顺酐装置废水处理工艺研究及应用
2016-03-14张明中国石油吐哈油田公司石油天然气化工厂新疆吐鲁番838202
张明(中国石油吐哈油田公司石油天然气化工厂, 新疆 吐鲁番 838202)
顺酐装置废水处理工艺研究及应用
张明(中国石油吐哈油田公司石油天然气化工厂, 新疆 吐鲁番 838202)
本文简述了顺酐装置废水处理工艺取得的进展,同时对后期的处理水的回用进行了工艺描述。我厂工业化运行实践表明,经中和絮凝膜分离工艺处理后,顺酐废水COD指标达标排放,达到《污水综合排放标准》( GB8978-1996)二级排放标准,中和絮凝膜分离工艺方法可行、效果良好,值得应用推广。
顺酐生产废水;絮凝;浓缩蒸发
顺丁烯二酸酐(顺酐)是一种重要的化工原料,正丁烷法生产工艺原料成本较低,顺酐收率高,但工业废水回用率低,废水生产量较大。其产生的废水具有COD极高、pH值低、使用传统废水处理方法不易处理的特点。国内由于废水处理起步较晚,无成熟工艺可以借鉴。吐哈石油天然气化工厂于2015年年初投运工业化废水处理装置,装置采用絮凝沉淀-压滤分离-蒸发浓缩-膜分离联合处理工艺,目前装置运行状况良好,解决了顺酐废水达标问题。
1 顺酐工业生产废水处理研究现状
目前国内顺酐废水处理装置也在不断推进研究当中,主要有中和破乳后离心分离的处理方法和中和再生化处理。我们结合装置工况设计了两条处理路线,分别为絮凝沉淀-膜分离-蒸发浓缩联合处理和絮凝沉淀-压滤分离-蒸发浓缩-膜分离联合处理两套工艺路线(目前此两套工艺已审核通过国家发明专利,专利号分别为2012104761407和2012104761591)。
2 工业应用
2.1 装置废水来源
装置在顺酐生产过程中的废水来源于三部分,第一部分:废水来源于离心机轻相废水,流量为2.2~2.5m3/h,COD含量在26000~32000mg/L;第二部分:解析真空泵排出废水,其流量为1.0~1.2m3/h,COD含量为10000~14000mg/L;第三部分:精制真空泵排水,其流量为1.0~1.2m3/h,COD含量为5000mg/L左右。废水原排放量原为 100-120 吨/日,三部分废水的流量比为2∶1∶1。
2.2 工艺流程
pH低、大分子苯环物质含量高,COD含量高,总氮含量低是此装置废水的一个显著特点。由于大分子苯环化合物是导致COD过高的主要因素,如何处理此部分物质是在设计此工艺中一个非常重要的环节。我们选择了中和絮凝膜分离工艺,此工艺在操作期间对絮凝控制要求较低,絮凝操作简单,由于在膜处理前加入了过滤和蒸发凝缩的环节,处理后的废水不仅COD较低,同时浓缩水清澈杂质极少。该工艺路线如图1。
其具体按下述步骤进行:
(1)中和絮凝-压滤沉降工段。用离心泵将原水储罐中的混合废水送入中和絮凝沉降槽中,在搅拌条件下加入定量的固体氧化镁粉和中性絮凝剂,调节pH8.0左右,进行搅拌和静止后,用离心泵将调好的悬浮液打入程控全自动密闭式压滤机中。
(2)蒸发工段工艺。用离心泵将中和液储罐中的过滤液送入高效蒸发器中,对过滤液进行蒸发浓缩,蒸出汽经冷凝器冷凝后送入冷凝液贮罐,用于下一步的膜分离操作,蒸发设备的浓缩物为液固悬浮物,送入中和槽中,进行下一步的液固分离。
(3)膜处理工段。经过蒸发后对第2段蒸发液首先进行微滤和纳滤处理,淡水透过率为85%,COD处理至500mg/L以下,其中浓水进入第1工段,淡水通过三级反渗透膜进行分离,膜分离装置设计处理能力为5.0m3/h,处理后淡水水量为4.25m3/h,占总进水的85%左右,处理后COD不大于60mg/LBOD不大于30mg/l。
在工业化试验阶段,为确保废水处理系统的平稳运行,我们对对废水预处理中的絮凝工段的加药进行调节,减少加药负荷,适当调整絮凝期间中和剂、絮凝剂的加入时间和搅拌时间,大幅度的提升了絮凝后废水内大分子颗粒的抱团效果,同时有效降低了处理后COD的指标。
通过一年的生产,顺酐废水中的主要问题得以解决,目前装置以1.8t/h处理量进行废水处理,为日后的进一步改造方向奠定了基础。
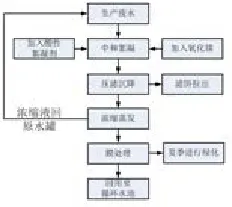
图1
3 结语
通过2年对顺酐装置工业废水的处理,絮凝沉淀-压滤分离-蒸发浓缩-膜分离联合处理工艺运行效果良好。该工艺流程,通过化学氧化和浓缩两个步骤将大分子得以有效去除,有效降低了处理后COD的指标。本文中所涉及的工艺是国内已知唯一一套成熟的顺酐系统工业废水处理工艺,实现了工业废水的达标排放。
[1]王小文.水污染控制工程[M].北京:煤炭工业出版社,2002.
[2]任南琪,丁杰,陈兆波.高浓度有机工业废水处理技术[J].化学工业出版社.
[3]赵瑞峰.多介质过滤器的分析[J].山西冶金,2005,(01).