天铁热轧精轧区辅助传动系统改造
2016-03-06史立伟
史立伟
(天津冶金集团天铁热轧板有限公司,河北涉县056404)
天铁热轧精轧区辅助传动系统改造
史立伟
(天津冶金集团天铁热轧板有限公司,河北涉县056404)
针对天铁精轧变频系统控制精轧换辊小车的变频整流装置故障,分析了其产生原因。对精轧区辅助传动系统的控制回路及软件参数进行了优化,排除了故障,降低了变频设备备件成本,取得了较高的经济效益,保证了生产的稳定顺行。
热轧;变频装置;晶闸管;快速熔断器
1 引言
天铁热轧辅传调速系统对于调速电动机采用公共整流器及直流母线加独立逆变器的供电方案。整流器、逆变器根据SIEMENS SIMOVERT MASTERDRIVES产品参数进行设计选型。天铁热轧精轧区域辅传动系统由两套变频系统构成:一组由1套整流单元和7套逆变单元组成(整流单元为1 600 kW);另一组由1套整流单元和11套逆变系统(整流单元为800 kW)组成。整流器由两个反并联的6脉冲晶闸管桥组成,它既能将电能从电网送到直流母线上,又能将直流母线上的发电电能回馈到电网(四象限运行)。发电工作桥通过一台自耦变压器和电网连接,自耦变压器的通电持续率为25%。逆变器采用IGBT功率元件,控制模式采用矢量控制。精轧区的两套变频调速系统同时由一台2 000 kVA的整流变压器供电。
2 存在问题及原因
精轧变频系统在实际的生产应用中,其中一组控制精轧换辊小车的变频整流装置经常出现故障,整流单元报F103故障,即整流单元晶闸管损坏或是晶闸管外部出现短路故障。故障现象为该装置整流回馈单元部分的快速熔断器击穿损坏,同时通过检测设备检测,该装置整流回馈单元部分的晶闸管功率元件被击穿,装置的整流回馈单元部分损坏,并且该故障无法复位。在这组整流变频装置出现故障的同时,另一套整流装置的整流单元部分也出现快速熔断器击穿损坏。两套整流装置在生产运行中发现,当精轧换辊小车一组变频装置逆变器在不工作的状态下,其供电侧三相电源每相都有19 A的电流。当两组变频装置同时工作时,特别是在D5至D10辊道有钢的情况下,精轧换辊小车的一组变频装置的电流阶越很大,瞬间电流能够达到900 A以上,同时监控三相电源电压,三相交流电压波动大。综上所述,原因分析为:由于两套变频装置的母线电源进线在同一台整流变压器中采用的为并联形式。如果整流1 600 kW侧的变频装置因为负荷加重造成电源电压跌落,此时整流800 kW侧的变频装置又同时处于回馈状态,两套变频装置进线处之间产生环流震荡,回馈侧的自耦变压器短路阻抗很低,造成回馈电流过大从而烧毁快熔或变频功率组件。
3 精轧区辅传系统改造
精轧区辅传系统改造在不增加变频设备,经济实用的前提下进行。改造的方案是将整流800 kW变频装置所带的逆变器改到由整流1 600 kW变频装置的控制,去掉整流800 kW变频整流装置,实现一台整流变压器带一套变频装置,从而消除由于两套变频进线处之间产生的环流震荡而烧毁快熔或变频功率元件情况。首先通过对整流单元所带的逆变单元负载能力的进行检测。整流1 600 kW变频装置的额定电流为3 500 A,在生产情况下大功率单个逆变器的负载电流在370 A左右,经计算完全满足整流单元所带负载的能力。第一阶段改造工作如下:
对硬件线路主回路部分进行改造。在改造之前D9、D10辊道和精轧夹送辊电机变频器与精轧换辊小车变频器直流母排都连接在800 kW整流单元上,统一由该变频装置受电柜进行供电。改造后将D9、D10辊道和精轧夹送辊电机变频器与800 kW整流装置之间母排拆除,将其母排联接到1 600 kW整流单元上,由1 600 kW整流装置受电柜统一进行供电。实现一台整流变压器带一套变频装置。
对硬件线路控制回路进行改造,改造之前D9、D10辊道和精轧夹送辊电机变频器控制回路的电子板供电电源与变频器风机供电电源都来自于800 kW整流装置受电柜进行供电。由于控制回路部分的改动,将原控制回路部分电缆进行拆除,则必须对D9、D10辊道和精轧夹送辊电机变频器控制回路重新敷设电缆,每组变频器需敷设2根电缆(即电子板电源和风机电源),共8根电缆,改造后将控制电源供电部分取自于1 600 kW整流装置受电柜。
对软件参数部分进行修改,由于800 kW整流装置整流单元所带的逆变器有一部分移走连接到1 600 kW整流装置整流单元,1 600 kW整流装置下所带的逆变器设备发生了变化,所以需要对整流装置进行参数的部分修改,以适应硬件的改动。主要修改参数如图1所示。

图1 整流装置参数修改
通过对硬件母排连接,控制回路电缆以及软件参数等方面的改造,彻底与原来800 kW整流装置整流单元分开,实现消除由于两套变频进线处之间产生的环流震荡而烧毁快熔或变频功率元件情况。减少了轧线生产系统的故障点,为轧线的稳定生产提供了技术保障。
对传动系统进行了改造处理,同时为配合传动系统的改造,对其L1级控制系统也进行了相应的修改。第二阶段系统改造如下:取消与精轧传动控制系统800 kW整流装置所带整流逆变设备部分的通讯,修改为只与1 600 kW变频装置所带的整流器、逆变器设备通讯。在对该部分进行修改后,由于其原有辊道控制系统的整流部分进行了调整,需要对精轧的控制系统进行相应的调整,因此,在对以上通讯系统进行修改后,对精轧的辊道系统控制程序进行了修改。主要包括精轧进钢条件的修改和精轧辊道运行条件的修改,主要修改部分如图2、图3所示。
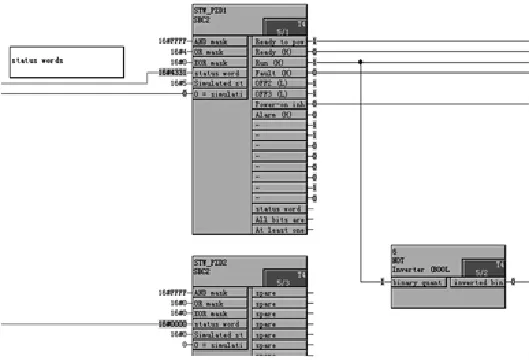
图2 精轧进钢条件的修改处理

图3 精轧辊道运行条件的修改处理
4 结论
通过对精轧区变频传动系统的改造,成功地消除了由于两套变频系统进线处产生的环流震荡而烧毁快熔或变频功率元件情况,减少了热轧轧线生产故障,节省了变频设备备件,直接经济效益为60万元,间接经济效益为300万元。精轧区变频系统改造后从未出现一次变频装置整流单元损坏。
Revamp of Auxiliary Drive System at Tiantie Hot Rolling Finishing Area
SHI Li-wei
(Tiantie Plate Hot Rolling Company Limited,Tianjin Metallurgy Group,She County, Hebei Province 056404,China)
The fault of frequency conversion rectifying device for roll changing car at Tiantie finishing frequency conversion system was analyzed.Modification was executed on the auxiliary drive system of finishing area to improve the control circuit of hardware circuit and software parameters,eliminate production failure at hot rolling line and reduce the spare part cost of frequency conversion equipment.High economic benefit was obtained and stable and smooth production ensured.
hot rolling;frequency conversion device;thyristor;quick fuse
10.3969/j.issn.1006-110X.2016.06.010
2016-08-16
2016-09-06
史立伟(1983—),男,工程师,主要从事电气管理与技术工作。