渐开线花键参数化造型及滚轧坯料直径算法研究
2016-03-17崔敏超赵升吨
崔敏超,赵升吨,陈 超,景 飞
(西安交通大学 机械工程学院,陕西 西安 710049)
渐开线花键参数化造型及滚轧坯料直径算法研究
崔敏超,赵升吨,陈 超,景 飞
(西安交通大学 机械工程学院,陕西 西安 710049)
推导了渐开线曲线的参数方程,基于Pro/E5.0对渐开线花键进行了参数化造型并使用Pro/toolkit对Pro/E进行二次开发,得到了渐开线花键参数化造型模板零件,可快速修改参数并再生出新的花键;提出了一种滚轧花键坯料直径数值计算方法,并对DIN5480标准中不同规格的花键进行了滚轧坯料直径计算,得到的结果可为滚轧工艺数值模拟提供依据。
花键;渐开线;造型;滚轧;数值解
渐开线花键是在渐开线齿轮的基础上演变而来的,它不仅具有花键联接的一切优点,同时又具有自动定心、齿面接触好、强度高、寿命长、启动时承载能力好等特殊优点[1-2],因此逐渐发展成为一种独立的联结形式,在汽车工业、航空航天、工程机械、机床等行业得到了广泛应用。
目前渐开线花键的加工方法主要有铣削和塑性成形两类方法,其中塑性成形加工方法不仅能够“成形”,同时能够“成性”,可获得性能优良的花键轴,近年来受到了学者的广泛关注[3-4]。增量式滚轧工艺是一种先进的渐开线花键塑性成形方法,在滚轧工艺的研究过程中,常需要通过数值模拟的方法对工艺参数进行反复调整,获得较佳的模拟成形质量后再进行模具制造和实验,因此渐开线花键快速、精确的CAD造型和滚轧坯料直径的计算精度对滚轧工艺数值模拟研究和滚轧轮的设计具有重要意义。
2011年,严明霞[5]等利用Pro/E实现了渐开线齿轮的参数化精确造型,具体参数有模数、齿数、压力角、齿宽、齿顶高系数、顶隙系数。2013年,李咏峄[6]等通过面积补偿的方法提出了一种花键滚轧坯料直径近似计算方法,直径相对误差小于0.1%。可以看出,目前对于渐开线齿形的精确造型研究主要集中在齿轮领域,针对渐开线花键的CAD造型研究较少;对于滚轧工艺中的坯料直径计算也主要采用复杂公式计算[7],计算过程繁琐。本文根据渐开线花键的齿形参数,提出一种针对渐开线花键的精确参数化造型方法并利用Pro/toolkit进行二次开发实现花键的快速造型,同时利用三维模型对花键滚轧坯料直径进行数值求解并对误差进行分析,为滚轧工艺数值模拟研究提供参考。
1 渐开线的参数方程
如图1所示,当一直线L沿一圆周做纯滚动时,直线L上任一点K的轨迹称为该圆的渐开线。该圆称为渐开线的基圆,其半径以rb表示;直线L称为渐开线的发生线,发生线上点K所展出的角度θk=∠AOK称为渐开线上K点的展角[8-9]。渐开线花键的齿廓就是由两段对称的渐开线构成的。

图1 渐开线的形成
渐开线曲线的数学描述对于渐开线花键的CAD造型十分重要,下面推导渐开线的参数方程[10-11]。如图2所示,以基圆的圆心O为坐标原点,以渐开线起始点A所在直线OA为X轴,建立平面直角坐标系。设发生线(渐开线)上K点坐标为(x,y),φ=θk+αk,显然渐开线上任一点可由∠φ唯一确定。取φ为参数,则N点的坐标为:(rbcosφ,rbsinφ),从而:
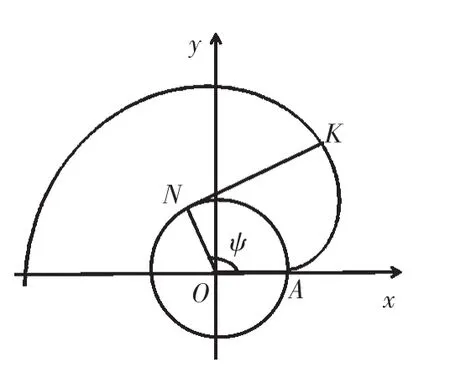
图2 渐开线的参数方程

由渐开线性质可得:


由式(1)、(3)得:

由式(4)解得:

式(5)就是渐开线的参数方程,利用该方程可精确绘制出完整的渐开线曲线,参数φ的实际取值范围对应着实际渐开线的长度范围。
2 花键参数化造型二次开发
Pro/E5.0是美国PTC公司推出的参数化三维建模软件,它自带的二次开发工具包和基于特征的设计理念,能够把设计人员从某些繁重而又重复的工作中解放出来,大大提高了研发效率,因此得到广泛应用。下面以某型汽车半轴上所用的渐开线花键参数为例,介绍基于Pro/E的渐开线花键参数化建模二次开发过程。
2.1 参数定义
渐开线花键的齿形参数如表1所示,进入Pro/E零件绘制模块后,可通过主菜单栏下的【工具】-【参数】,打开参数对话框,分别添加M=1.25、Z=40、ALPHA=30、DA=51.75、DF=48.7、B=68到列表中。

表1 某型汽车半轴花键齿形结构参数
2.2 创建基准圆参照
在FRONT平面上建立草绘并随意画四个同心圆并退出草绘;在左边模型树中的草绘1上单击右键选择【编辑】,再在主菜单栏上选择【工具】-【关系】,在弹出的关系窗口中,根据渐开线的性质,定义花键的基圆、分度圆、大径和小径的直径关系如下:

点击【确定】,系统自动计算各圆直径。
2.3 创建渐开线齿廓参照
利用右侧工具栏中【曲线】工具插入基准曲线,在打开的对话框中选择【从方程】并确定,选取坐标系为系统默认坐标系,设置坐标类型为【笛卡尔】,将会自动打开一个rel.ptd文件,该文件为Pro/E曲线绘制程序输入接口,默认的参数为t,在该文件中输入渐开线的参数方程如下:

保存并关闭该文件,再点击【确定】,即生成一条渐开线曲线。再利用右侧工具栏中【点】工具插入基准点,基准点PNT0位置为渐开线和分度圆的交点;以四个同心圆的圆心垂直FRONT平面创建基准轴A_1,同时选中PNT0和A_1创建平面DTM1;再同时选中DTM1和A_1创建平面DTM2,在左侧模型树中右键点击DTM2并以上述同样的方法打开关系窗口,在其中加入一行“D6=360/(4*Z)”并确定,再生模型后DTM2的位置自动经计算给定。最后以DTM2为镜像平面镜像渐开线,生成另一条渐开线,这两条渐开线便是花键齿廓的参照曲线。
2.4 创建花键实体
点击右侧工具栏中的【拉伸】,在FRONT平面上建立草绘,并点【使用】工具投影完整的小径,完成草绘,按默认宽度生成花键基体。在模型树上右击拉伸1以上述同样的方法打开关系窗口,在其中加入一行“D7=B”并确定。
下面创建单个齿廓,点击【拉伸】,在FRONT平面上建立草绘,并点击【使用】工具分别投影两条渐开线、大径、小径,同时创建圆角,初步定义圆角半径为0.5mm,删除多余的线,生成的齿廓草绘如图3所示,完成草绘并生成齿廓实体。

图3 花键齿廓草图
右键点击拉伸2以上述同样的方法打开关系窗口,加入:

点击【确定】,最后对拉伸2使用【阵列】,选择轴阵列,阵列轴选择A_1轴,接受默认的参数,同时右键【编辑】,再打开【工具】-【关系】,加入阵列参数描述:

确定后再生模型,即可得到渐开线花键的精确CAD模型,如图4所示。
图4 渐开线花键模板零件
2.4 编写Pro/toolkit程序
Pro/toolkit是Pro/E5.0自带的二次开发包,借助该工具可很方便对Pro/E进行二次开发。在刚才创建的花键模型的基础上,选择主菜单栏中的【工具】-【程序】,在弹出的菜单中选择【编辑设计】-【自文件】,将会自动打开一个.pls的记事本文件,找到其中的INPUT和END INPUT语句,在这两句之间加入如下语句:
M NUMBER
"请输入花键的模数=="
Z NUMBER
"请输入花键的齿数=="
ALPHA NUMBER
"请输入花键的压力角度数=="
B NUMBER
"请输入花键的有效长度=="
DA NUMBER
"请输入花键的大径=="
DF NUMBER
"请输入花键的小径=="
保存.pls文件并关闭,在弹出的对话框中选择将修改应用到模型中,得到输入菜单选择【当前值】,最后完成Pro/toolkit程序编辑,至此就完成基于Pro/E的渐开线花键参数化造型的二次开发,当需要改变花键参数时,只需要打开模型文件,选择【编辑】-【再生】-【输入】,选中所要改变的参数,便会弹出提示窗口,要求输入指定参数,输入完所有参数后,便会再生出新模型。
3 花键滚轧工艺坯料直径计算
花键轴的滚轧塑性成形工艺中,坯料直径大小影响成形过程和成形质量,直径过小,造成花键轴齿形填充不够饱满,齿高不符合使用要求;直径过大,造成花键轴齿形材料富余,影响齿距累计误差,同时因材料富余而引起成形力过大、损坏设备等问题[12]。
3.1 基于Pro/E的花键坯料直径算法
Pro/E能够提供多种几何参数的测量,这为滚轧坯料直径计算提供了一种简单、快速、精确的计算方法。采用本文介绍的花键造型方法,可快速实现对不同花键的参数化造型,而在滚轧工艺中,认为坯料体积不变且材料轴向的流动可以忽略[13-14],因此滚轧前后坯料截面的面积是相等的,即:

利用Pro/E的测量功能,可以快速的测量出花键的截面积,因此坯料直径可由式(7)计算:

3.2 花键滚轧坯料直径数值计算结果
根据上述造型方法和式(7)对DIN5480标准[15]中不同规格的渐开线花键轴进行实体建模和D坯的数值计算,计算结果如表2所示。
4 结论
(1)完整地推导了圆的渐开线曲线的参数方程,同时基于Pro/E5.0的Pro/toolkit二次开发包,进行了渐开线花键的参数化造型和二次开发,所开发的模板零件可根据需要修改参数并快速实现零件再生。
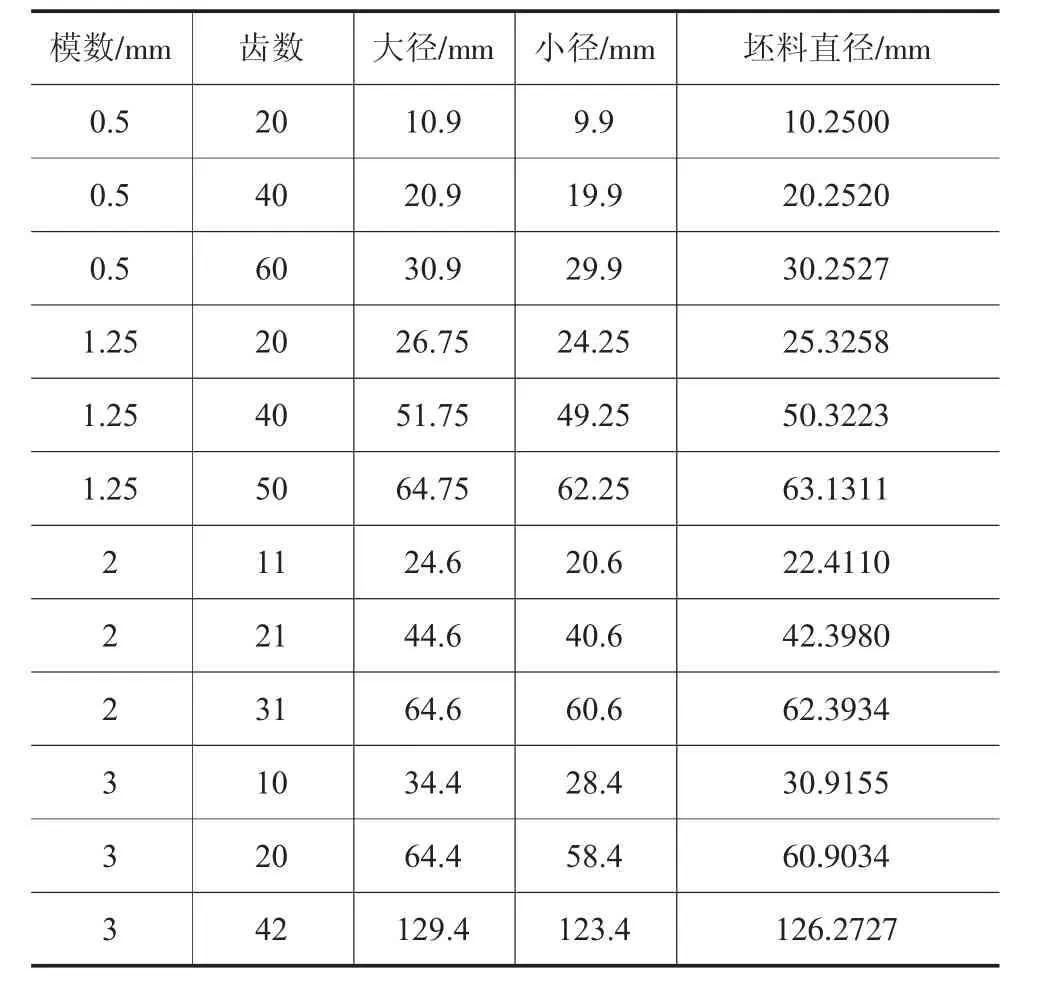
表2 DIN5480花键坯料直径数值计算结果(压力角30°)
(2)根据渐开线花键增量式滚轧工艺研究的需要,提出了一种基于Pro/E5.0的滚轧坯料直径数值计算方法,并对DIN5480标准中不同规格的花键进行了坯料直径计算,得到的结果可为滚轧工艺数值模拟提供依据。
[1]李泳峄,赵升吨,孙振宇,等.花键轴高效精密批量化生产工艺的合理性探讨[J].锻压技术,2012,37(3):1-6.
[2]赵升吨,李咏峄,范淑琴,等.汽车花键轴零件的生产工艺综述[J].锻压装备与制造技术,2012,47(3):74-77.
[3]林桂霞.渐开线花键冷挤成形工艺分析与模具设计[J].锻压技术,2014,39(1):104-108,117.
[4]王明福,付建华,刘志奇,等.花键冷滚压成形过程有限元分析[J].锻压技术,2010,35(4):155-159.
[5]严明霞,刘光亚,肖 彬.基于Pro/E的直齿圆柱齿轮参数化三维建模[J].煤矿机械,2011,32(2):222-224.
[6]李泳峄,赵升吨.花键轴增量式滚轧成形坯料直径计算及有限元分析[J].锻压技术,2013,38(1):61-65.
[7]张大伟,李永堂,付建华,等.外花键冷滚压成形坯料直径计算[J].锻压装备与制造技术,2007,42(2):56-59.
[8]R.Mastunaga,T.Takemasu,T.Ozaki,et al.Spline rolling of deep drawn cups.Adanced Technology of Plasticity,Vol.Ⅲ Proceeding of the 6th ICTP,Sept.19-24,1999:2431-2436.
[9]J.P.Domblesky,F.Feng.Two-dimensional and three-dimensional finite element models of external thread rolling.Proceedings of the Institution of Mechanical Engineers,part B.2002,216(134):507-509.
[10]Joseph P.Domblesky,Feng Feng.Finite element modeling of external threading rolling.Wire Journal International,2001,34(10):110-115.
[11]赵玉民,田 也.螺旋渐开线花键冷滚轧成形坯料直径计算[J].科学技术与工程,2008,8(7):1678-1680,1688.
[12]Lin Yongcheng,Chen Mingsong,Zhong Jue.Effect of temperature and strain rate on the compressive deformation behavior of 42CrMo steel[J].Journal of Materials Processing Technology,2008,205(1-3):308-315.
[13]Neugebaure R,Putz M,Hellfritzsch U.Improved process design and quality for gear manufacturing with flat and round rolling[J]. Annals of the CIRP,2007,56(1):307-312.
[14]董湘怀.金属塑性成形原理[M].北京:机械工业出版社,2011.
[15]DIN 5480-2006渐开线花键联接(中文版)[S].
Study on parametric modeling of involute spline and the algorithm of rolling billet diameter
CUI Minchao,ZHAO Shengdun,CHEN Chao,JING Fei
(School of Mechanical Engineering,Xi'an Jiaotong University,Xi'an 710049,Shanxi China)
The parametric equation of the involute curve has been deduced.The parametric model has been established to the involute spline based on Pro/E 5.0.The second development has been conducted to Pro/E by use of Pro/toolkit.Theinvolute spline parametric modeling template parts have been gained,which can quickly modify parameters and regenerate new spline.Anumerical method to calculate the rolling spline billet diameter has been put forward,and different specifications of the spline rolling billet diameter in DIN5480 standard have been calculated.The results can provide a basis for numerical simulation of rolling process.
Spline;Involute;Modeling;Rolling;Numerical solution
TG335
A
10.16316/j.issn.1672-0121.2016.01.031
1672-0121(2016)01-0107-04
2015-04-24;
2015-06-09
国家自然科学基金重点资助项目(51335009);国家科技重大专项资助项目(2009ZX04005-031);陕西省自然科学基金资助项目(2014JQ7273)
崔敏超(1991-),男,博士研究生,从事渐开线花键增量式滚轧工艺及设备研发。E-mail:cuiminchao@163.com
