基于3+2轴加工平台激光熔覆的路径生成优化*
2016-03-21李聪聪郝敬宾冀寒松
李聪聪 郝敬宾 陈 鑫 冀寒松
(中国矿业大学机电工程学院,江苏 徐州 221116)
基于3+2轴加工平台激光熔覆的路径生成优化*
李聪聪 郝敬宾 陈 鑫 冀寒松
(中国矿业大学机电工程学院,江苏 徐州 221116)
针对自由曲面零件激光熔覆中路径生成的问题,基于3+2轴的加工平台,借鉴于数控加工中的曲面划分以及刀路生成的方法,通过转化和改善得到了一种生成激光熔覆路径的优化方法。在曲面重建的基础上,首先将自由曲面进行粗分,根据高斯曲率和平均曲率提取自由曲面的局部特征;然后利用两种模糊聚类法将曲面划分成不同的面片,求出其中心点和法向量;在得到的中心点的基础上使用Voronoi图,以确定面片之间的边界;最后在每个面片内生成各自的激光加工路径。利用软件对整个过程做了仿真分析验证,结果表明了这个研究为激光路径规划提供了一个有效的方法,能够在不动用5轴加工的情况下,得到较好的表面质量。
激光熔覆;曲面划分;路径生成;模糊聚类法;3+2轴
激光熔覆技术是利用高能激光束为热源,以预置或同步供给方式在基材表面上添加金属粉末,使之具有优异的耐蚀及耐热等特性的表面改性技术。激光熔覆在汽车制造,航空航天,模具等制造领域具有及广阔的应用前景和使用价值。以激光熔覆为修复平台的激光再制造技术,已成为高精度再修复制造重大装备关键零部件的有效手段[1-2]。对于激光熔覆来说,一般要完成以下几步工作:首先要将受损的部位去除一些材料,得到较为规整的区域;然后利用3D激光扫描仪进行检测,获取破损区域的位置和形状信息,输出点云数据;接着采用现有方法和软件构建几何模型,例如多面体建模,张量积样条曲线建模;最后是利用激光头对破损部件进行修复[3]。图1展示了在修复涡轮叶片的熔覆工艺过程,图2是熔覆中常用的同轴送粉喷头。对于修复区域曲面的激光路径生成是近些年来研究的热点和难点。最近几年,在激光再制造路径规划的研究中取得了一些进展。董玲[1]等提出了基于等距平行截面法的修复轨迹自动生成算法,利用平行截面对三角面片求交,得到扫描点数据,采用逆向工程重构修复区三维形貌,运用加工控制点矢量算法确定加工头的姿态。Yuan[3]等将测地线方法应用于激光路径生成上,提出了一种基于FMM的近似算法,能够在公差要求范围之内快速生成激光路径。


以上所述的激光路径都是在三角面片上生成的,虽然多面体数据结构简洁,表达能力强,但由于它是对实际曲面的离散近似。在面片数量的选择时,若是保持足够的精度,需要足够的面片,储存空间会大大增加,加大路径规划的难度;面片数量不够,某些小特征可能会失真。另外,多面体模型只有几何信息,不存在参数域,等平面法和导曲面法都有大量的求交运算,时间复杂度高,各面片之间缺乏拓扑关系。
本文针对激光熔覆的特点,借鉴数控加工上刀具规划的一些算法,基于3+2的离散五轴加工平台,研究了自由曲面零件破损区域的激光路径生成。提出将扫描所得的点云数据通过去噪,简化等手段的预处理,接下来对点云数据进行拟合,得到CAD/CAM中常用的B样条曲面。然后进行张量样条曲面的重建,这样曲面不仅有几何域也有了参数域。近些年来数控加工在处理自由曲面时,按照曲面的特征将其划分成不同的区域,这样每个区域内曲面的几何特性和机械特性是相似的,然后各个子区域内分别生成各自的刀具路径。Guillermo[4]等提出了一种基于曲面最优进给方向场的路径生成方法,通过识别退化点(degeneration points)形成分隔线将曲面划分成不同的区域。在chen[5]等提出的理论中,根据3轴机床刀具的机械特性,利用模糊聚类法将曲面划分成一系列区域,通过倾斜/旋转平台调整每一面片的加工方向。Giri[6]等提出了一种利用相似曲率划分曲面的方法,得到的每个子区域的边界是主刀具路径(master cutter path),以此再生成区域内其余的刀具路径。
1 3+2轴熔覆平台
如图3所示,同轴送粉喷头由离散五轴的加工平台所控制。尽管五轴数控机床在加工自由曲面上拥有更高的精度和灵活性,但是在实际生产中,三轴机床因其低成本而应用更为广泛。3+2轴加工平台有3个常规轴X、Y、Z和一个倾斜、旋转平台,即B、C的自由度,进而能够实现离散五轴的加工。将复杂自由曲面划分成若干简单形状的曲面片,计算出每个面片的最优加工方向,就可以在每个面片内进行激光熔覆。熔覆完一个面片,调整倾斜旋转平台再去熔覆下一个曲面片。

如表1所示,5轴平台和3+2轴加工平台也有各自的优势和相对不足之处。虽然5轴机床或者加工平台灵活性高,加工复杂曲面的效率也高,但在现今社会生产中也有其限制性,比如设备和技术人员培训费用很高,检查刀具干涉困难等。尽管在最优加工方向的调整上会耗费一定的时间,但是3+2轴实际加工方向的调整上会耗费一定的时间,但是3+2轴实现的是离散5轴的加工,其刚度较高,激光头只动用一个自由度,使得整个熔覆过程与5轴相比更为平稳。
表1 5轴与3+2轴数控平台的比较

优势不足5轴灵活性高;可加工复杂曲面;更短的路径;设备和培训费用很高;检查刀具干涉困难;进给速度低且不连续;3+2轴连续的进给速度;与5轴相比是个廉价的选项;切削时刀具方向是固定的,可使用更高的速度;需要曲面划分;重置最优加工方向会增加时间;
2 自由曲面的重建
根据3D扫描仪得到的点云数据,利用CAD/CAM中常用的B样条曲线进行曲面重建,可将曲面表示为:
umin≤u≤umax,vmin≤v≤vmax
式中:Ni,k(u)、Nj,k(v)是在u、v方向的B样条曲线,Ci,j,i=1,2,…,n+1;j=1,2,…,m+1,是(m+1)(n+1)个控制点,组成了控制多面体。
曲率是描述局部曲面弯曲程度的指标,高斯曲率K和平均曲率H等参数可用来定义某点处的曲率情况。对于曲面S(u,v),在点[x,y,z]T处可定义高斯曲率和平均曲率:

根据表2中高斯曲率和平均曲率的关系,可将曲面上的样本点大致分成3个局部区域:凸形、凹形和马鞍形。然后在每个区域内可进一步划分成不同的曲面片。
表2 曲面局部特征的确定

高斯曲率K平均曲率H点特征局部曲面形状K=0H=0抛物线平面K=0H>0抛物线凸的圆柱面K=0H<0抛物线凹的圆柱面K>0H>0椭圆凸的椭圆面K>0H<0椭圆凹的椭圆面K<0H>0或H<0双曲线马鞍面
3 曲面的模糊聚类法划分
模糊聚类分析一般是指根据研究对象本身的属性来构造模糊矩阵,并在此基础上根据一定的隶属度来确定聚类关系。聚类就是将数据集分成多个类或簇,使得类与类之间数据的相似性应尽可能小,而其个类之内数据的相似性应尽可能大,即为“最小化类间相似性,最大化类内相似性”原则。

在这一节中,我们利用两种模糊聚类法来进行曲面划分:减法模糊聚类法(SCM-subtractive clustering method)和C均值模糊聚类法(FCM-fuzzy C-mean clustering method)。前者是估计划分面片的个数及其对应的中心点;后者则是根据前者算出的面片个数及中心点优化进行曲面细分。
3.1 减法模糊聚类法(SCM)
粗分区域中有一组网格点,在多维空间内,就相当于这些点被包含着一个超立方体中,对于减法模糊聚类法来说,每个点都被认为是点簇中心点的潜在点[7]。之后去除已完成的聚类中心的作用,再次寻找聚类中心,图4是减法模糊聚类法的一个流程示意图,整个过程如下:
(1)首先计算每个网格点的密度,得到密度指标
(3)再找到最大的密度指标,并把此点作为聚类中心,依次循环,直到
3.2 C均值模糊聚类法(FCM)
采用C均值模糊聚类法去优化中心点的位置,每个点簇包含的点都有非常相似的曲面特性,在这些点形成的曲面片有一个方向,中心点的法向量都代表面片加工的理想方向。
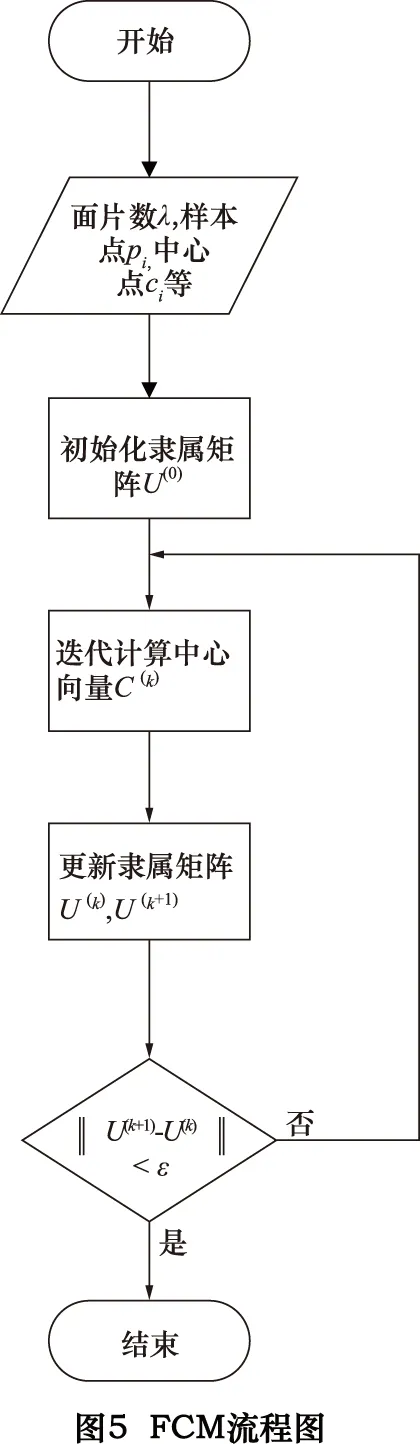
FCM是用隶属度确定每个网格点属于某个点簇的程度的方法,由于先前的SCM已经得出了划分面片的数量及中心点,所有接下来就可用FCM优化各个中心点的位置,使之最能代表这个曲面片的其他网格点,而且我们也不难得出,中心点的法向量就是面片的最佳熔覆方向。图5是C均值模糊聚类法的流程示意图,整个算法是基于下面的目标函数:


(1)初始化隶属度矩阵U=[uij],U(0);
(2)第k轮迭代,利用U(k)计算中心向量C(k)=[cj]
(3)更新隶属矩阵U(k),U(k+1)
(4)判断,若‖U(k+1)-U(k)‖<ε,停止迭代,否则返回第2步。
图6就是经过两次模糊聚类后所得的结果,可以看出总共分成了14个面片,五角星代表的是每个面片的聚类中心。
3.3 面片间边界的确定
通过前面聚类方法,每个子区域的样本点之间的曲面变量是最小的。但是这种划分没有明确的曲面边界,我们需要定义每个曲面的边界,才能确定激光熔覆的路径是在某个面片内。根据曲面的表示形式有以下几种方法进行曲面的边界识别:Voronoi图,K-邻域,MICD等。本文采用Voronoi图。由聚类中心生成的明确划分,相应的划分通常被认为是Voronoi图,所有曲面上的网格点都有相似的曲面特征,曲面片的中心最能代表这些特征[4]。Voronoi cell是Voronoi在1908年提出的思想,考虑一个区域中所有的点(包括边界)到该区域的距离都比到该平面中其他区域的距离要近。由于Voronoi图奇妙的几何特性,它在计算机视觉和CAD/CAM等领域也有着广泛的应用,目前在层累加制造中Voronoi图的研究日益受到重视[8]。

基于曲面片的中心可以建立起Voronoi图,如图7所示,可得到各个面片之间的边界。但是Voronoi图是运用在二维平面的,最后要将这些相应的边界映射回三维空间中,才是真正的曲面的边界。

4 熔覆路径的优化生成及分析
根据模糊聚类法确定的中心可以求出面片的法向量N,进而得出倾斜旋转平台的参数:倾斜角B和旋转角C。面片的法向量[Nx,Ny,Nz]T,可以近似地认为是激光熔覆的最优方向,可由下式求出:
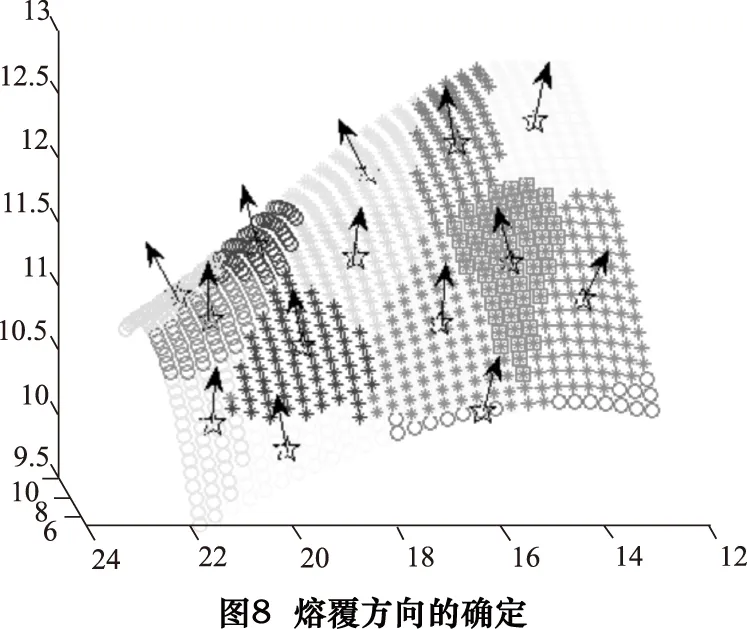
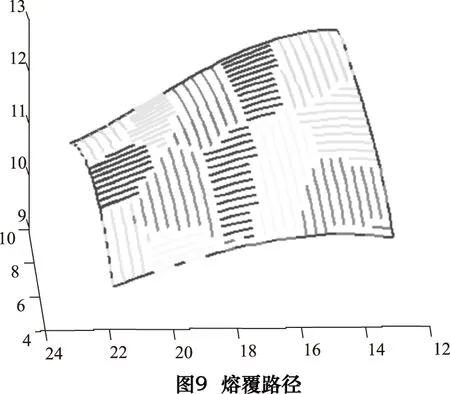
如图8,箭头所代表的方向即是每个面片的激光熔覆方向,然后借鉴数控加工中的等残高法可以在每个面片内生成各自的熔覆路径,如图9所示,每个曲面片内的熔覆加工路径都是通过模糊聚类所得到的最优路径。每次加工完一个曲面片,调整B和C,使得面片的法向量尽量和激光喷头的方向一致,直至加工完所有的面片,完成整个曲面的激光熔覆加工。
相比较把曲面作为一个整体进行熔覆路径的生成,将复杂曲面划分成不同的区域,是激光加工以及数控加工的另一种思路。本研究根据优化目标去识别曲面的不同特征,在各自特征的区域中生成加工路径,是一种优化的有效手段。但是现阶段研究只是将曲率作为一个优化的主要目标,所达到的只是一种局部的优化。朱刚贤,张安峰等[9]对316L不锈钢激光熔覆工艺参数对熔覆层表面平整度、平宽比及平高比的影响进行了实验研究。这些都是要研究的因素,只有将熔覆层的平整度,熔覆时间考虑在内而达到整体性的优化效果。此外,对于曲面片的边界会存在冗余熔覆或熔覆不足的问题。
5 结语
针对较为复杂曲面的激光熔覆的加工路径生成问题,研究了一种在3+2轴平台上采用聚类分割曲面的实现方法。能够采用较少的轴实现曲面的熔覆加工,对于激光加工及其后处理上提供一种方法。目前在曲面分割方法的选择上,以及激光熔覆的路径生成等问题上还需要作进一步的研究;此外,对于熔覆表面质量的控制也是非常值得研究的问题。
[1]董玲,杨洗陈,张海明,等.自由曲面破损零件激光再制造修复路径生成[J]. 中国激光,2012,39(7):1-6.
[2]刘立峰,杨洗尘.基于逆向工程的激光再制造机器人路径规划[J].中国激光,2011,38(7):1-4.
[3]Liu Y,Thomas B,Fritz K.Laser path calculation method on triangulated mesh for repair progress on turbine parts[J].Computer-Aided Design,2015,66: 73-81.
[4]H Kumazawa G,Feng HY,M Javad BF.Preferred feed direction field:A new tool path generation method for efficient sculptured surface machining[J].Computer-Aided Design,2015,67-68: 1-12.
[5]Chen ZZ,Dong ZM,Vickers GW.Automated surface subvision and tool path generation for 3axis CNC machining of sculptured parts[J].Computers in Industry,2003,50: 319-331.
[6]Giri V,Bezbauah D,Bubna P,et al.Selection of mater cutter paths in sculptured surface machining by employing curvature principle[J].Int J Math Tools Manuf,2005,27(6):65-70.
[7]朱琪,张会福,杨宇波,等.基于减法聚类的合并最优路径层次聚类算法[J].计算机工程,2015,41(6):178-182,187.
[8]陈剑虹,马鹏举,田杰谟,等.基于Voronoi 图的快速成型扫描路径生成算法的研究[J].机械科学与技术,2003,22(5):728-731.
[9]朱刚贤,张安峰,李涤尘.激光工艺参数对熔覆层表面平整度的影响[J].中国激光,2010,37(1):296-301.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Process path optimization for laser cladding based on 3+2 axis platform
LI Congcong, HAO Jingbin, CHEN Xin, JI Hansong
(College of Mechanical and Electrical Engineering, CUMT, Xuzhou 221116, CHN)
Aiming at path generation of laser cladding remanufacturing for free-form surfaces, this paper uses for reference from surface dividing and tool path generation of CNC manufacturing to translate and improve an optimized method of generating laser path. On the basis of surface reconstruction, this paper firstly takes a rough diving on surface according to the Gaussian curvature and mean curvature. Furthermore, two fuzzy clustering methods are applied to divide the surface into distinct patches, and find out central points, normal vector. By using Voronoi diagram with central points to identify the boundaries. Finally, generating the laser cladding path in each sub-regions. The developed method has been validated with case simulation for surface dividing and path generation. The result has been shown that it can provide an effective approach for laser path planning, which can obtain fine surface quality without utilizing 5-axis process.
laser cladding; surface dividing; path generation; fuzzy clustering method; 3+2 axis
*国家自然科学基金青年基金项目:基于流线场模型驱动的复杂曲面激光再制造方法研究(51305443);江苏省自然科学基金青年项目:基于曲面流线场的激光再制造数据测量与数控规划研究(BK20130184);华中科技大学材料成形与模具技术国家重点实验室开放基金项目:基于流线场理论的大型复杂零部件激光再制造系统研究(P2016-18)
TN24;TP249
J
10.19287/j.cnki.1005-2402.2016.09.022
李聪聪,男,1992年生,硕士研究生,主要研究快速成形技术、复杂曲面数控加工。
�艺) (
2016-06-18)
160927
