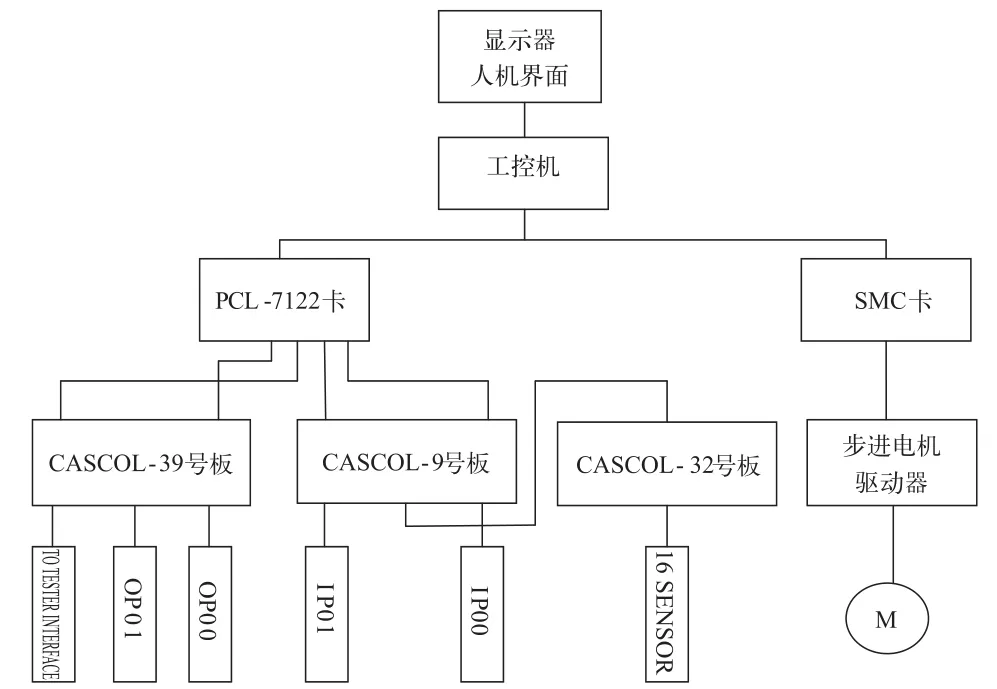
图1 分选机电子电器控制系统结构框图
结合绘制好的电子电器控制系统结构框图,对分选机进一步深入研究后,制作输入输出板接口定义表,见表1。输入输出板接口定义表对维修分选机起到一个很关键的作用,各个传感器、电磁阀、微动开关、状态指示灯的连接,在输入输出板的接口定义表上一目了然,快速解决设备故障,提高了维修的效率。
3 常见故障原因分析及解决办法
分选机正常运行时绿色指示灯会亮,出现故障时,红色报警指示灯亮起、蜂鸣器响起以作提示,同时工控机显示屏上显示出相应的故障信息。当遇到故障报警时,不要着急处理,要根据显示屏上显示的信息找到故障位置点。
3.1料管架为空,请加载管子
原因分析:
(1)料管架中有管子的感应器没有感应到。
(2)感应器已坏。
解决办法:
(1)调整感应器的位置,使其能够感应到料管架中的管子,此时感应器一侧的灯会亮。
(2)更换感应器。
3.2料管卡在料管架
原因分析:
(1)翻斗下有管子的传感器没有感应到。
(2)料管架上的料管推进器没有到位。
解决办法:
(1)调整感应器的位置,使其能够感应到翻斗下有管子。
(2)调整推进器到正确的状态,当推进器的状态正确时即没有动作的时候推进器一侧的灯会亮。
3.3器件卡导轨入口
原因分析:
(1)感应器有灰尘。
(2)错位不对齐。
(3)感应器坏。
解决办法:
(1)先用气枪吹淋导轨入口的感应器。
(2)调整对应位置。
(3)更换传感器。
注意:电路卡在分粒器前报错信息也为“器件卡在导轨入口”。
3.4器件卡在分粒器与检测站之间
原因分析:
(1)分粒器橡皮条的位置没有调到位。
(2)电路管脚有问题。
解决办法:
(1)重新调整分粒器橡皮条的位置,橡皮条的位置只好压在第二颗电路上。
(2)电路管脚有问题,将电路取出。
3.5器件卡在检测站
原因分析:
(1)检测站气爪没有放开。
(2)检测站挡板没有放开。
(3)检测站感应器有灰尘。
(4)检测站感应器坏。解决办法:
(1)检查检测站气爪。
(2)检查检测站挡板及气缸。
(3)用气枪吹淋检测点位置。
(4)更换感应器。
3.6器件卡在检测站后
原因分析:
(1)电路卡在检测站后。
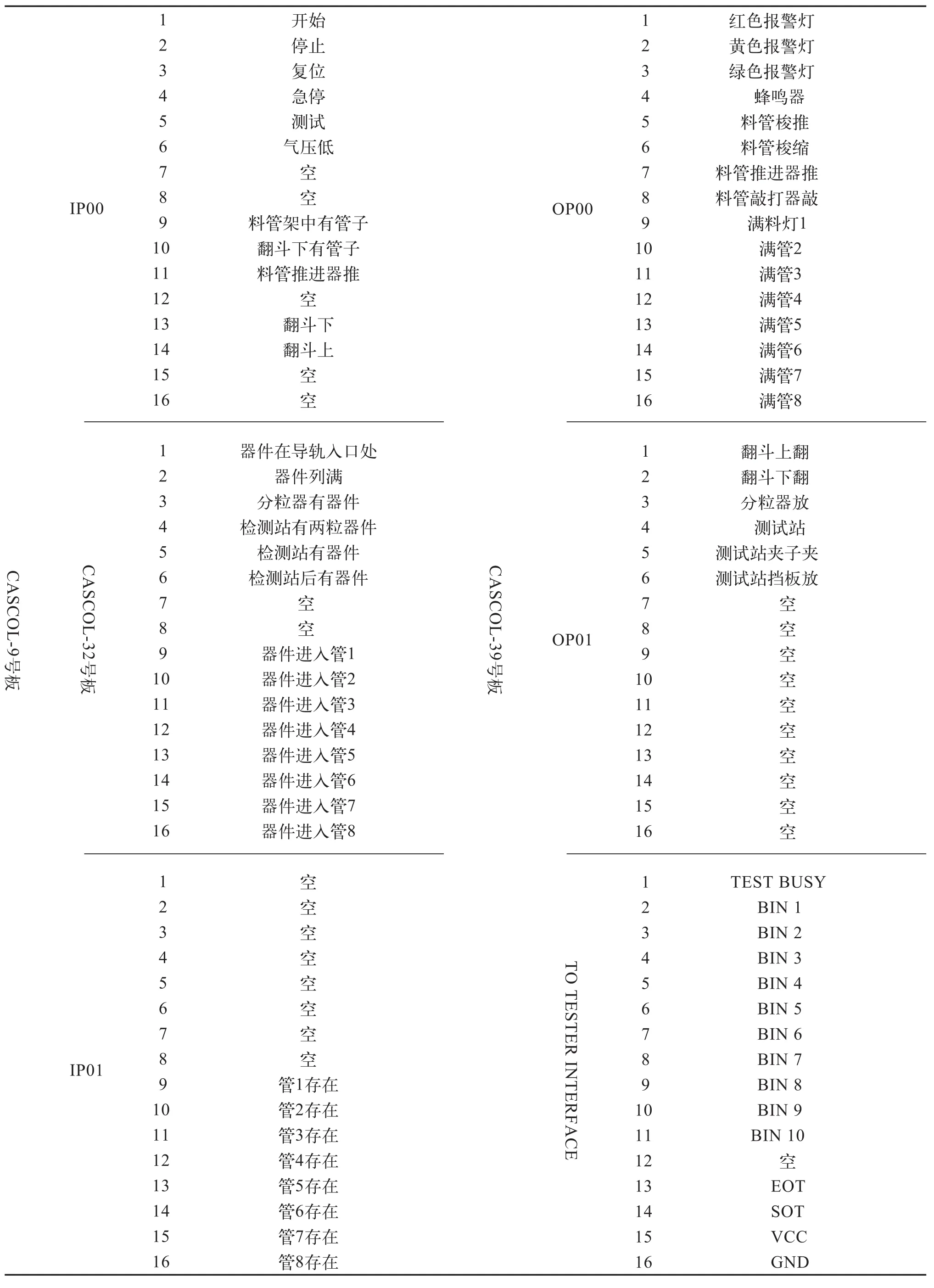
表1 输入输出板接口定义
(2)传感器上有灰尘。
(3)检测站后的传感器坏。
解决办法:
(1)取走检测站后电路。
(2)用气枪吹淋检测站后传感器。
(3)更换传感器。
3.7器件卡在分料梭与输出料管之间原因分析:
(1)分料梭与输出料管之间的位置不准。
(2)有灰尘。
(3)感应器坏。
(4)电机位置不准。
解决办法:
(1)调整分料梭的位置。
(2)用气枪吹淋感应器。
(3)更换感应器。
(4)重新搜索原始位或调整电机位置设置。
3.8输出管列位置感应器没有感受到管子
原因分析:
(1)感应器的位置不对。
(2)感应器坏。
解决办法:
(1)调整感应器的位置。
(2)更换感应器。
4 机械部分及保养
一颗集成电路从开始测试到测试结束要经过上料部分、导轨部分、测试部分、分料梭部分、出料部分这5个部分,要保证电路在各个部分通过顺畅自如,看似简单的问题做到也不容易,这涉及到电路封装情况、设备磨合、气缸动作的迟缓、各个时间参数的设置与匹配等,对设备维修技术人员有更高的要求。
分粒器部位是一个经常卡料的地方,有以下3个原因:一是电路本身封装有毛刺,二是分粒器橡皮条没有调试到位,三是分粒器处导轨磨损严重。电路本身有毛刺没有办法解决,只有通过调整分粒器橡皮条的位置,橡皮条的位置只好压在第二颗电路上,把橡皮条剪成一个斜角,使其动作时有一个向上的力,容易与第一颗电路分离,如果效果不好,可以安装一个吹气机构,就是在分粒器气缸分粒时吹第一颗电路,使其下落。分粒器导轨磨损严重,可以更换新导轨,但新的导轨价格较贵,可以在原有导轨磨损的地方镶上硬质合金,这样导轨可以经久耐用。把以上几点结合起来基本可以解决分粒器卡料的问题。
分选机在日常使用过程中要坚持做好保养,才能让其工作得更加稳定,延长使用寿命、提高产品品质。具体要求如下:
对于分料梭(SORT SHUTTLE)部位的保养,由于其在工作过程中是高速移动的部件,其承载的是直性导轨,有额定的使用寿命,要让导轨充分润滑,经常给导轨加油以延长使用寿命。检查梭子有无晃动,若有较大晃动时应更换整个直性导轨(包括滑块),否则会造成分选位置不准确,产品落料不畅。另外,为保证每次找原点都能正确,需要将梭子上方擦干净,因为此处是梭子找原点时需要反射光线的位置。
各部位的螺丝螺母是否有松动,特别是运动部位、有冲撞的部位,如分料梭、气缸及止动螺丝等。
对于传感器的日常保养,红外线传感器及光电传感器表面要保持清洁,否则会降低其灵敏度,一般用气枪吹一下即可,若时间长了有大量的灰尘堆积,则需将其拆下擦干净红外线传感器及光电管的发光部位。
气动元件的日常保养,首先要保证气源的干净,确保压缩空气中无油无水,只有这样才能保证其可靠地工作,保证其使用寿命。平时要经常检查气源处理器内是否积水,若有则应将其排空。气缸在使用过程中若发现动作迟缓,则应将其更换。
金手指使用时确保其接触簧片与IC引脚重合,夹持的力量要合适,太紧容易使IC引脚变形且金手指磨损快,太松则测试时有很多接触不良。
5 电气控制部分
电气控制部分是分选机的核心,它由感应器感知机器的状态,接受人工命令,实现与测试系统的信息互换,驱动电机、气缸等实现机器的功能。这些地方出现故障处理最为复杂,可以利用替换、测量、逐一排查等方法进行维修。以下列举了按键失效、马达失磁、气缸无动作的维修方法。
5.1按键失效
开始、停止、复位等按键失效只能在工控机应用软件界面上使用,用排查法(从上往下逐一排查法)进行分析解决。
(1)按键坏了,更换,如果只是其中一个失效,基本确定是按键坏。
(2)按键链接线与接线端松脱,重新焊上即可。
(3)按下按键,观察9号板对应的指示灯是否亮起,如果亮说明输入信号已经读出,不亮即是9号板坏,检查9号板上的电子元器件,更换损坏的电子元器件。
(4)9号板与电脑主机内PCL-7122卡之间的排线连接异常,检查两端的排针、排线。
(5)PCL-7122卡的问题,更换PCL-7122卡。
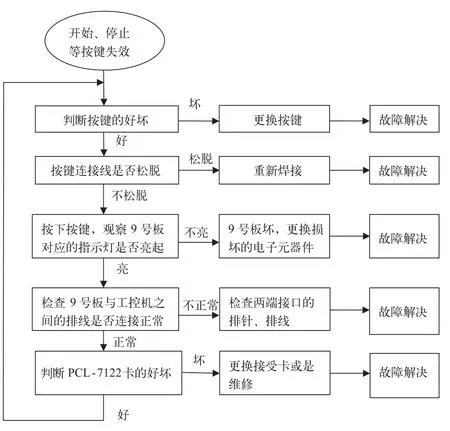
图2 开始、停止等按键失效维修流程图
5.2马达失磁状态
(1)急停键坏,更换急停键。
(2)控制马达驱动器的5 V电源不供电,用万用表进行测量,没有5 V电压确定开关电源坏,更换5 V开关电源。
(3)马达驱动器坏,更换马达驱动器。(4)马达坏,更换马达。
(5) SMC驱动卡坏,更换SMC驱动卡。
5.3气缸无动作
(1)气缸坏。
(2)控制气缸的电磁阀坏。
(3)39号板坏,找出39号板损坏的电子元器件,基本上是大功率达林顿管(TIP122)坏,更换TIP122管进行维修。
(4)39号板与PCL-7122卡之间的排线连接异常,检查两端的排针、排线。
(5)PCL-7122卡坏或PCL-7122卡没有插好,与工控机主板接触不良,如果是PCL-7122卡坏只能进行维修或更换。
5.4检测二极管、大功率达林顿管的方法
5.4.1红外线发光二极管正、负极性的判别
红外线发光二极管有两个引脚,通常长引脚为正极,短引脚为负极。因红外线发光二极管多采用透明树脂封装,所以管壳内的电极清晰可见,管内电极宽大的为负极,而电极窄小的为正极。另外,也可从管身形状来判断,通常靠近管身侧向小平面的电极为负极,另一端引脚为正极。图5为红外线发光二极管的外形。
5.4.2红外线发光二极管性能好坏的检测
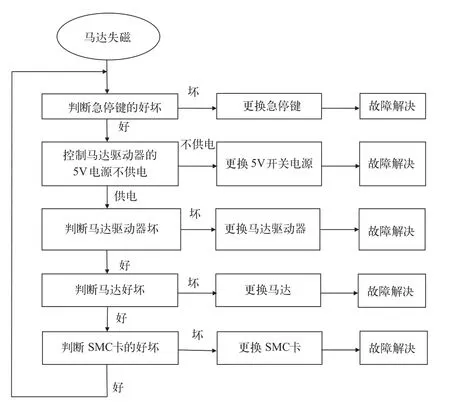
图3 马达失磁维修流程图
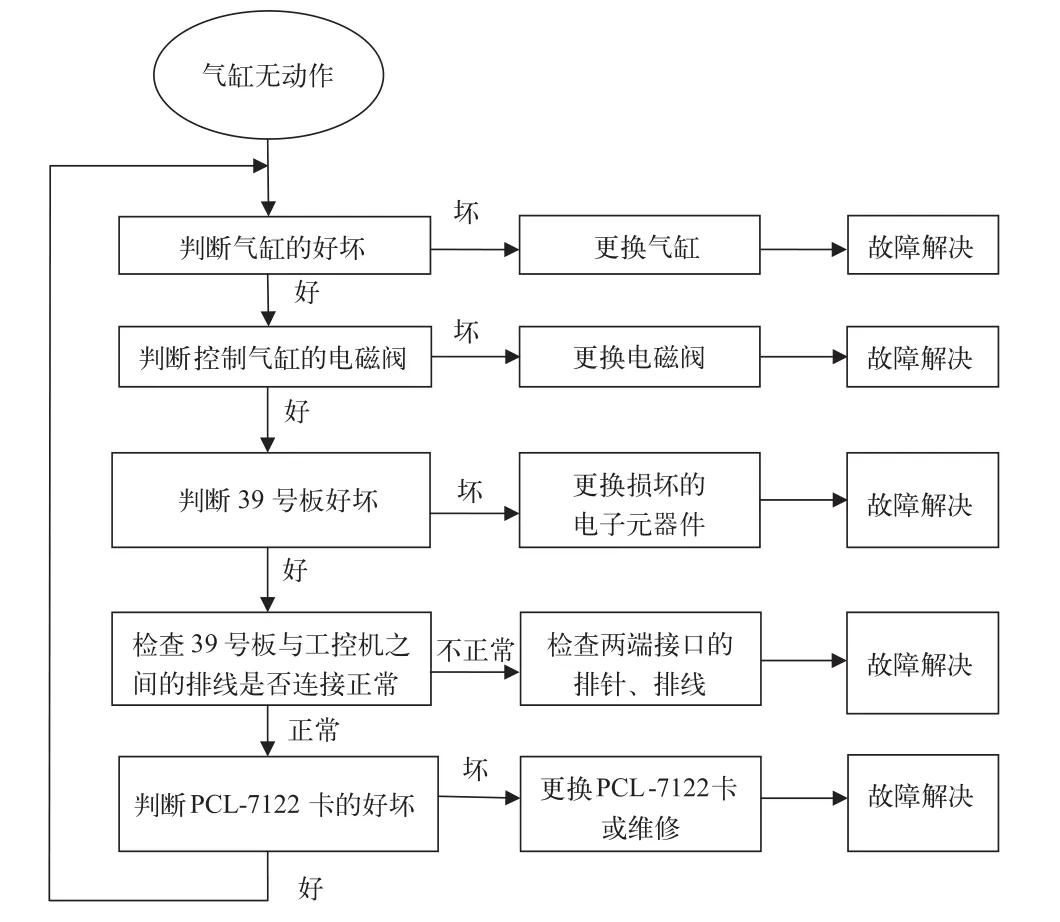
图4 气缸无动作维修流程图
红外线发光二极管的好坏,可以按照测试普通硅二极管正反向电阻的办法进行测试。用万用表“R× 100 Ω或R×1 kΩ”挡,黑表笔接红外线发光二极管正极,红表笔接负极,测得正向电阻值在15 kΩ~40 kΩ之间;黑表笔接红外发光二极管负极,红表笔接正极,测得反向电阻应大于500 kΩ以上。若测得正、反向电阻值均接近0,则说明该红外线发光二极管内部被击穿损坏;若测得正、反向电阻值均为无穷大,则说明该红外线发光二极管开路损坏;若测得反向电阻值远远小于500 kΩ,则说明该红外线发光二极管漏电损坏。
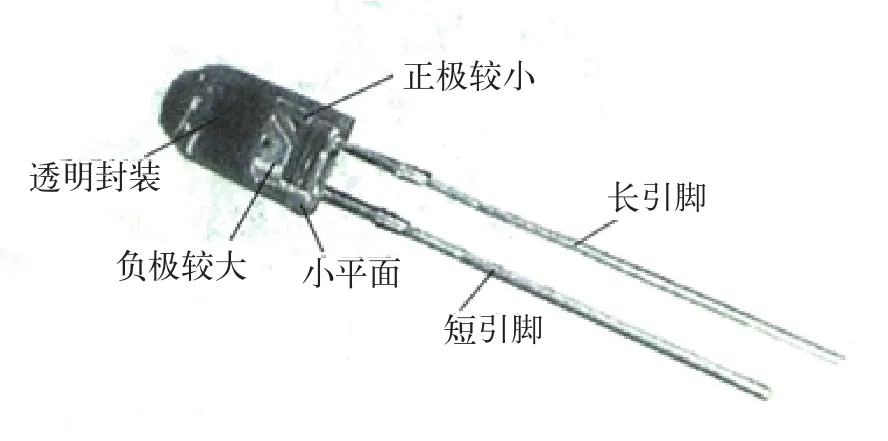
图5 红外线发光二极管外形
5.4.3大功率达林顿管(TIP122)的检测
大功率达林顿管(TIP122)在普通达林顿管的基础上增加了由续流二极管和泄放电阻组成的保护电路,在测量时应注意这些元器件对测量数据的影响。图6为大功率达林顿管(TIP122)的引脚图,图7为大功率达林顿管(TIP122)的内部图。
用万用表R×1 kΩ或R×10 kΩ档,测量达林顿管集电结(集电极C与基极B之间)的正、反向电阻值。正常时,正向电阻值(NPN管的基极接黑表笔时)应较小,为1 kΩ~10 kΩ,反向电阻值应接近无穷大。若测得集电结的正、反向电阻值均很小或均为无穷大,则说明该管已击穿短路或开路损坏。
用万用表R×100 Ω档,测量达林顿管发射极E和基极B之间的正、反向电阻值,正常值均为几百欧姆至几千欧姆,若测得阻值为0或无穷大,则说明被测管已损坏。
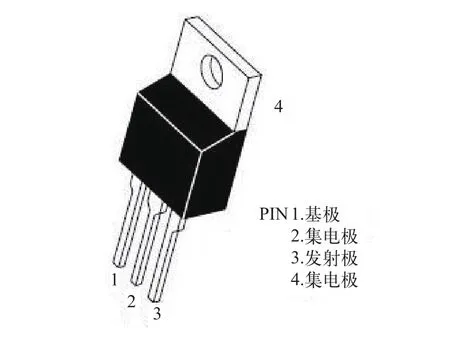
图6 大功率达林顿管(TIP122)的引脚图
用万用表R×1 kΩ或R×10 kΩ档,测量达林顿管发射极E和集电极C之间的正、反向电阻值。正常时,正向电阻值(测NPN管时,黑表笔接发射极E,红表笔接集电极C;测PNP管时,黑表笔接集电极C,红表笔接发射极E)应为5 kΩ~15 kΩ,反向电阻值应为无穷大,否则是该管的C、E极(或二极管)击穿或开路损坏。

图7 大功率达林顿管(TIP122)内部图
6 集成电路高压测试在实际生产中的应用
目前,常见的重力下滑式集成电路分选机测试位轨道及测试位挡板均由金属材料制成,金属材料具有导电性。集成电路塑封体裸露的铜线与集成电路内部相连,测试时集成电路引脚与金手指簧片相接触,金手指簧片通过野口、测试DUT板、测试头与测试系统相连。集成电路高压测试时,测试位挡板与集成电路塑封体裸露的铜线相接触造成短路,测试位轨道与集成电路的引脚及金手指簧片靠得太近出现打火花现象,烧毁被测试的集成电路,并干扰集成电路测试系统与集成电路分选机之间的通信信号。

图8 集成电路高压测试时分选机测试位绝缘处理图
集成电路高压测试时分选机测试位绝缘处理见图8,在挡板前端镶嵌绝缘板,测试位轨道镶嵌绝缘导
轨,镶嵌的材料都为绝缘性能极佳并且耐磨的陶瓷。通过挡板上的绝缘板防止集成电路高压测试时测试位挡板与集成电路塑封体裸露的铜线间短路,通过测试位轨道镶嵌绝缘导轨,防止集成电路高压时测试位轨道与集成电路的引脚及金手指簧片间出现打火花现象,解决了集成电路高压测试时烧毁被测试集成电路的问题以及集成电路测试系统与集成电路分选机之间的通信信号干扰问题。
7 结束语
本文以CTS800分选机为例介绍了集成电路测试分选机的硬件组成部分,电子电器控制系统、气动系统的故障维修方法及实际生产中的应用,此方法也适用于其他测试设备。随着科学技术的不断提高,对维修技术人员的要求也越来越高,要不断加强理论知识的学习,以及实际生产中积累的经验和总结,从而更深入地了解其工作原理,具备维修各种设备故障的能力。
参考文献:
[1] 陈明亮.数字集成电路自动测试硬件技术研究[C].电子科技大学,2010.
[2] CTS800单测位分选机操作说明书[P].
[3] http://www.e-eway.com/news/1357.html[EB/OL].
[4] http://www.go-gddq.com/html/s163/2012-05/1002129. htm[EB/OL].
周 淳(1980—),男,江苏兴化人,毕业于江南大学计算机专业,现在无锡中微腾芯电子有限公司从事集成电路测试设备维修工作。
Repair and Application of IC Handler
ZHOU Chun, JIANG Wenguang
(Wuxi CMC Electronics Co.,Ltd., Wuxi 214035, China)
Abstract:With the development of economy and technology, the integrated circuit industry has made a rapid development. IC testing is becoming more and more important in IC industry chain, which is one of the important parts of IC industry. It is one of the key links to guarantee the performance and quality of integrated circuits. The major semiconductor manufacturers are trying to improve the production efficiency and detection efficiency, the production of manufacturers in the chip production in the use of automated semiconductor testing apparatus and high speed, intelligent IC handler. This paper introduces the common fault repair and application of IC handler.
Keywords:IC handler; test system; electrical control; high voltage test; communication signal
作者简介:
收稿日期:2015-9-1
中图分类号:TN 407
文献标识码:A
文章编号:1681-1070(2016)01-0038-06