冷装配技术在三代核电堆内构件安装中的应用
2016-03-02王江涛王仕航
王 勇 王江涛 王仕航
(国核工程有限公司,上海 200223)
冷装配技术在三代核电堆内构件安装中的应用
王 勇 王江涛 王仕航
(国核工程有限公司,上海 200223)
三代核电反应堆堆内构件安装过程中多处采用冷装配技术,包括堆内构件堆芯支撑镶块定位销的安装、H/V定位销暗销的安装、DVI导流板衬套的安装等。利用金属材料线性热胀冷缩的特性,模拟整个冷装配的操作过程,掌握冷装配的操作要领,实施冷装配操作,以提高安装的成功率。
过盈配合 冷装配 堆内构件
前言
过盈装配是机械设备零部件装配中常见的一种装配工艺。通过工件间的过盈配合,限制其相对移动,从而达到设计的要求。在设备的安装与检修过程中,对过盈配合的实施主要采用压装、热装、冷装等工艺。冷装具有便于操作、费用节约等独特优势,特别适应小尺寸工件与大尺寸包容件间的过盈配合。冷装配的原理就是利用金属在低温下尺寸线性收缩的特性,使被包容件与包容件间的过盈配合在装配过程实施时转化为间隙配合,待装配完成并恢复常温后,被包容件被紧紧固定在包容件内,从而使二者之间装配满足过盈配合的技术要求。
三代核电的堆内构件安装过程中需要用到冷装配工艺,具体部位为:执行定位功能的H/V定位销暗销的安装(见图1),执行间隙调整功能的下径向支撑镶块定位销的安装(见图2),执行定位功能的导流板衬套安装(见图3)。这些被冷装的工件分为实心的圆柱型棒状和空心的圆柱型管状两种形状,材质均为耐蚀合金钢。

图1 H/V定位销暗销的安装图

图2 下径向支撑镶块定位销的安装图
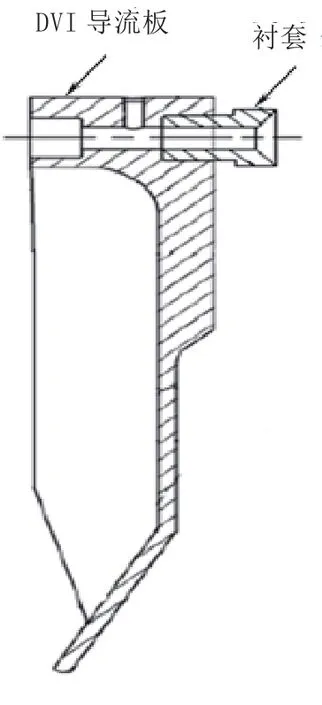
图3 导流板衬套安装图
1 冷装配的工艺准备
1.1 冷装配物项信息确定
按照设计,堆芯支撑镶块的定位销孔要以厂家已经加工的φ25.27mm孔为导向孔进行扩孔,最大扩孔直径不超过φ26.67,过盈量控制在0~0.025mm,配合深度控制在98.4mm左右。
1.2 冷却介质的选定
冷装配工艺需用的冷却温度,可根据经验公式
△t=δ/(ε* d)求得。
这里,△t为温度变化量,δ为配合时的最大过盈量(mm),ε为冷装件的线膨胀系数,d为配合直径(mm)。
将销/衬套的参数代入上述公式中,计算得到需要的最小温度变化量△t见表1。

表1 需要的最小温度变化量△t
目前,常用的冷却介质一般为干冰、液态氮、液态氧以及其他特殊设备冷却。它们的温度依次为-75℃、-185℃、-195℃、-120℃。根据表1最小温度变化量需求,综合液态氮冷却的优点,选用液态氮作为堆内构件过盈装配中的冷却介质。
1.3 冷却时间的确定
根据经验公式:t=αδ+6
其中,t为冷却时间(分钟),α为冷却综合系数,δ为最大壁厚。
根据上述公式计算,冷装工件的冷却时间应不小于表2所示时间。

表2 冷装工件的冷却时间要求
1.4 冷装配工具的准备
为能够安全快捷地将工件安全冷冻、快捷取出并安装到位,根据工件尺寸采购和制作了以下物项。
①冷冻箱:采用厚度2mm的钢板焊接而成一箱型容器,双层结构,层间用一级膨胀珍珠岩填充以保证保温效果,夹层厚度约15mm,容器顶盖边缘设排气孔,见图4。

图4 冷冻箱
②TP304不锈钢托盘:工件放在托盘上,托盘能够整体竖立放入冷冻箱中,托盘提手高于液氮液位。工件冷冻后,将托盘与工件一起提出液氮箱。在提取过程中,工件不会晃动掉落,液氮自然流回液氮箱,见图5。

图5 TP304不锈钢托盘
③防冻手套:抓取冷冻后的工件,快速安装。
④液氮:从市场采购或租赁,根据液氮盛具的不同,将液氮倒入或通过管道放入液氮箱。
2 冷装操作的模拟
为提前发现定位销安装的意外风险和进行数据收集,综合考虑定位销冷装部位的重要性和施工难度,选取堆芯支撑镶块定位销安装进行模拟试验。从重要性上分析,堆芯支撑镶块属于堆内构件下部径向支撑系统,具有限制堆芯吊兰下部旋转和位移的作用。堆芯镶块支座为压力容器上的焊接件,属于核I级设备,必须避免在定位销孔加工和定位销安装过程中出现难以挽回的错误,以保证一次安装成功。从安装难度上分析,现场加工,堆芯支撑镶块销孔受加工空间和加工机具限制。销孔加工深度较深,销安装过程中出现卡塞的风险大。
基于试验成本和可取用材料难易上的考虑,实际选用了物理性能差别不大的304不锈钢进行销孔和销的模拟加工及销的液氮冷装。
2.1 模拟装配工序
销孔加工→销孔清洁及外观检查→销孔直径和深度测量→根据过盈量确定销的加工直径→销粗加工→销的排气槽和倒角加工→销精加工测量→冷装工具准备→销的外观检查和直径测量→将销放入托盘置于冷冻箱中→注入液氮浸没工件→记录时间→15分钟后取出销测量直径后迅速将销放回冷冻箱→销孔清洁及外观检查→30分钟后将销取出测量直径→安 装销→销末端沉入销孔深度测量。
加工两组销孔和销进行模拟装配,装配信息见表3。

表3 两组销孔和销的装配信息
2.2 模拟件试装配中的注意事项
(1)模拟圆柱销直径测量点应选取上中下多部位测量,测量值之间的差值不能大于0.01mm;多人测量取其平均值;圆柱销应平直、无弯曲;端部应保证有一定的倒角。
(2)定位销孔用三爪内径千分尺测量时应测量上中下多部位数值,3个以上人员测量进行测量验证。
(3)冷装销的冷却尺寸变化可以反复测量几次,找出合适的冷却时间。
(4)冷装销的清洁度应该达到B级清洁度标准。
(5)液氮容器的清洁度应达到B级清洁度标准。
(6)取冷装销需佩戴防护手套,手套不允许有起毛、线头等易被带入销孔的东西。
(7)排气孔应起到排气功能,以免出现“弹销”现象。
(8)冷装销按编号存放在托盘上,安装时应与键槽上的对应编号相匹配。
(9)废弃的液态氮应采用掩埋处理,禁止随意倾倒、抛洒。
3 冷装过程实施
下面以镶块与径向支撑座之间的装配为例,详细描述整个装配的工艺过程,位置关系如图6所示。

图6 装配的位置关系示意图
将加工完成的镶块按编号安装在径向支撑座上,利用上下2个定位螺钉将镶块与径向支撑座紧固在一起。紧固前,应检查二者之间的接触情况是否达到75%的接触面积,同时要对镶块进行松动试验检查,以消除镶块上定位螺栓孔与支撑座上对应的螺栓孔间存在尺寸偏差。因为尺寸偏差过大,将导致镶块与径向支撑座侧面间存在间隙现象。松动试验检查完成后,利用临时工装将磁力电钻固定,调整好磁力电钻的方位和角度,利用专用铰刀对准镶块上的导向孔,将径向支撑座上的销孔φ25.27mm逐步铰孔至φ26.67mm,铰孔深度L=110mm。现场实际使用的铰刀分为5个规格,分别是25.65mm、25.91mm、26.16mm、26.42mm、26.67mm。
铰孔过程务必保证孔的垂直度与圆柱度。在模拟试验时,铰刀的操作者应该熟练掌握操作要领,如镶块上的初始导向孔与径向支撑座上的定位孔位置上的偏差过大,应进行综合评估,切不可盲目铰孔;位置偏差可控,应在铰孔过程中补偿性修复;铰孔过程中严禁磁力电钻的偏移。
铰孔完毕后,利用三爪内径千分尺精确测量孔的内径。在孔的深度方向上取多点测量并记录数值。利用2-3人测量孔的直径,然后将数值汇总,确定孔的内径D。需要注意,确定的内径数值应征得所有参与测量人员的认可。
利用测量的孔径D和孔的深度L加工圆柱销,圆柱销加工尺寸为D+0.025。根据模拟试验的结果,综合各种因素,现场工程师将圆柱销的收缩量确定为0.07mm,将加工好的冷装销装入托盘(见图5)中,分2批次将16个冷装销放入液态氮容器中的托盘上冷却。冷却37分钟,取其一件迅速用游标卡尺测量冷装销的外径是否满足收缩量要求。如果满足,应快速插入对应的安装位置,可利用橡皮锤轻轻敲击,使其迅速安装到位。采用同样的操作过程,逐一安装16件圆柱销。注意,此时的操作一定要按模拟操作时一样“手感”进行,如果发现冷装销不能轻易插入,应迅速拔出并继续冷却,直至可以轻易装入对应的销孔。整个装配过程应注意动作迅速,减少冷装销在空气中的暴露时间。同时,要保证圆柱销在液态氮容器中有足够的冷却时间。
对于管状的衬套安装来说,冷装配操作与圆柱销状的实心圆柱销冷装没有大的区别。衬套加工后的尺寸:内径φ24.13mm,外径φ48.32mm,导流板沉孔内径φ48.25mm,沉孔深度d=38mm,设计配合过盈量0.064mm,实际过盈配合量0.07mm;液态氮中的冷冻时间为35分钟,实际测量冷冻后,收缩量为0.14mm;装配过程采用与圆柱销同样的方法,6个衬套在车间轻易完成,最终成功完成衬套与导流板之间的装配工作。
4 结束语
利用冷装配工艺实现H/V定位销暗销、支撑镶块定位销、DVI导流板定位衬套安装时过盈配合的设计要求,证明了设计上的可操作性。通过实际操作,发现应用在堆内构件安装中的冷装配工艺具有如下特点:冷装配操作较为简洁,操作工人容易掌握操作要领;液态氮容易获取;冷装销在液态氮中的线性收缩性能很好,整个降温过程均匀,降温过程不易发生氧化与畸变。同时,通过模拟操作与正式安装操作,操作人员逐步掌握了冷装配过程中的冷却时间控制、工件测量方法、过盈量的评估、操作风险因素控制等多方面的知识,为后续类似工艺积累了经验。
[1]中国国家标准化管理委员会.GB/T5371-200 4 极限与配合 过盈配合的计算与选用GB/T5371-2004[S].2004.
[2]汪大年.金属塑性成形原理[M].北京:机械工业出版社,2012.
[3]刘凌.过盈连接装配与研究[J].机床与液压,2011,(4):47-48.
Col d Assembly Technology in the Application of Reactor Vessel Internals Installation of Generation III Nuclear Plant
WANG Yong, WANG Jiangtao, WANG Shihang
(State Nuclear Power Engineering Company (SNPEC), Shanghai 200223, China)
The cold assembly technology is applied to many installation processes of reactor core internals of Generation III nuclear plant, which refers to the installation of dowel pin of reactor vessel internal core support clevis, installation of dowel pin for H/ V alignment pin, and the installation of DVI flow deflector. With the linear expansion and contraction features of metal materials, it can simulate the whole operation process of cold assembly, so as to grasp the operation essentials of cold assembly, conduct cold assembly processing operation and improve the success rate of installation processing.
Interference fit, Cold Assembly,Reactor Vessel Internals