全断面通道式自动风窗研究与应用
2016-02-22李伟
李伟
(1.煤炭科学技术研究院有限公司, 北京 100013;2.煤炭资源高效开采与洁净利用国家重点实验室, 北京 100013)
全断面通道式自动风窗研究与应用
李伟1,2
(1.煤炭科学技术研究院有限公司, 北京 100013;2.煤炭资源高效开采与洁净利用国家重点实验室, 北京 100013)
针对传统风窗调节周期长、精度低等问题,研发了由支撑框架、气动马达、推杆、门体、导流板和旋转编码器为主要组成部分的全断面通道式自动风窗,介绍了风窗过风面积精确测控原理。该自动风窗在压缩空气的压能作用下,气动马达高速旋转,通过推杆传动带动门体和导流板运动,实现了风窗面积的快速调节;利用旋转编码器记录气动马达转数。现场应用表明,该自动风窗过风面积调节最大误差为0.385%,完成1次面积调节耗时小于60 s。
煤矿安全; 矿井通风; 自动风窗; 全断面
0 引言
矿井通风是煤矿生产的一个重要环节,是煤矿安全的基础,是“一通三防”的重中之重[1-3]。随着采掘变化,工作面不断推进和更替,巷道风阻、网络结构及瓦斯等有害气体浓度均在不断变化,风量的自然分配往往不能满足作业地点的风量需求,必须及时对通风系统进行风量调节。调节风窗过风面积是煤矿井下通风系统调节风量的最基本手段[4-5]。
目前中国煤矿井下基本上还是依靠人工调节风窗过风面积[6],不能远程自动调节,调节过程费时费力,效率低,可靠性和稳定性差;风窗调节范围窄,不能实现全断面调控;风窗的节流限流作用造成风窗处的风流紊乱,难以在风窗处准确测量风窗的过风量。针对上述问题,笔者研发了全断面通道式自动风窗(以下简称自动风窗),实现了风窗过风面积的远程精确控制,风窗调节范围宽,并能形成稳定的风流通道,配合多点移动式平均风量测量装置,实现了风窗过风量的快速、准确测量[7]。
1 自动风窗结构与原理
1.1 自动风窗及其配套设施
自动风窗及其配套设施主要包括通道式自动风窗本体、气阀箱和电控系统,如图1所示。自动风窗本体作为执行机构,安装在井下主要风量调节地点,以压缩空气为动力,实现过风断面的快速调控;气阀箱输入端接入井下压缩空气管网,输出端连接自动风窗气动马达,气阀箱内部封装了矿用隔爆电磁阀,控制压缩空气的接通与关闭;电控系统以PLC作为核心控制单元,利用TCP/IP协议接入井下环网与上位机软件通信,远程控制电磁阀,进而实现自动风窗过风面积的远程精确调节。
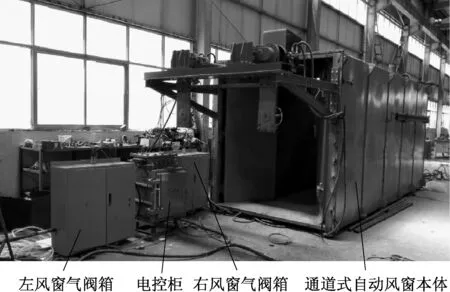
图1 自动风窗及其配套设施
1.2 自动风窗结构
自动风窗由支撑框架、动力及传动装置、运动机构3个部分组成,如图2所示。
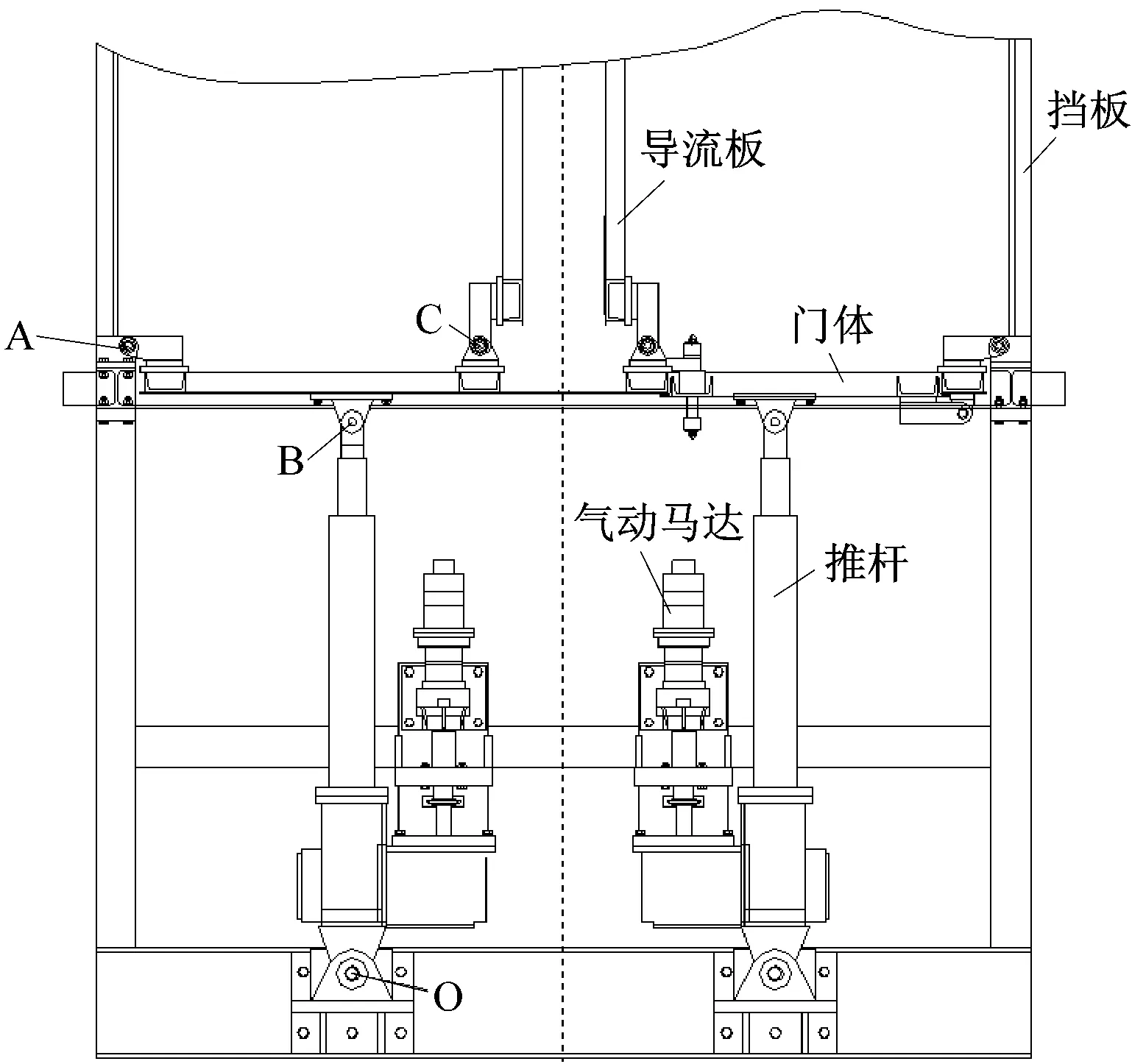
图2 自动风窗组成
支撑框架主要由立柱、横梁、挡板组成。支撑框架为长方体结构,各部分由螺栓连接成为一个整体框架。该框架主要起固定支撑作用,为动力及传动装置、运动机构及各类传感器提供安装固定载体。
自动风窗以气动马达、推杆分别作为动力装置和传动装置。如图2所示,推杆一端通过铰链与门体连接,另一端通过法兰盘与气动马达相连。在压缩空气的压力能作用下,气动马达高速旋转,带动推杆做直线运动。
风窗运动机构安装于支撑框架上,主要包括门体、连杆和导流板3个部分。
1.3 自动风窗运动过程
风窗调节过程中,在动力及传动装置的作用下,运动机构做水平直线运动或旋转运动,使得风窗过风面积发生变化,形成规则矩形断面的风流通道。
自动风窗完全关闭及完全打开这2个极限状态时的效果如图3所示。其中a为2个连杆,b为导流板,c为风窗门体,d为动力及传动装置。2个导流板之间的距离为风窗的开度。风窗处于完全关闭状态时,连杆和门体与导流板相互垂直,推杆伸出距离最短,风窗开度最小。在风窗由完全关闭到完全打开的过程中,在动力装置作用下,推杆逐渐伸出,推动门体、连杆,与导流板绕门轴做旋转运动。随着旋转角度的增大,风窗开度逐渐增加,2个导流板之间形成的过风断面逐渐增大。
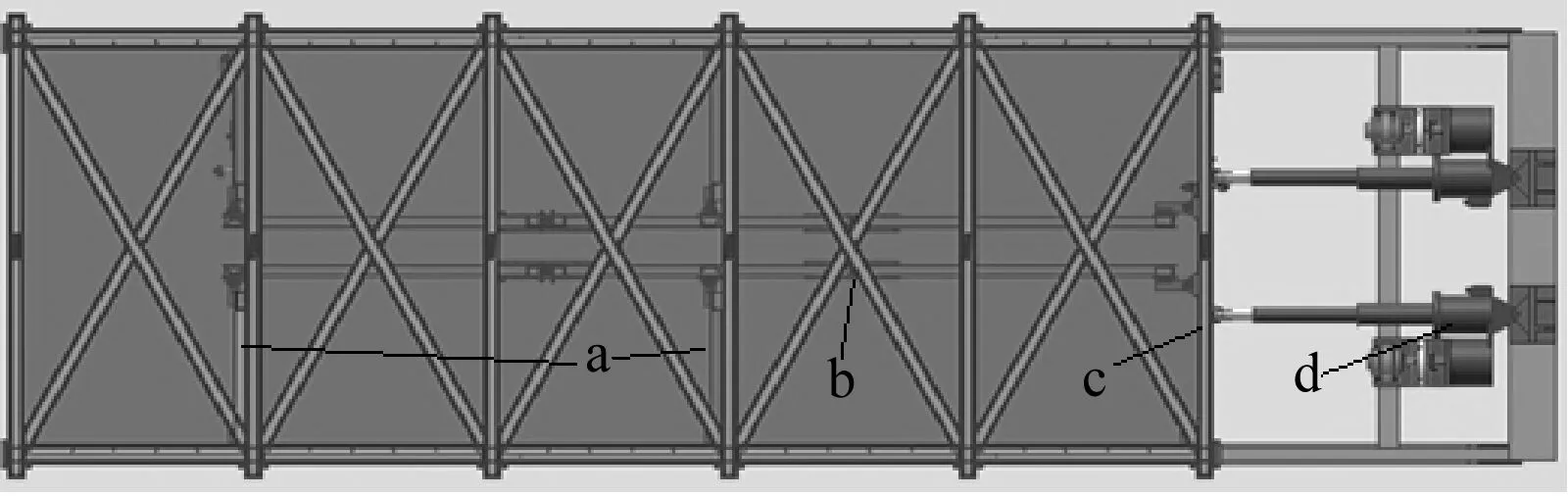
(a) 风窗处于完全关闭状态
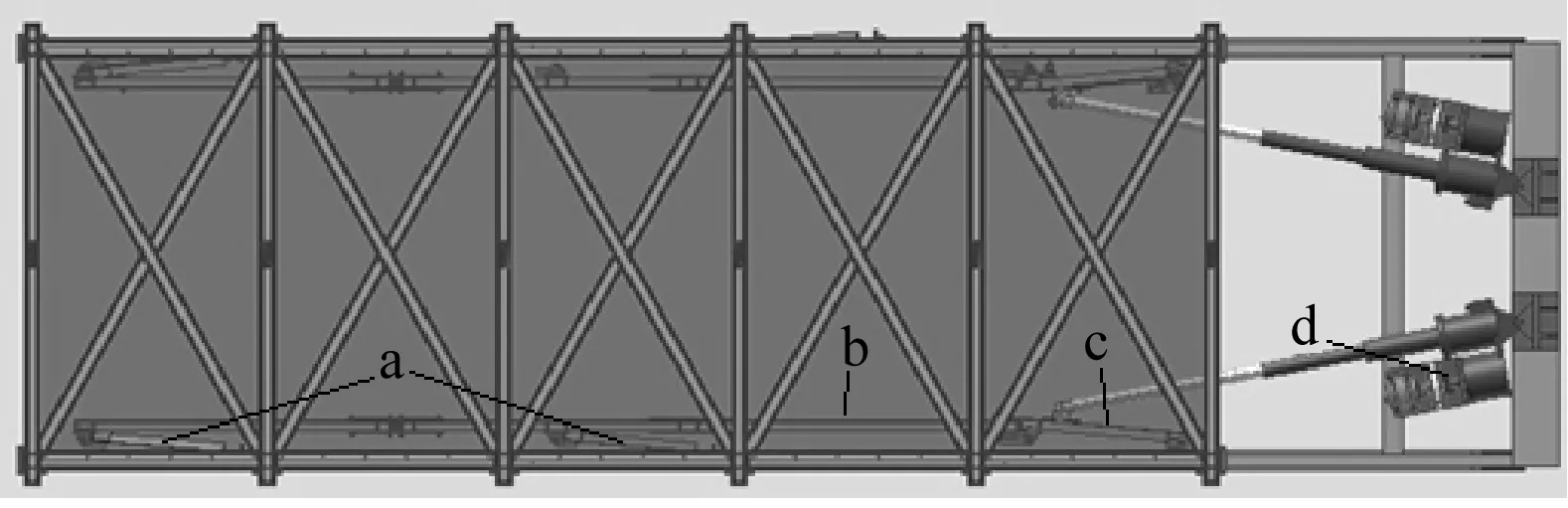
(b) 风窗处于完全打开状态
2 自动风窗过风面积精确测控原理
2.1 增量式旋转编码器
增量式旋转编码器用于将旋转的角度位移量转换成周期性的脉冲电信号。编码器每顺时针旋转1圈,都会有固定数量的A信号脉冲INA和B信号脉冲INB,逆时针旋转则相反及输出一个零信号脉冲INZ。随着编码器转轴的旋转,不断输出相应的INA,INB,INZ信号脉冲,从而实现多圈无限累加与测量[8]。
自动风窗开度和过风面积与气动马达转数直接相关。为了实现自动风窗开度精确测量和控制,必须准确获得气动马达和防爆电动机的转数。该功能由增量式旋转编码器完成。
电控系统的PLC与自动风窗旋转编码器通信,获取气动马达的旋转转数,经过换算得到自动风窗的过风面积。当需要调节风窗面积时,PLC发出电信号,使电磁阀接通气路,气动马达运动。PLC通过检测气动马达转数,判断调节是否到位,若到位则立即通过电磁阀切断气路,使气动马达停止转动。
2.2 过风面积计算方法
为了实现风窗过风面积的精确测量与控制,必须找到气动马达转数与风窗过风面积之间的计算关系。
如图2所示,风窗左右2个部分沿虚线对称,划分为左右2个风窗。左右风窗结构组成与功能原理均一致,以左风窗为例说明过风面积计算原理。A,B,C,O为4个铰接点,此时自动风窗处于关闭状态,气动马达转数为0,推杆伸长量为0。对推杆、门体及4个铰接点简化抽象后得到如图4所示的几何结构。线段AC所在位置为门体处于完全关闭状态的位置,此时推杆前端处于B铰接点;气动马达旋转n转后,推杆前端推进到B′位置,门体围绕A铰接点旋转到线段AC′位置,点D为点C′在线段AC上的投影点,则线段CD长度即为左风窗开度。

图4 简化的左风窗几何结构
风窗完全关闭时,推杆伸长量为0,推杆长度即线段OB长度lOB。气动马达旋转n转后,推杆长度为
lOB′=lOB+nk
(1)
式中k为推杆旋转1圈的推进或缩短量。
线段OA与线段AB′夹角为
(2)
式中:lOA为O铰接点与A铰接点距离;lAB′为A铰接点与点B′距离。
门体旋转角度为
β=α-δ
(3)
式中δ为线段OA与线段AB夹角。
左风窗开度w和面积s计算公式为
式中:lAC为A铰接点与C铰接点距离;lAC′为A铰接点与点C′距离;h为自动风窗调风高度。
2.3 面积测控误差
自动风窗由左右2个风窗组成,每个风窗由各自的气动马达控制。其中1个风窗的程序计算面积为
sc=wch
(6)
式中wc为程序计算风窗开度。
1个风窗的实测面积为
st=wth
(7)
式中wt为实际测量风窗开度。
1个风窗面积测控绝对误差为
e=|sc-st|
(8)
自动风窗调节过程中,风窗高度不变,只有左右风窗的开度发生变化,因此开度误差直接反映了面积误差。风窗面积测控相对误差为
(9)
式中:stmax为实测风窗最大面积;wtmax为实测风窗最大开度。
左右风窗分开测试,以左风窗为例说明测试步骤。
(1) 手动将左风窗面积关到最小,将右风窗开到最大,以形成充足的空间,便于测量开度。
(2) 启动风窗,小幅度增大过风面积,然后停止。
(3) 上位机软件自动记录旋转编码器转数n、左风窗开度wc和调节时间t,使用盒尺、激光测距仪测量左风窗实际开度wt。
(4) 重复步骤(2)—步骤(4),直到左风窗完全打开。
完成左风窗面积误差测试后,即可按照上述步骤进行右风窗面积误差测试。最终得左风窗面积测控最大绝对误差为0.046 m2,平均绝对误差为0.026 m2,最大相对误差为0.89%,平均相对误差为0.39%,全程调节时间(风窗由完全关闭到完全打开所需最短时间)为94.5 s;右风窗面积测控最大绝对误差为0.043 m2,平均绝对误差为0.019 m2,最大相对误差为0.83%,平均相对误差为0.37%,全程调节时间为95.8 s。
3 自动风窗现场应用
在山西大同白洞煤矿开展了自动风窗现场应用工作,在回风联巷安装了自动风窗,如图5所示。回风联巷净断面为11.8 m2,自动风窗过风面积调节范围为0~10.4 m2。通过上位机软件对8112回采工作面风量进行远程控制,共进行了4次风量调节实验。过风面积调节误差(由式(9)计算)及消耗的时间统计见表1。可看出自动风窗面积调节最大误差为0.385%,完成1次面积调节耗时小于60 s。

表1 自动风窗面积调节误差及耗时统计
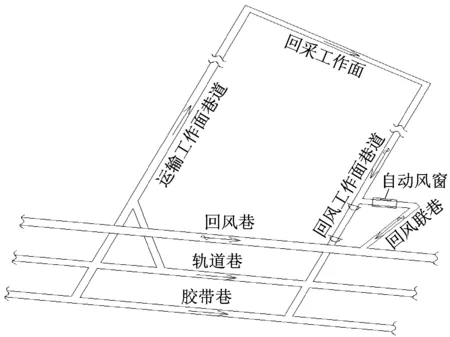
(a) 自动风窗安装位置示意

(b) 自动风窗井下实物
4 结语
自动风窗以压缩空气为动力,通过旋转编码器记录气动马达转数,经计算得出过风面积,配合电控系统和上位机软件,实现了过风面积的远程、快速、准确调节。实践表明,自动风窗达到了较高的准确度,缩短了调节时间,提高了矿井通风管理的自动化水平,适用于井工开采的煤矿及非煤矿山通风系统远程、定量、快速调节。
[1] 张国枢.通风安全学[M].徐州:中国矿业大学出版社,2011:100-101.
[2] 黄元平.矿井通风[M].徐州:中国矿业大学出版社,2003:200-203.
[3] 王从陆,吴超.矿井通风及其系统可靠性[M].北京:化学工业出版社,2007:230-234.
[4] 王海宁.矿井风流流动与控制[M].北京:冶金工业出版社,2007:74-75.
[5] 李伟,张浪,王翰锋,等.基于改进节点位置法的角联风路识别[J].煤炭科学技术,2012,40(11):77-79.
[6] 俞晶,李军霞.基于井下风窗风量自动调节控制装置的巷道风量调节技术研究[J].矿山机械,2014,42(4):24-28.
[7] 王恩,张浪,李伟,等.多点移动式测风装置及关键技术[J].煤矿安全,2016,47(6):97-99.
[8] 杨颂,叶明超,王若飞.增量式旋转编码器零脉冲信号在电子计数装置中的应用[J].数字技术与应用,2012(8):60-61.
Research of automatic passageway type air regulator with full section and its application
LI Wei1,2
(1.China Coal Research Institute, Beijing 100013, China; 2.State Key Laboratory of Coal Mining and Clean Utilization, Beijing 100013, China)
For problems of long adjustment time and low adjustment precision of traditional air regulator, an automatic passageway air regulator with full section was developed, and accurate measurement and control principle of air section of the air regulator was introduced. The air regulator is composed of a supporting frame, a pneumatic motor, a push rod, a door body, a guide plate and a rotary encoder. Under the pressure of compressed air, the pneumatic motor rotates at high speed and drives the push rod to push the door body and the guide plate to move, so as to realize rapid adjustment of air regulator area. The rotary encoder records revolutions of the pneumatic motor. The field application shows that the maximum error of air area adjustment is 0.385%, and area adjustment time is less than 60 s.
coal mine safety; mine ventilation; automatic air regulator; full section
2016-07-13;
2016-10-20;责任编辑:李明。
科研院所技术开发研究专项资金资助项目(2014EG122192)。
李伟(1983-),男,黑龙江木兰人,助理研究员,硕士,从事矿井通风与煤矿安全方面的研究工作,E-mail:liwei7792@163.com。
1671-251X(2016)12-0015-04
10.13272/j.issn.1671-251x.2016.12.004
TD724
A
时间:2016-12-01 10:17
http://www.cnki.net/kcms/detail/32.1627.TP.20161201.1017.006.html
李伟.全断面通道式自动风窗研究与应用[J].工矿自动化,2016,42(12):15-18.
