有害气体监测系统在现代化选煤厂中的应用
2016-02-26邵博
邵博
【摘 要】瓦斯气体、超标的粉尘、有害气体CO等是威胁煤炭行业安全生产的杀手,尤其瓦斯爆炸事故是煤炭安全生产的最大威胁,可能对生产人员的生命、生产厂房及设备等造成极大的伤害,形成不可估量的生命及财产损失。论文结合有害气体监测系统在山西潞安集团东盛煤矿选煤厂的工程实际应用案例,浅析了有害气体监测系统的工作原理、系统结构形式、通讯传输方式及系统特点等,并阐述了此系统的应用对现代化选煤厂的重大意义。
【关键词】瓦斯气体;输煤地道;储煤仓;有害气体探测器;RS485总线传输
0 引言
瓦斯气体是指以甲烷为主的各种有害气体的总称,其具有燃烧和爆炸性。当空气中的瓦斯气体达到一定浓度时,遇到火源,就可能燃烧或爆炸。瓦斯爆炸事故是煤矿安全生产的最大威胁,直接可能对生产人员的生命、生产厂房及设备等造成极大的伤害,形成不可估量的生命及财产损失。另外超标的粉尘、有害气体CO等也时时刻刻危害着生产工作人员健康和生命。
在过去的选煤厂输煤地道及储煤煤仓设计时,基本上都不考虑瓦斯治理,认为这些有害气体的治理是矿井建设应该考虑的问题。然而事实上,很多选煤厂输煤地道及煤仓的瓦斯浓度远超过《煤矿平安规程》划定的平安尺度,存在严重的安全隐患,甚至有的选煤厂还产生过瓦斯爆炸,严重地威胁着从业职员的生命安全和选煤厂的安全生产。很多选煤厂均发生过储煤仓由于瓦斯积聚过多而发生燃烧及爆炸的事故,如神华集团包头能源有限责任公司万利一矿选煤厂的原煤仓就因为瓦斯气体堆积过多造成煤仓被烧毁的事故,直接造成经济损失一千多万。因此,对选煤厂内的输煤地道及储煤仓等容易出现瓦斯积聚的场所应进行不间断的有害气体监测对于安全生产意义重大。
1 有害气体监测系统设计原则
根据选煤厂的生产环境,并综合考虑安全监控系统工程的实际应用需求,监控遵循以下设计原则:
1.1 先进性
使用先进、成熟、实用和具有良好发展前景的技术,使系统具有较长的生命周期,不盲目追求高档次,既能满足当前的需求,又能适应未来的发展。
1.2 可靠性
高效稳定的系统,能提供全年365天,一天24小时的不停顿运作。对于核心设备包括主控机、服务器、终端设备、网络设备、控制设备与布线系统,必须能适应严格的工作环境,以确保系统稳定。实时监控的不可间断性决定了在设计中必须考虑提高系统运行的可靠性。因此,在硬件选型、线路、支撑环境及结构上都必须高质量。
1.3 安全性
选煤厂安全监控系统本身的安全性不可忽视,系统的稳定安全运行是选煤厂安全生产提供准确无误监测数据的前提,因此系统的软硬件均要达到这一要求。选煤厂车间内各种设备种类繁多,电磁环境复杂,系统所有设备必须具备很强的抗干扰能力,同时系统采取单独接地从而最大程度提高系统运行的稳定性。软件方面,坚持使用正版操作系统和防病毒软件,为系统运行提供优良的运行平台。
1.4 扩展性
随着选煤厂对环境因素越来越严格的要求,所要求监测的环境因素越来越多,用户所需的监测点随之增加,因此系统必须具备良好的扩展性,方便用户随时添加监测分站及各类传感器。
1.5 开放性
系统所有设备符合通用标准,分站、传感器均符合200-1000Hz、1-5mA或4-20mA信号制式,具有良好的开放性;另外有些带RS485总线型传感器,可直接接入系统主传输,安装更灵活。软件方面,监控主程序具备多种接口模块,使系统具有良好的兼容性和通用性。
2 结合工程实例浅析有害气体监测系统
根据有害气体监测系统的设计原则,可供选择的气体监测产品有以美国MSA(梅思安)公司为例生产的有害气体监测产品、以深圳索福达电子公司为例生产的SFD系列气体监测产品等。本文结合索福达公司SFD系列有害气体监测产品在山西潞安东盛煤矿选煤厂应用的工程实例,浅析了有害气体监测系统在现代化选煤厂中的应用。
2.1 工程实例(SFD系列产品在山西潞安东盛选煤厂的应用)
2.1.1 SFD系列气体监测系统概述
深圳索福达公司生产的SFD系列有害气体监测产品是固定安装在防爆场所的一次仪表,用于检测现场危险气体的泄露。整机为探测、显示、报警输出的一体化结构,采用隔爆式防爆型式。变送器与控制系统之间可根据现场需要采用开关量信号输出、4-20mA工业标准信号输出或RS485通讯总线通信连接等连接方式,可选用三至十芯电缆连接消防控制中心、声光报警器、PLC或DCS工业控制系统等。该系列产品具有测量精度高、显示直观、多彩变换、隔爆型防爆超安全调试、方便灵活、多种信号输出、自诊断故障、周期性校准仪表、防护及防雷能力强等特点。该系列产品可广泛应用于石油化工、燃气输配、建筑材料、煤炭开采及加工利用等各种工业防爆场所。
2.1.2 主要元件功能及工作方式
SFD-600系列有害气体探测器可根据现场情况选择与PLC、报警控制器、消防控制中心等连接;可选用催化燃烧式、电化学式、光电离子、固态半导体式等多种类型检测传感器,可对甲烷、一氧化碳等有害气体进行监测,测量范围为0-100%LEL 0-1000ppm;0-100%VOL;其输出方式既可以选择4~20mA标准信号输出,也可选择RS485接口Modbus协议。SFD-86032智能总线气体报警控制器显示直观,多彩变换,低浓度为绿色、一段报警时为粉红色、二段报警为大红色、故障报警时为黄色;其通讯方式为RS485接口Modbus协议,其传输距离可达到2.4KM,每回路可连接32个SFD系列气体探测器,该智能控制器与气体探测器之间采用Modbus总线协议(四总线)的方式进行通讯。
2.1.3 在山西潞安东盛选煤厂的应用
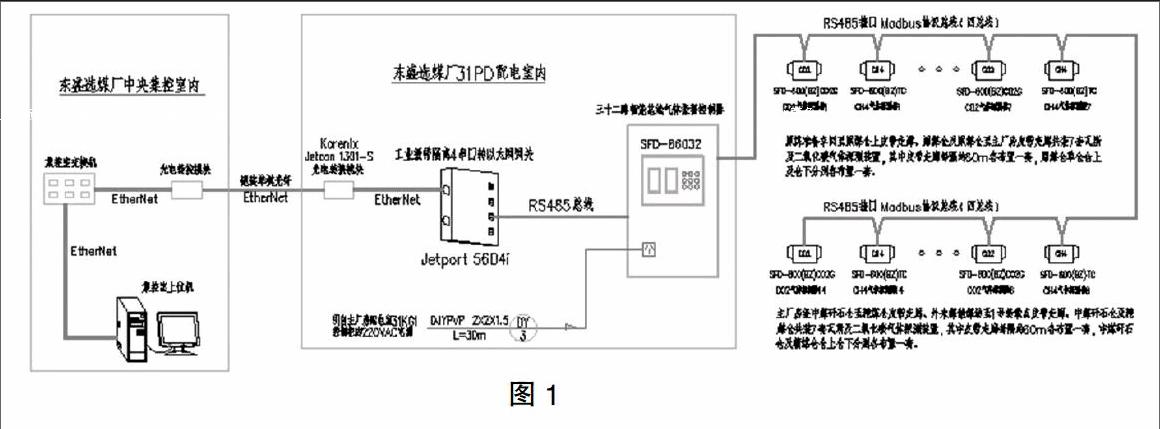
在山西潞安集团东盛选煤厂的施工图设计中,将原煤地道及栈桥、产品煤栈桥中CH4、CO的监测纳入到设计范围内。CH4、CO传感器均选用SFD-600系列气体探测器,在皮带走廊内间隔60m左右各布置一套,并通过RS485接口Modbus协议总线(四总线)方式传输至配电室内的智能总线气体报警控制器,该控制器对总线信号进行分析处理后通过RS485转以太网通讯模块,转换为以太网总线通讯协议后,再通过光缆传输至选煤厂中央集控室。系统网络配置图1如下:
除集控室上位机及配电室控制器显示外,气体探测器自带分体的现场液晶显示装置,瓦斯超标时可自动发出报警灯光。可将其安装在便于观察的位置,及时发现报警信号和随时监测测量值。
3 结语
有害气体监测系统在东盛选煤厂主要采集了瓦斯、CO等有害气体的数据信号,实时性、准确性、可靠性都达到了预期的目的,现场反应效果良好。该系统总体性能也很可靠,完善了储煤仓上下、原煤地道、皮带走廊等各类有有害气体隐患存在的场所的安全性,并且具有现场安装方便灵活、接线简单、后期维护量小等优点。经上阐述,有害气体监测系统在现代化选煤厂应用的产品架构一般可分为三层,最底层为各现场传感器,中间层为控制分站或主机,最上层为集控室上位机。所不同的是传感器的输出信号可以采用模拟量信号点对点通讯或者总线通讯的方式。有害气体监测系统在选煤厂应用,以预防的作用为主,可以根据选煤厂的特点监测易发生事故的储煤仓上下、原煤地道、皮带走廊的有害气体和环境,及时采取报警、停机、组织人员疏散等措施,避免人员的伤亡和建筑物、设备的损坏。另外还可与风机、消防水泵等其它设备进行联动输出,使生产环境长期处于安全的状态。
[责任编辑:汤静]
