“切削力确立与经验公式建立”计算机辅助实验教学
2016-03-02狄宝晶
狄宝晶
(长安大学 工程机械学院,西安 710064)
“切削力确立与经验公式建立”计算机辅助实验教学
狄宝晶
(长安大学 工程机械学院,西安 710064)
根据笔者多年的教学经验,打破传统教学模式,总结并建立了“切削力确立与经验公式建立”的计算机辅助实验教学。切削力测量与经验公式的建立是大学机械制造专业金属切削原理课的重要内容,也是本专业学生认识和处理复杂抽象切削机理的重要环节,实用性很强。该课采用计算机辅助教学后,有效改变了以往采取的数据处理方法繁琐且准确性差,数据分析不直观,学生对复杂、抽象的教学内容理解较困难的问题,大大提高了学生的学习兴趣和学习成绩。
计算机 切削力 经验公式
金属切削过程中,切削用量的大小直接影响着切削力的大小,而切削力又决定着切削温度的产生,从而直接影响刀具的磨损、破损、使用寿命、加工精度、已加工表面质量和生产效率。在实际生产中,切削力又是计算切削功率,制定切削用量,了解切削状态,设计和使用金属切削机床、刀具、夹具的必要依据。因此,在组合机床、加工中心、柔性制造系统中,切削力显得尤为重要。以往处理实验中采集的数据方法费时、费力且准确性差,无法从经验公式中直观了解进给量和切削深度对切削力的影响规律。而计算机辅助“切削力测量与经验公式建立”的应用,对学生快速、深层认识、研究切削力产生的原因和计算方法,分析和研究切削机理,了解和掌握各切削用量对切削力影响的本质特征,提高应用切削力经验公式处理工作中遇到的实际问题的能力等,都有重要的现实意义。鉴于此,笔者总结多年的教学经验,独立开发“切削力测量与经验公式建立计算机辅助实验教学”应用软件,以期大大提高学生对其的理解与掌握。
1 切削力及其经验公式
切削力来源有两个方面:一是切削层金属、切屑和工件表面层金属的弹性变形、塑性变形所产生的抗力;二是刀具与切屑、工件表面间的摩擦阻力。利用材料力学的原理,可以推导出切削力的理论公式。理论公式能够反映影响切削力因素的内在联系,有助于分析问题。但是,在推导公式时简化了许多条件,故与实际切削时的情况差别较大,因而计算出来的切削力不够精确,目前在实际应用中大多采用经验公式计算切削力。
切削力合力由主切削力Fc、切深抗力Fp、进给抗力Ff相互垂直的三个分力组成。一般情况下,主切削力Fc比Fp、Ff都大得多,承担着主要切削工作。在实际应用中,主切削力Fc是计算切削功率和设计机床的主要依据。这里,主要讲述主切削力Fc的计算机辅助经验公式建立及计算机辅助分析。
2 软件应用过程
2.1 ap-Fz双对数分析
2.1.1 学生根据计算机提问输入
(1)测力仪标定系数Kc=0.75kg/με,应变仪电标定系数Kc’=50με/8mm=6.25με/mm。这里,Kc是八角环测力仪固有的值,是常量;Kc’是学生做实验前根据实验条件,在YD-15型应变仪上实时采集的数据,也是常量。
(2)固定切削速度V,改变切削深度ap。当ap1=1mm、ap2=2mm、ap3=3mm、ap4=4mm、ap5=5mm时,进给量f=0.1mm/r。
(3)从光线示波器显示振子发出紫外线光点在紫外线感光纸上各位移量:h1=9mm、h2=18mm、h3=26mm、h4=35mm、h5=41mm。
2.1.2 计算机输出
(1)改变各切削深度时,相对应的各切削力的值Fc1=42.2kg、Fc2=84.4kg、Fc3=121.9kg、Fc4=164.1kg、Fc5=192.1kg。
儿童的慢性疾病对父母与患病子女的关系也产生重大威胁。一项较早期的研究显示,先天性心脏病患儿与母亲之间的安全依恋显著少于健康儿童与母亲的安全依恋[20]。最近的一些研究进一步证实,患有慢性病的儿童和青少年与父母之间的关系比健康的同龄人与父母的关系更糟糕[21]。在有慢性病患儿的家庭中,特别是有癫痫、听力障碍及哮喘儿童的家庭中,父母对儿童表现出较少温暖情绪的反应,较多的要求、控制以及过度保护[22]。父母和患儿之间表现出更少的热情和结构化的沟通,更多的敌意沟通或是放弃沟通[23]。
(2)切削深度与切削力单因素实验法的双对数坐标图ap-Fc。
(3)确定各切削力在坐标图中的位置。
(4)计算机根据一元回归分析,画出相对应各切削力值在双对数坐标图中的回归线。
(5)回归线倾斜角度及斜率,既切削力经验公式指数xFc=0.9516。
(6)输出单因素切削力指数公式中的系数CFc=42.7999和主切削力经验公式中系数1CFc1=382.914。

图1 ap-Fz双对数分析图
(7)切削深度与切削力单因素法经验公式:Fc=42.7999,计算机通过图形输出设备输出ap-Fz双对数分析图,如图1所示。
2.2 f-Fz双对数分析图
2.2.1 学生根据计算机提问输入
(1)Kc=0.75kg/με、Kc’=50με/8mm=6.25με/mm。
(2)固定切削速度V,改变进给量f。当f1=0.1mm/r、f2=0.2mm/r、f3=0.3mm/r、f4=0.4mm/r、f5=0.5mm/r时,切削深度ap=1mm。
(3)振子光点各位移量h1=9mm、h2=17mm、h3=23mm、h4=29mm、h5=34mm。
2.2.2 计算机输出
(1)改变各进给量时,相对应的各切削力的值Fc1=42.2kg、Fc2=79.6kg、Fc3=107.8kg、Fc4=135.8kg、Fc5=159.3kg。
(2)切削深度与切削力单因素实验法的双对数坐标图f-Fc。
(3)确定各切削力在坐标图中的位置,画出相对应各切削力值在双对数坐标图中的回归线。
(4)回归线倾斜角度及斜率,既切削力经验公式指数yFc=0.8248。
(5)系数Cf=208.9599、系数2CFc2=288.959及主切削力经验公式中最终系数CFc=335.937。
(6)切削深度与切削力单因素法经验公式:Fc=208.9599f0.8248,主切削力经验公式。计算机通过图形输出设备输出f-Fz双对数分析图,如图2所示。

图2 f-Fz双对数分析图
3 软件应用扩展
(1)计算机自动输出作者创造性地增加的切削深度与切削力计算机辅助二维分析图,如图3所示;进给量与切削力计算机辅助二维分析图,如图4所示。
(2)从图3可以看出,当分别取切削深度ap1=0.2mm、ap2=0.4mm、ap3=0.6mm、ap4=0.8mm,f=0.1mm/r时,将其带入主切削力经验公式,得到4条单调上升的曲线,且曲线有一定的弧度。
(3)从图4可以看出,当分别取进给量f1=0.1mm/r、f2=0.24mm/r、f3=0.3mm/r、f4=0.4mm/r,ap=1mm时,将其带入主切削力经验公式,得到4条单调上升的曲线。但是,此时曲线几乎是直线,由此可得出切削深度对切削力的影响要大于进给量对切削力的影响,曲线单调上升的速度随着切削深度或进给量的增加而增加等。仔细分析研究图3、图4,学生可深刻了解各切削用量对切削力的影响规律及相互关系,从而加深对切削力经验公式的本质特征领会,提高学生应用切削力经验公式解决实际问题的能力。
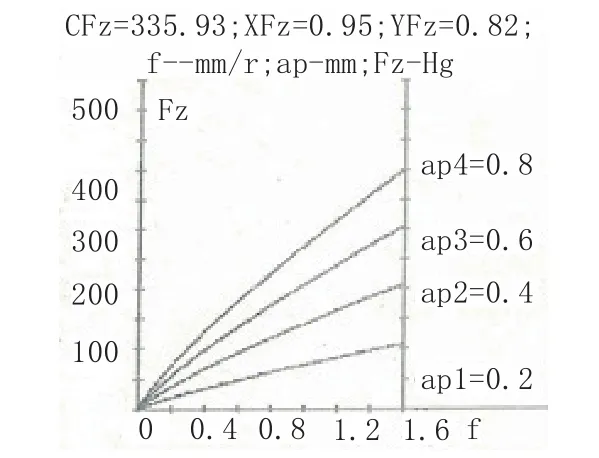
图3 f-Fz二维分析图
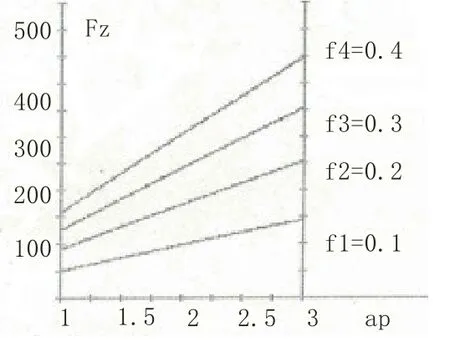
图4 ap-Fz二维分析图
[1]陆剑中,孙家宁.金属切削原理与刀具[M].5版.北京:机械工业出版社,2012:110-174.
[2]周泽华.金属切削原理[M].上海:上海科学技术出版社,1998.
[3]狄宝晶.金属切削DBJ计算机辅助分析与计算系统使用说明书.
[4]赵芝眉,丁儒林.金属切削原理实验[M].北京:机械工业出版社,1986.
The Cutting Force of the Establishment of“Computer Aided Experimental Teaching and Experience Formula”
DI Baojing
(School of mechanical engineering Chang'an University, Xi'an 710064)
The author of this paper, according to the teaching experience of the course for many years, has broken the traditional teaching mode and has established the computer aided experimental teaching of "cutting Cutting force establishment and empirical formula establishment".the establishment of cutting force measurement and empirical formula is an important part of the metal cutting principle in University machinery manufacturing. It is also an important part of the students' understanding and handling of complex abstract cutting mechanism. The use of computer assisted instruction, to effectively change the used data processing method is tedious and poor accuracy, data analysis is not intuitive, students to complex and abstract teaching content understanding more difficult problems, greatly improving the students' learning interest and learning results.
Computer,Cutting force,Empirical formula