AQS在波音飞机平尾肋零件上的应用
2016-03-10刘蓓蓓
刘蓓蓓
(中国商飞上海飞机设计研究院,中国 上海200070)
AQS在波音飞机平尾肋零件上的应用
刘蓓蓓
(中国商飞上海飞机设计研究院,中国 上海200070)
AQS技术是先进质量体系技术的简称,最早由波音公司提出,以解决日益突出的生产波动带来的质量问题。采用AQS技术对波音飞机平尾肋零件的外形数据测量点进行统计分析,查找波动原因,制定相应措施,提高产品质量。
AQS技术;关键特性;减少波动;控制图
1 AQS基本介绍及其对应方法
AQS(Advance Quality System)先进质量体系,即使用先进的质量管理方法对产品质量实施控制。而在飞机制造过程中,零件质量特性的波动是生产成本居高不下的根本原因[1]。因此波音公司将“减少波动”的策略贯穿飞机制造过程的始终,并引入先进的质量管理体系,与之相对应的具体方法就是关键特性及统计过程控制法,该方法是利用统计方法来分析产品关键特性的影响因素,不断改进产品质量,预防产品缺陷的发生,而不像传统的质量管理方法那样注重处理已经发生的产品缺陷。
2 控制关键特性的作
关键特性(Key Characteristics,KC)是材料,零部件或过程的特征。它们的变化对装配、性能、服务寿命或可制造性影响最大。在AQS对关键特性的应用中,关注的重点是减少关键特性的波动。如果控制好关键特性将会产生如下效益:
2.1 在配合方面:大大提高产品装配成功率,提高工作效率,降低偏差率,减少返工返修。
2.2 在性能方面:显著改善产品性能,提高测试成功率。在波音公司的产品中,性能方面的关键特性数量最多,主要是对飞机气动性能产生影响的关键特性。
2.3 在服务寿命方面:延长产品的寿命,从而降低航空公司的营运费用,有利于保证飞行安全[2]。
整个关键特性的实施过程是一个严格预防产品缺陷发生,是产品质量在稳定中不断提高的过程。国际先进经验表明,预防产品发生缺陷所发费用比返修、修补产品缺陷要少一个数量级,比因质量问题导致产品报废而重新生产零件所花费用少更多,所以用统计方法分析控制关键特性有很大使用和推广价值。
3 统计方法对关键特性应用的过程
应用统计过程控制法控制关键特性,一般遵循以下流程,如图1所示[3]:
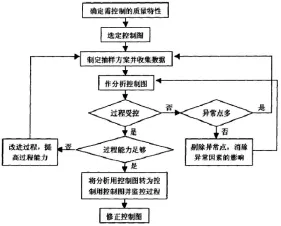
图1 统计方法应用过程
3.1 确定需控制的关键特性
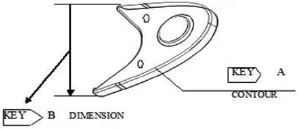
图2 肋零件的关键特性
以波音公司转包给国内制造的某型号平尾前缘肋零件为例,如图2,其关键特性有两项,一项是面轮廓度,另一项是开口尺寸。其中,开口尺寸仅需通过游标卡尺即可测量,面轮廓度则需要借助检验模具辅助测量。如图3,在零件上选取5个点,该5个点即为零件面轮廓度波动的测量点。故每个零件面轮廓度有5个数据,开口尺寸有1个数据。
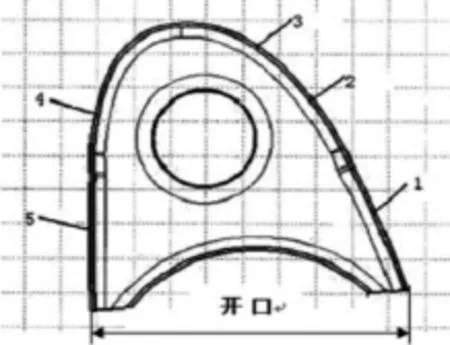
图3 测量点在肋零件上的位置
3.2 选用控制图
控制图的选用是AQS的重点,一般根据产品批量以及数据可量化等特点进行选择。根据本文选定的案例,其中面轮廓度有5个数据,所以可以同时选取控制图IX-IMr-R,即均值IX移动图,均值移动极差值IMr移动图以及极差值R移动图。而开口尺寸只有1个数据,所以仅作移动极差值Mr移动图。控制图的基本形式如图4所示,横坐标是时间或样本号,纵坐标是样本质量特性值。中心线一般用实线表示,记为CL(Control Limit),两条控制界限线一般用虚线表示,在中心线上面的控制界限线为上控制线,记为UCL(Upper Control Limit),在中心线下面的控制界限线为下控制线,记为(LCL)(Lower Control Limit)。
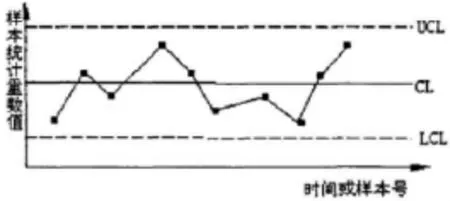
图4 控制图示例
3.3 制定抽样方案并收集数据
3.3.1 抽样方案
针对本案例中的零件,现实采取的方法是100%检验,并且每个同号零件测得的数据为一组样本,以每24组样本为集体作分析。
3.3.2 数据测量方法
首先,在检验模具上布置有5个基准点,将零件放入检验模具,在保证零件表面尽可能多的接触模具测量点的前提下,用一个或多个0.05mm的塞尺,插入未接触模具测量点的位置,得出间隙值,从而得出该零件的第一项关键特性——面轮廓度的波动值。接着,用游标卡尺测量开口尺寸,得到该零件的第二项关键特性——开口尺寸的值。
3.3.3 数据收集
数据测量是绘制控制图的基础,为得到准确数据,模具、量具应定期进行检验,厂房温度应控制在适宜温度,而测量人员需经过严格培训并通过测试,并且在填写完测量数据后由质保检验并盖章,以此保证数据的准确性及真实可靠。
3.4 作分析控制图并计算能力指数
将同一图号的肋零件每24件的数据为一组,将测量数据输入到EXCEL表格中,利用数理统计公式,在不同的图上得到相应的各个点,再将图上的点连接起来,就得到所需的IX-IMr-R图及Mr图。下面是绘制IX-IMr-R图及Mr图所需的各种指标以及能力指数Cpk值的计算方法。
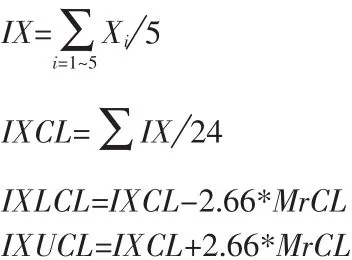
3.4.1 绘制均值IX移动图所需公式:
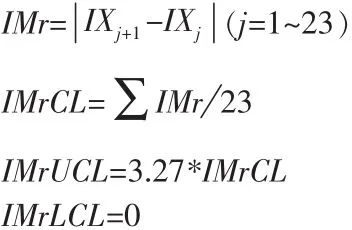
3.4.2 绘制均值移动极差值Mr移动图所需公式:
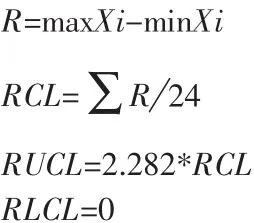
3.4.3 绘制极差值R移动图所需公式:
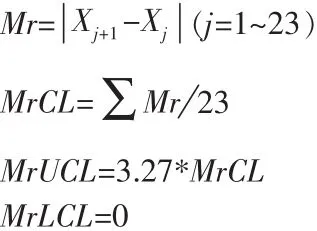
3.4.4 绘制移动极差值Mr移动图所需公式:
3.4.5 能力指数Cpk值的计算公式:

3.5 过程非受控或能力不足够
观察不同的图表中数据点是否落在上下限之间,若有异常点,且异常点较多,则需从“人、机、料、法、环”五方面查找原因,并制定措施。若出现偶发的异常点,则可剔除异常点,消除异常因素的影响。若过程能力不足,则需改进过程,提高过程能力。当然,整个的环节应保证为闭环。
3.6 过程受控并能力足够
若观察表格无异常点,并且能力足够,则将分析用控制图转为控制用控制图,同时,在后期的使用,可以根据实际情况对控制图进行调整。在监控阶段如果发现过程失控,则必须寻找原因并尽快消除其影响。采用控制图对过程进行监控,可以充分体现AQS的预防控制作用。
4 结束语
运用AQS对波音平尾前缘肋零件的关键特性进行控制,并对企业生产过程的质量状况进行有效的分析,有利于质量管理人员对零件的质量状况作出预测性的分析[4]。AQS在波音飞机上已被广泛使用,并且可以显著提高飞机制造的生产率和质量。而今我国的民机制造业也开始逐步应用AQS,这是一项系统工程,需要全体领导和员工给予足够重视和认识才能充分发挥作用。此外,AQS也可以在航天领域、机械制造业等其他行业发挥重要作用。
[1]刘志存,邹冀华,范玉青.飞机制造中关键特性的定义与管理[J].计算机集成制造系统,2007(10).
[2]刘志存,范玉青.飞机制造中新型质量控制模式——关键特性统计过程控制[J].北京航空航天大学机械工程及自动化学院航空制造技术,2007(11).
[3]韩亚利.质量统计过程控制技术SPC的应用及实现方法[J].空军航空维修技术学院新技术新工艺,2009(5).
[4]韩亚利.质量统计过程控制SPC技术及其应用[J].空军航空维修技术学院:长沙航空职业技术学院学报,2009(1).
[责任编辑:田吉捷]
Application of AQS on horizontal tail rib parts of Boeing aircraft
AQS technology is short for advanced quality system,which is put forward by Boeing Co.to solve quality problem caused by increasingly prominent fluctuation of production.Contour data measuring points of horizontal tail rib parts of Boeing aircraft are analyzed by using AQS technology.The reasons of unstable product quality are determined.The corresponding measures are taken.The product quality is improved.
AQS technology;Key characteristics;Reduce fluctuations;Control Chart
刘蓓蓓,中国商飞上海飞机设计研究院,助理工程师。