基于粒度分布的MRU脱盐闪蒸罐工艺参数优选①
2016-03-17刘康,贺三,刘晓明等

基于粒度分布的MRU脱盐闪蒸罐工艺参数优选①
刘 康1贺 三2刘晓明1徐兆立2袁宗明2
1.中海石油深海开发有限公司2.西南石油大学石油与天然气工程学院
摘要乙二醇再生脱盐装置是深水天然气开发中的核心装置之一,常采用蒸发结晶和重力沉降原理来实现高溶解度盐(如NaCl)的脱除。对脱盐闪蒸罐的主要工艺参数,过去主要从能耗的角度进行优选,只能反映工艺参数对蒸发的影响,难以直接反映对结晶与颗粒沉降分离的影响。从晶体粒度分布的角度出发,利用激光粒度仪研究了温度、压力和停留时间等因素对NaCl在乙二醇溶液中晶体粒度分布的影响规律,并据此优选工艺参数。结果表明,在同等条件下,温度越高,晶体的粒度分布越分散,平均粒度越小;真空度越高,晶体的粒度分布越分散,平均粒度越小;停留时间过长或过短都将导致晶体的平均粒度变小。对所讨论的介质,优选后的工艺参数为:闪蒸温度140 ℃,压力-80 kPa,停留时间5 min。经研制的连续实验装置验证,优选后的参数能实现稳定的沉降分离和脱盐。
关键词闪蒸罐工艺参数NaCl乙二醇粒度分布
深水气田开发中,常在天然气管道中注入贫乙二醇,以防水合物的形成[1]。为降低使用成本,需乙二醇再生装置(Monoethylene Glycol Regeneration Unit,MRU)对返回的乙二醇富液进行处理。而乙二醇富液中常含有大量的高溶解度盐(主要为NaCl,下面以此代表高溶解度盐),常规的MRU不具备脱盐功能,易造成系统因盐析出/结垢堵塞重沸器和换热器,使得整个装置无法正常工作[2-4]。为此,深水气田开发时,大多采用具备脱盐功能的MRU[5-6],并已作为关键系统之一应用于依托平台上[1]。国际上成功开展乙二醇回收脱盐系统研发制造与应用的公司主要有Cameron、Aker Solutions、CCR、COMART等[7-10]。国内在深水天然气开发中没有研究开发乙二醇再生脱盐装置的经验,对相关技术研究较少,无自主研制的工程化装置,在荔湾3-1气田开发中只能采用国外进口装置,不仅费用高昂,在设计、制造和运行上均受制于人。
本研究根据脱除NaCl的基本原理,研制了一套乙二醇脱除高溶解度盐的实验装置[11]。对其运行工艺参数的优化,过去主要以降低能耗为目标,以工艺模拟的结果为基础来进行,其只能反映工艺参数对蒸发的影响,难以直接反映对结晶与颗粒沉降分离的影响。该装置的核心工艺设备是闪蒸罐,其中颗粒的沉降分离受粒度和离散度的影响较大,较大的平均粒度和较小的离散度可确保绝大部分颗粒能顺利进入闪蒸罐底部,避免大量颗粒进入循环加热管路引起堵塞/结垢问题。本研究尝试从影响NaCl颗粒沉降分离效果最重要的一项参数——粒度分布角度来进行工艺参数的筛选和优化。
1乙二醇脱盐基本工艺
乙二醇脱盐的基本原理是蒸发结晶。其基本工艺流程见图1。含盐乙二醇溶液进入闪蒸罐后,通过外部的循环管路强制循环加热,蒸发出的乙二醇溶液冷凝后回收。闪蒸罐中析出的NaCl晶体在重力作用下沉降至闪蒸罐底部,再由盐泵送入离心机进行分离,分离后的盐被回收,离心出来的乙二醇溶液返回闪蒸罐,以减小损耗。该装置的核心设备是闪蒸分离器,其工艺参数直接影响着装置的运行效果。
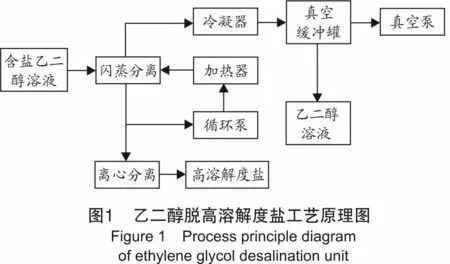
由于闪蒸罐内压力较低,直接在闪蒸罐内加热存在着弊端,一方面可能导致加热器表面溶液气化和结垢的问题。以质量分数为99%的乙二醇溶液为例,利用Aspen Plus模拟表明,在表压为-80 kPa,温度为150 ℃时,其气相分数为0.094。邻近加热管表面的液膜将有一部分气化,使得少量盐析出来,导致加热器表面结垢。另一方面,闪蒸罐内存在大量盐颗粒,运行一段时间后易附着在加热器表面形成垢,使得加热器换热效率下降。故多采用外部循环加热的方式。
2实验部分
实验所用装置如图2所示。采用带夹套的玻璃结晶器来实现蒸发结晶,结晶器的温度通过高温恒温循环槽加热热油来保持结晶器的温度,结晶器内的压力通过连接的真空泵和调节阀来控制。通过激光检测装置确定结晶器内晶体出现的时间,该激光装置由波长531 nm的氦氖激光发射器、接收器和数字显示3部分构成。当观测到数字激光功率计的读数出现显著变化时开始计时,到预计时间后停止蒸发,并立即用移液管取样,将所取样品通过抽滤系统过滤,抽滤完毕后放置于干燥箱内烘干备用。利用英国马尔文HYDRO2000型激光粒度仪进行晶体的粒度分析。
实验所用乙二醇溶液质量分数为80%,NaCl质量分数为5%。实验温度为130~150 ℃,结晶器内的压力为-80~-95 kPa,停留时间为3~20 min。实验中不考虑搅拌的影响。

3结果与讨论
3.1 温度对NaCl晶体粒度的影响
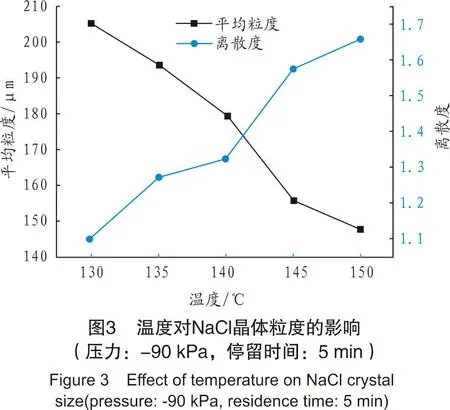
因温度会影响溶液中介稳区的宽度,也是影响晶体成核速率和生长速率的关键参数之一,故在实验条件下,以温度为变量,研究了其对NaCl晶体粒度的影响。由图3可知,压力一定,温度越高,NaCl晶体的平均粒度越小,其粒度分布的离散度越大,粒度分布越不均匀。130 ℃和135 ℃时的平均粒度和离散度均优于其他温度,但在140 ℃时,D(0.1)为83.928 μm,是这几个温度条件中最高的,更有利于颗粒的沉降分离。其主要原因是由于温度越高,蒸发速率越快,单位时间内蒸发出的乙二醇溶液越多,导致形成高过饱和度,产生晶核的速率更快。同时温度越高,晶粒与晶粒间碰撞并发生破碎的行为更容易且更剧烈,导致粒度分布更分散,粒径也降低,不利于沉降。且温度降低,还会使乙二醇溶液的黏度增加,导致颗粒的沉降受到影响。因此,在后续实验研究中选择140 ℃为温度条件。
3.2 压力对NaCl晶体粒度的影响
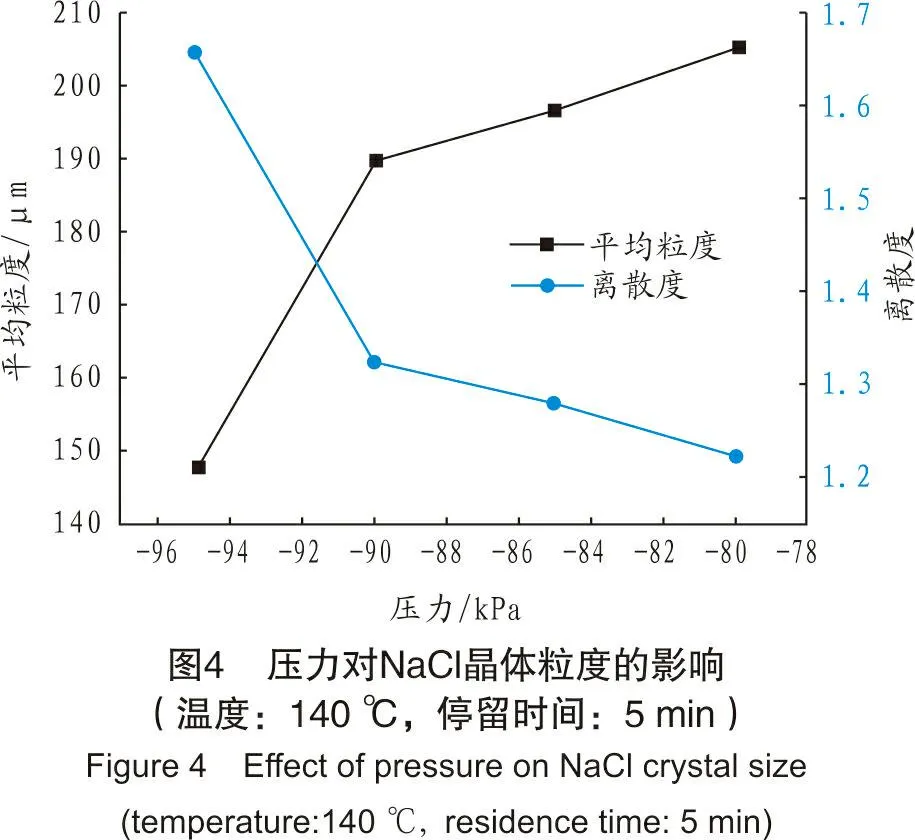
因压力是真空蒸发系统中影响系统蒸发速率的关键因素,进一步影响着过饱和度,故在实验条件下,以压力为变量,研究了其对NaCl晶体粒度的影响。由图4可知,相同温度下,压力越低,NaCl晶体的平均粒度越小,离散度越大,粒度分布越分散。-95 kPa时,晶体离散度最低,有利于获得较均匀的颗粒,但其粒径最小,平均粒度为147.687 μm,D(0.1)为75.153 μm,对沉降不利。且压力越低,对真空泵和系统气密性要求也越高。在-90~-80 kPa的变化范围内,晶体的离散度变化较平缓,在-80 kPa时,平均粒度大于205 μm,尽管离散度相对较高,但其D(0.1)为94.521 μm,略高于其他压力条件下的粒径,更有利于沉降。因此,选择-80 kPa作为压力条件。
3.3 停留时间对NaCl晶体粒度的影响
由于晶体在结晶器内的生长时间会对粒度分布产生一定的影响,故在实验条件下,以时间为变量,研究了停留时间对NaCl晶体粒度的影响。由图5可知,NaCl晶体的平均粒度在停留时间15 min时达到最大。这是因为在一定时间内,停留时间越久,晶体长大的时间越久,晶体的平均粒度也越大,而过长的停留时间会使晶体因摩擦、碰撞而破碎,从而增加晶体成核的数量,同时还会增加结晶器的尺寸,增加设备投资。因此,就本文所研究的条件而言,5 min是较好的停留时间,不仅晶体粒度可以满足基本需求,其离散度也相对较小。

4实验验证
上述实验优选出的工艺参数为140 ℃、-80 kPa和5 min停留时间。为进一步验证该参数的可行性,在研制的一套处理量为0.2 m3/h的连续实验装置上进行了测试[11],其核心工艺流程与图1的工艺流程一致,仅在闪蒸罐底部去离心机的管路上,增加了由缓冲罐、管路和盐泵等组成的一个子系统,以便积存较多的盐颗粒后再启动离心机进行分离,避免离心机频繁启动。闪蒸罐液相空间按照颗粒停留时间5 min来设计液位,并在闪蒸罐底部出口的管口处设置了一个取样口。因样品直接取自闪蒸罐内,故可代表其中的结晶情况。受真空泵的限制,实验共测试了7组数据,工艺参数见表1,各组的停留时间均按照5 min考虑,实验结果见图6。
由图6可知,在连续实验装置上获得的闪蒸罐内NaCl晶体的平均粒度与离散度总体上比室内模拟实验的值要小。其主要原因是室内模拟实验中是间歇结晶方式,其结晶器尺寸很小,难以模拟连续结晶器中的真实情况[12]。而在连续实验中,闪蒸罐没有设计细晶消除系统,过饱和度相对较低,使得最终生成的晶体粒度偏低。但在实验中得到的晶体离散度总体上也较室内模拟实验低,颗粒分布总体上更均匀。在1~5组实验中,在加热循环管路中肉眼观察到了少量的颗粒,6~7组未观察到明显的颗粒。其主要原因是1~5组析出的晶体存在少量微小颗粒,该5组的D(0.1)为46.681~66.349 μm,而第6组和第7组的D(0.1)均大于70 μm,离散度也较小,更有利于获得均匀颗粒和沉降分离。

表1 连续实验工艺条件Table1 Continuousexperimentalprocessconditions序号闪蒸压力/kPa加热温度/℃1-901302-901353-901404-901455-901506-851407-80140
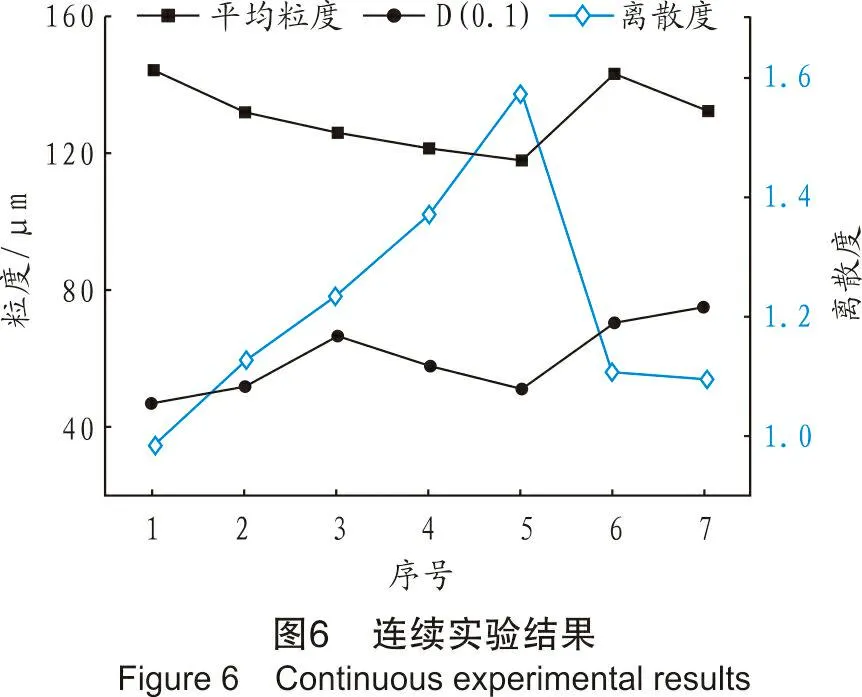
根据实验结果,-80 kPa、140 ℃条件效果最好,与前文优选出的工艺参数一致。
5结 论
为获得较好的沉降分离效果,从影响结晶粒度分布的角度对乙二醇脱除高溶解度盐装置中闪蒸罐的工艺参数进行了优选,结果为:闪蒸温度140 ℃,闪蒸压力-80 kPa,停留时间5 min。优选后的工艺参数经过连续实验装置的验证,能顺利沉降分离,达到脱盐的目的,表明本文所用方法具有可行性。
参 考 文 献
[1] KIM J, SHIN K, KIM J, et al. Kinetic hydrate inhibition performance of MEG in under-inhibition system: reduction opportunities of MEG injection for offshore gas field developments[C]//Offshore Technology Conference. Kuala Lumpur, Malaysia, 2014.
[2] 张长智, 万祥, 胡茂宏. 深水天然气田乙二醇系统结垢和腐蚀问题研究[J]. 全面腐蚀控制, 2011, 25(3): 24-27.
[3] BARAKA-LOKMANE S, HURTEVENT C, OHANESSIAN J L, et al. Prediction of mineral scaling in a MEG loop system of a gas production offshore[C]//SPE International Conference and Exhibition on Oilfield Scale. Aberdeen, UK, 2012.
[4] ZHOU X H, YI H L, HAO Y. Process design considerations of large central platform for LW3-1 deepwater gas development[C]//Proceedings of the Twenty-third(2013) International Offshore and Polar Engineering. Anchorage, Alaska, USA, 2013.
[5] 周晓红, 郝蕴, 衣华磊. 荔湾 3-1 深水气田开发中心平台工艺设计若干问题研究[J]. 中国海上油气, 2011, 23(5): 340-343.
[6] 郝蕴, 周晓红. 南海深水气田群番禺 34-1CEP 平台乙二醇再生脱盐系统工艺设计[J]. 中国海上油气, 2014, 26(4): 91-95.
[7] NAZZER CA KEOGH J. Advances in glycol reclamation technology[C]//Offshore Technology Conference. Houston, TX, USA, 2006.
[8] DIBA K D, GUGLIELMINETTI M, SCHIAVO S. Glycol Reclaimer[C]//Offshore Mediterranean Conference and Exhibition. Offshore Mediterranean Conference. Ravenna, Italy, 2003.
[9] FLATEN E M, WATTERUD G, ANDREASSEN J P, et al. Precipitation of iron and calcium carbonate in pipelines at varying MEG contents[C]//SPE International Oilfield Scale Conference. Aberdeen, UK, 2008.
[10] SEIERSTEN M, BRENDSDAL E, DESHMUKH S, et al. Development of a simulator for ethylene glycol loops based on solution thermodynamics and particle formation kinetics[C]//CORROSION 2010, NACE International. San Antonio,Texas, USA, 2010.
[11] 金晓剑, 梁羽, 周晓红, 等. 一种含盐乙二醇溶液的脱盐再生装置: 204543608U[P]. 2015-09-17.
[12] 叶铁林. 化工结晶过程原理及应用[M]. 北京: 北京工业大学出版社, 2012.
Optimization of parameters for MRU desalination flash drum process
based on particle size distribution
Liu Kang1, He San2, Liu Xiaoming1, Xu Zhaoli2, Yuan Zongming2
(1.CNOOCDeepwaterDevelopmentCo.,Ltd.,Shenzhen518067,China)
(2.SouthwestPetroleumUniversity,Chengdu610500,China)
Abstract:Monoethylene glycol regeneration & desalination system is one of key units in deepwater gas development, often using evaporative crystallization and sedimentation theory to achieve high solubility salt (such as NaCl) removal. The main process parameters on the desalting flash tank, mainly optimized from the perspective of energy in the past, can only show the effects of process parameters on evaporation, but not directly show the effects on the crystallization and particles settling & separation. To study the main process parameters of flash separator as a crystallizer, the influence of temperature, pressure, and residence time on the crystal size distribution of NaCl in ethylene glycol solution was studied by laser diffraction particle size analyzer. The results showed that under the same conditions, the higher temperature, the more dispersive crystal size distribution and the smaller average particle size; the higher degree of vacuum, the more dispersive crystal size distribution and the smaller average particle size; too long or too short of residence time would cause the average crystal size to become small. For discussed solutions, optimized process parameters are that flash temperature is 140℃, pressure is -80 kPa, and the residence time is 5 minutes. The optimized parameters can achieve stable sedimentation separation and desalination by the verification of developed continuous experimental apparatus.
Key words:flash drum, process parameter, sodium chloride, ethylene glycol, particle size distribution
收稿日期:2015-09-17;编辑:康莉
中图分类号:TE648
文献标志码:A
DOI:10.3969/j.issn.1007-3426.2016.01.008
通信作者:贺三(1975-),男,副教授, 2004年博士毕业于西南石油大学,现主要从事油气集输、流动保障技术等的相关研究与教学工作。E-mail: hesan@126.com
作者简介:刘康(1982-),男,工程师,从事海洋石油工程建设项目管理工作。
基金项目:①国家自然科学基金“深水天然气水合物输送管道气液固三相流基础理论研究”(51474184),中海油重点项目“深水气田开发乙二醇再生装置脱一价盐系统关键技术研究”(CCL2013SKPS0170)。