带锯条断裂的力学分析
2016-03-20杜世法
杜世法
(渤海船舶职业学院,辽宁兴城125105)
带锯条断裂的力学分析
杜世法
(渤海船舶职业学院,辽宁兴城125105)
带锯床是目前金属加工企业应用极为广泛的一种锯料设备,主要用于切割金属。然而在实际应用过程中经常会出现带锯条断裂的状况,严重影响了带锯床的工作效率,还可能引发一系列的安全事故。通过对带锯条断裂原因进行分析,提出减少带锯条断裂的解决方案,以期延长带锯条的使用时间,提高作业的安全性。
带锯条;断裂;解决方案
带锯条在切割时,由于多种应力共同作用于锯条,使其处于复杂应力状态,对锯材质量有着极高要求。如果锯条本身受力不合理,则锯条在生产过程中极易受损,甚至会产生突然断裂的现象。锯条断裂不仅严重影响了带锯床的工作效率、增加了企业的生产成本,还可能会引发一系列的安全事故。因此,进行工作中带锯条的力学分析,对解决带锯条断裂方案的提出具有重大意义。
1 工作现状分析
渤海船舶职业学院机电工程系实训车间使用的是由浙江得力机床制造有限公司生产的GD4028型号带锯床,设备结构如图1所示。
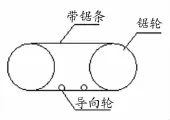
图1 GD4028型号带锯床及结构简图
在实际锯切过程中,绕在左右锯轮上的带锯条,每转动一周均交替经过两个直线和曲线区段。在直线区段,带锯条本身不仅受到切削载荷的作用,而且还受到锯轮倾斜安装产生的扭矩、导向轮的辊压以及张紧力的作用;而在曲线区段,除了受到锯轮倾斜安装产生的扭矩作用以外,还要受到附加弯曲变形产生的弯矩作用。经过周而复始的交变应力的作用,加之诸多不确定因素的影响,带锯条会发生突然断裂,带锯条的磨损及断口如图2所示。
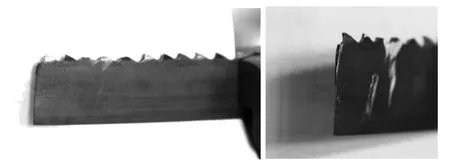
图2 带锯条的磨损及断口
2 断口力学分析
带锯条横截面为30 mm×1 mm(高度×厚度),相对于带锯条的长度而言,可将带锯条工作部分视为矩形横截面薄壁梁。通过对带锯条齿形的分析,可以发现锯条出现大量的齿形磨损以及蹦齿现象,断口的齿形已经发生横向弯曲,锯条断口明显为剪切破坏断口。端口力学分析如图3所示。
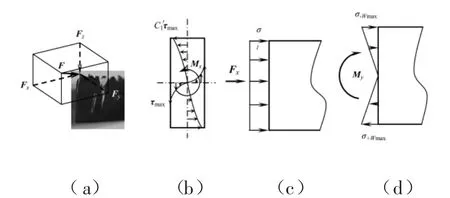
图3 断口力学分析
断口齿尖受力如图3(a)所示,力F可分解为Fx、Fy、Fz三个方向的分力。在力Fy的作用下矩形截面发生扭转变形,在力Fx的作用下截面将产生压缩与弯曲变形,在力Fz的作用下截面将产生剪切破坏(由于该分力与另外两个分力相比较小,故该破坏效果的影响可忽略)。下面就这几个力的影响加以定性的分析。
如图3(b)所示,在力Fy的作用下截面将产生扭矩Mx,矩形截面梁扭转变形可用薄膜比拟法得到剪应力的分布规律,可知截面长边边缘中点处剪应力最大,其值为,短边中点处剪应力为,式中C1和C1'为长边h与短边b边长的比值,该值可通过相应的设计手册查询得出。在力Fx的作用下截面将产生压应力为σ=Fx/A,应力的分布如图3(c)所示。由于力作用在齿尖处,由于偏心的作用还会产生一个弯矩My的作用(其值My=Fx×0.5h),截面上弯曲正应力的分布如图3(d)所示。该截面上的正应力可几何叠加,故截面上边缘处正应力最大。
应用第三强度理论并考虑载荷变化的因素可定性地判断出在断口上边缘处应力最大,受力最恶劣,故截面的断裂应该从截面上边缘处开始,最后体现为剪切断口的特性。
3 带锯条断裂原因分析
在生产作业的过程中,如果带锯条的张力达不到规定的要求,对金属进行锯切时,带锯条的中心位置会出现较大的压应力。在压力的作用下,带锯条会出现较大幅度的振动状况,在长期运行过程中会产生损坏现象,最终发生断裂。
在进行高速切削时,产生的材料切屑,应该通过带锯条的排屑沟排到材料外部,但是在实际的切削中,会有一些铁屑附着于锯齿沟中,切削再次进行时,铁屑会在面积有限的齿沟中积聚,对锯带施加横向压力同时产生一定的阻力,此时会使锯齿受力变得更加恶劣,形成弯曲崩齿;随着工作时间的延长,带锯条将产生较大的磨损,使得齿沟容积相应减小,排屑不畅所带来的切屑阻塞也将引起蹦齿;同时在切削时会有大量的切削热产生,使切屑熔粘、锯齿软化并产生积屑瘤,增加摩擦阻力,也会产生蹦齿的现象;当导向臂(轮) 间距过宽时,在带锯条的弹性作用下,会造成双导向臂(轮)与材料实际切削面不在同一水平线上,造成锯带弯曲、背部裂纹、蹦齿或断裂。
以上这些现象的存在,均会使带锯条受力情况变得更加恶劣,加之其他不确定因素的影响,导致带锯条出现显微裂纹,造成了更大的应力集中,同时在交变应力的作用下,裂纹不断延展,当裂纹延展到一定程度时,就会发生突然断裂的现象。
4 解决方案
在日常工作中要注重对带锯条的运维管理,定期对带锯条进行刃磨处理,并进行高质量的检修和保养。当工作一段时间后,还要针对带锯条进行全面的检查和修正,为带锯条的正常运行提供保障。在实际进行维护的过程中,要结合带锯条生产厂家所提供的维护方案和使用规定开展检修工作,以免维护操作不正确,损害带锯条。
科学、合理的调整带锯条的张力,选择合理的张紧力等工艺参数,避免带锯条出现裂缝;根据需要切削材料的宽度选择合适导向臂间距;应用相应的清洗溶剂对带锯条的外表污物进行清除,擦除沉积的树脂或其他杂质;合理选择切削液及切削液的浓度,以降低锯切区温度;及时排出切屑以减少齿尖与材料间的磨擦,降低切削力;在带锯条的日常维护和检修工作中,应及时对带锯条进行矫平和矫直操作。以上方法的采用能够有效降低带锯条断裂现象的发生几率,杜绝事故的出现,进一步增强锯切作业的质量和效率,实现安全稳定的生产,并为相关研究提供参考意见。
[1]范钦珊.工程力学教程1[M].北京:清华大学出版社,1998.
[2]程廉贵,率云泉,代文科,等.带锯条使用寿命的因素分析[J].设备管理与维修,2005(4):13-15.
[3]李海丽,贾春德,莫春立.深冷处理对双金属带锯条切削性能的影响[J].沈阳工业学院学报,2003(3):13-16.
[4]曲荣.提高铝扁锭锯切机组带锯条使用寿命的途径[J].铸造技术,2010(10):1380-1382.
[5]郑希增.型钢锯切中如何提高锯条的使用寿命[J].安装, 2015(6):62-64.
[责任编辑:刘 月]
Mechanical Analysis of Saw Blade Fracture
DU Shifa
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
Band sawing machine is a kind of saw equipment widely applied in current metal processing enterprise,which is mainly used for cutting metal.However,in the actual application process,saw blade fracture often appears,seriously affects the band sawing machine's work efficiency,and may lead a series of accidents. Through the reason analysis of saw blade fracture,the researcher puts forwards the solution of reducing saw blade fracture,to prolong saw blade's using time,and to improve its operation safety.
saw blade;fracture;solution
TH17
A
2095-5928(2016)01-44-03
10.16850/j.cnki.21-1590/g4.2016.01.013
2015-12-11
杜世法(1969-),男,山东青岛人,实验师,学士,研究方向:机械设计。
