半自动贴标机改进设计
2016-02-23聂小春雷萍汪菊英孙晓辉
聂小春,雷萍,汪菊英,孙晓辉
(1.广州工程技术职业学院,广东广州510925;2.广东白云学院,广东广州510450)
半自动贴标机改进设计
聂小春1,雷萍2,汪菊英1,孙晓辉1
(1.广州工程技术职业学院,广东广州510925;2.广东白云学院,广东广州510450)
对比分析了半自动贴标机进行改进设计的三种方案,这三种方案都是为了解决产品轴向调节问题,使操作更方便。最终选择了第二套方案,因为该方案将设备原有的人工压顶改成气压压顶,简化了设备的操作,提升产品定位贴标的效率与质量,提高了设备的稳定性,使产品轴向定位贴标机由单一功能变为多功能。
半自动贴标机;改进设计;多功能
随着社会经济的不断发展,人工成本越来越高,许多企业为了减少人工成本开始寻求相应设备来代替手工,贴标行业亦是如此,因此贴标机应运而生,其可以有效避免人工贴标所带来的低效率、低精度、低质量、贴标歪歪扭扭褶皱等一系列问题。贴标机越来越成为现代包装不可缺少的一部分。
在一家企业指导学生实训时,有学生在贴标岗位上实习,通过对设备的多次操作,发现该公司的半自动圆瓶贴标机的结构需要改善。本文对该公司的半自动贴标机现行结构进行研究分析,提出设计方案并对设备进行改进设计使设备操作更简便,产品定位贴标的效率与质量大大提高。
1半自动圆瓶贴标机现状
目前,半自动圆瓶贴标机,如图1所示,在产品定位方面由限位杆位置决定,通过调节限位杆的位置达到产品在托瓶包胶的位置变化;当产品贴标时,首先需要绕好卷状标签,调整好光电传感器的位置,接着应客户需求,调整限位杆的位置使标签贴到相应位置,贴好标签。当更换不同产品时,限位杆的位置又将需要调整。因此,导致贴标效率降低、人工耗时增加,并且设备运转一定时间后,限位杆位置会发生细微变化,每一次产品触碰限位杆会导致螺丝一定程度的松动,久而导致产品位置变化进而降低贴标质量。

图1 半自动圆瓶贴标机
2改进方案设计
设计思路是通过对设备多次调试、多次实践经验而得来的。本改进设计的目的主要是简化产品定位步骤,提高贴标效率以及提升贴标质量。由此提出了三个预选方案,通过对方案的深入比较,分析其可行性,最终选择一个较为合理的方案。
2.1 方案一
本方案的设计思路是:如图2所示,将限位杆部分和压顶机构除去,改换为直线式电机配上行程开关部分机构,具体设计如图4所示。在线性电机和行程开关的作用下,对产品位置进行定位。
具体贴标流程如下:首先,产品任意放于包胶轴之上,按下脚踏,线性电机开始工作,线性电机将电能转化为直线运动的机械能,螺杆往前运动,推动产品往另一侧运动,直至接触到行程开关(见图3)处,并继续靠近,行程开关处旁安装有弹簧,在线性电机的外力推动下,弹簧一定程度下变形,当变形至一定程度后行程开关开启报警模式。线性电机停止工作,产品在当前位置受到电机以及弹簧一侧的外力作用下,保持左右不变,贴标机构开始工作,标签在光电传感器的作用下伸出一张完整的标签并伴随着电机的作用转动产品,将标签完好的贴于产品表面,完成贴标。贴标动作完成后,线性电机螺杆退回初始位置,弹簧恢复原状。完整的一次定位贴标结束,再次任意放产品与托瓶包胶轴上,进行第二次的贴标动作,重复运行进行贴标。

图2 方案一简易示意图

图3 行程开关-螺杆机构
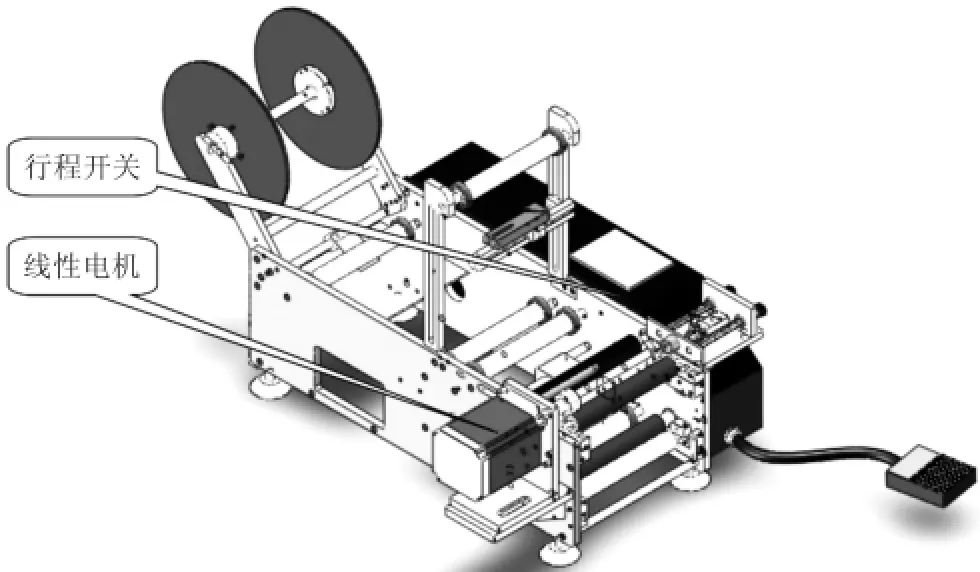
图4 方案一设计图
2.2 方案二
本方案的设计思路来源日常工作的经验,不少贴标机的定位部分是由气缸驱动完成的,譬如全自动圆瓶贴标机一类。所以希望将现有标准机的限位杆除去,改用气缸定位,因为需要定位产品的位置,选用了缓冲可调气缸,同时原有的设备需要手动操作压顶机构,这对贴标效率有影响,贴标用时将增加,操作极不方便,因此将压顶机构改为气动的形式[1],简易示意如图5所示,具体设计如图6所示。通过气缸来自动改变压顶机构的运动,因为所需外力不大,选用了常用的迷你型气缸即可。
具体贴标流程如下:首先,产品任意放于托瓶包胶轴之上,按下脚踏,气缸开启运作,将产品推至指定的位置,挡杆(见图7)在一侧顶住产品,压顶气缸同时工作,压轮压住产品,当两个气缸工作完成后,贴标机构开始工作,标签在光电传感器的作用下伸出一张完整的标签并伴随着电机的作用转动产品,将标签完好的贴于产品表面,完成贴标。贴标动作完成后,缓冲调节气缸全部退回初始位置,完整的一次定位贴标结束。再次任意放产品与托瓶包胶轴上,进行第二次的贴标动作,重复运行进行贴标。

图5 方案二示意图

图6 方案二设计图

图7 挡杆机构
本次方案用到了缓冲可调气缸,缓冲气缸有两类:不可调缓冲和可调缓冲气缸,缓冲可调气缸既能起到行程调节的功能又能保护产品本身。因此,其可行性较高。
2.3 方案三
本方案设计的思路是从方案二演变而来,本意是希望产品放在某一个位置,在两个可调气缸的作用下,调节产品的位置,简易示意如图8所示,具体设计如图9所示,这样可以确定产品的轴向位置并方便调节,不必再调整挡杆的位置,最终产品的定位全由气缸决定,保证了贴标的精度和稳定性,贴标效率提高。
本方案较为简单,用到了两个缓冲可调气缸。通过气缸的行程控制产品在包胶轴上的位置,贴标流程如下:首先,产品任意放于托瓶包胶轴之上,按下脚踏,两个缓冲可调气缸开启运作,将产品推至指定位置,压顶气缸(见图10)同时进行,然后贴标机构开始工作,标签在光电传感器的作用下出一张完整的标签并伴随着电机的作用转动产品,将标签完好的贴于产品表面,完成一次贴标,贴标动作完成后,两个缓冲可调气缸退回初始位置,完整的一次定位贴标结束。再次放产品与托瓶包胶轴上,进行第二次的贴标动作,重复运行进行贴标。

图8 方案三示意图

图9 方案三设计图
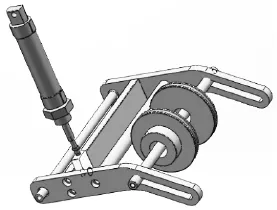
图10 气缸压顶机构
3设计方案比较及最终方案确定
三种不同的设计方案,涉及到了线性电机、行程开关、缓冲可调气缸和行程可调气缸,都有各自的优缺点,具体分析见表1.
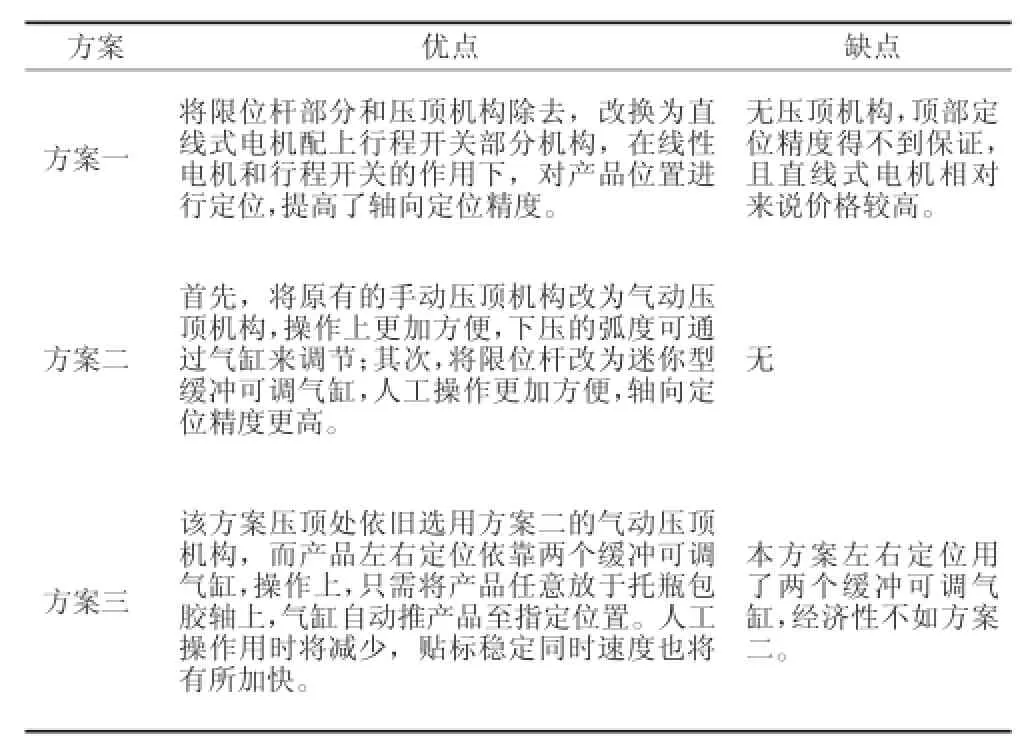
表1 三种方案优缺点比较
通过三个设计方案的分析比较,依据经济性、实用性、操作性、稳定性。最终选定方案二为本次改进设计的方案,以气缸作为执行元件,进行定位贴标。
4结束语
为使贴标简单、提高贴标效率和稳定性,本文完成了半自动贴标机3种改进设计。确定第二种方案,其原理是:瓶子(产品)任意放于包胶牵引轴上,按下脚踏,轴向气缸推动产品位置,同时压顶气缸运作下压产品,产品到达指定位置后,标签通过相应机构送出与该处的产品粘贴,然后压顶气缸上的压轮对贴标进行覆压,完好的贴在产品表面。本半自动贴标机经改进设计后,解决了产品轴向调节的问题,使操作更方便;在压顶方面,将原有的人工压顶改为气压压顶,人工操作将更加方便,更加适用、更加人性化。本改进半自动贴标机已得到企业推广应用。
[1]陈立定.瓶装自动贴标机的研制[J].食品工业科技,2009,30(12):303-307.
[2]濮良贵,陈国定,吴立言.机械设计[M].北京:高等教育出版社,2013.
[3]孙桓,陈作模,葛文杰.机械原理[M].北京:高等教育出版社,2013.
The Improved Design of Sem i-Automatic Labeling Machine
NIE Xiao-chun1,LEIPing2,WANG Ju-ying1,SUN Xiao-hui1
(1.Guangzhou Institute of Technology,Guangzhou Guangdong 510925,China;2.Guangdong Baiyun University,Guangzhou Guangdong 510450,China)
This paper compares three proposed designs for improving the semi-automatic labelingmachines.These three designs are intended to solve the problem about axial adjustments,and to make operations handier,among which,design two is chosen,due to fact that this scheme converts the originalmanmade pressure into pneumatic pressure,simplifying the operations and improving the efficiency and quality of product-positioning labeling,so that the stability of equipment is improved and the labeling machine of axially product-positioning is equipped with multiple functions instead of single function.
semi-automatic labelingmachine;improved design;multi function
TH 69
A
1672-545X(2016)12-0147-04
2016-09-12
聂小春(1975-),女,江西高安人,硕士,讲师,研究方向为机械设计制造及其自动化。