口服固体制剂最佳混合时间及混合均匀性的统计学研究
2016-02-16朱仁义冯红何廷喜浙江海翔药业股份有限公司浙江318000
O 朱仁义 冯红 何廷喜(浙江海翔药业股份有限公司 浙江 318000)
口服固体制剂最佳混合时间及混合均匀性的统计学研究
O 朱仁义 冯红 何廷喜
(浙江海翔药业股份有限公司 浙江 318000)
在口服固体制剂的整个工艺过程中,总混工序是促使产品均匀的最关键的工序,总混结束后,混粉的质量均一性直接影响了每一份成品之间的一致性。如果混粉未混合均匀,会因为后面的分剂量的工序把这一质量方面的缺陷放大数倍,更甚者会导致产品无治疗效果,或者剂量过剩,从而对服药者带来危险。本篇通过统计学的方法研究总混工序的最佳时间和均匀性,提供一种科学的分析思路。
统计学;方差分析;假设检验;最佳混合时间;混合均匀性
1.前言
我公司产品盐酸克林霉素片经过处方研究,现已进入中试放大阶段,在放大生产的过程中需要研究各工序针对批量放大后,是否需要调整工艺参数。由于批量的成倍放大,导致物料混合时流动和翻转的模型发生变化,所以混合的最佳时间和混合均匀性均需要在当前批量下进行摸索。利用统计学中的方差分析和假设检验可以轻松分析中试结果,并得出科学的结论。
2.最佳混合时间研究
所谓最佳混合时间,即指物料经过混合达到变异系数最小的时间,理论上物料含量的变异系数与混合时间的关系曲线类似一条开口向上的抛物线,最佳的混合时间理论上应该是抛物线的最低点,但是在实际研究中,设计的取样点不可能是连续的,所以我们需要选用的最佳混合时间应该是我们所设计的变异系数最小的取样时间点。
盐酸克林霉素片产品计划生产3个批次,批量为120kg,其中活性成分投料30kg(折干折纯),辅料投料90kg,总混分活性成分含量为250mg/g。每个批次均进行最佳混合时间以及混合均匀性的研究,通过3批的研究结果观察该工序的重现性。
该产品进行总混前所有物料均已投入,总混设备为HTD600型柱式料斗混合机,总混时间设计为20分钟,并且分别在混合10、15、20分钟时停机进行取样,取样点按下图分布进行。

每个点取样3份,取第一份样品检验,另外两份样品封存备用。按上述过程生产后,3批抽样检验结果如下:

?

批次取样点第一批 第二批 第三批10min 15min 20min 10min 15min 20min 10min 15min 20min T5 256.4 247.9 244.8 245.1 247.4 251.8 251.5 246.2 246.7 M6 243.1 248.7 242.4 250.1 247.1 249.3 251.8 246.1 244.1 M7 251.6 245.7 249.5 243.6 247.4 253.4 246.6 249.8 245.8 M8 255.1 250.1 247.1 253.4 249.7 246.7 242.4 246.1 243.2 M9 246.3 251.5 254.3 251.4 246.1 253.5 245.7 249.3 248.7 M10 251.1 249.3 250.4 246.9 249.7 252.7 252.2 252.4 246.6 B11 243.3 246.9 246.9 242.4 246.9 248.2 253.6 251.4 246.8
对于以上结果利用minitab软件分别对其进行正态检验和方差齐性检验,设定显著性水平95%,分析结果p值见下表,由表中数据得知,3个批次的各个时间段抽样的样品均服从正态分布(p>0.05),并且等方差(p>0.05),可进行单因子方差分析(结果见下表)。
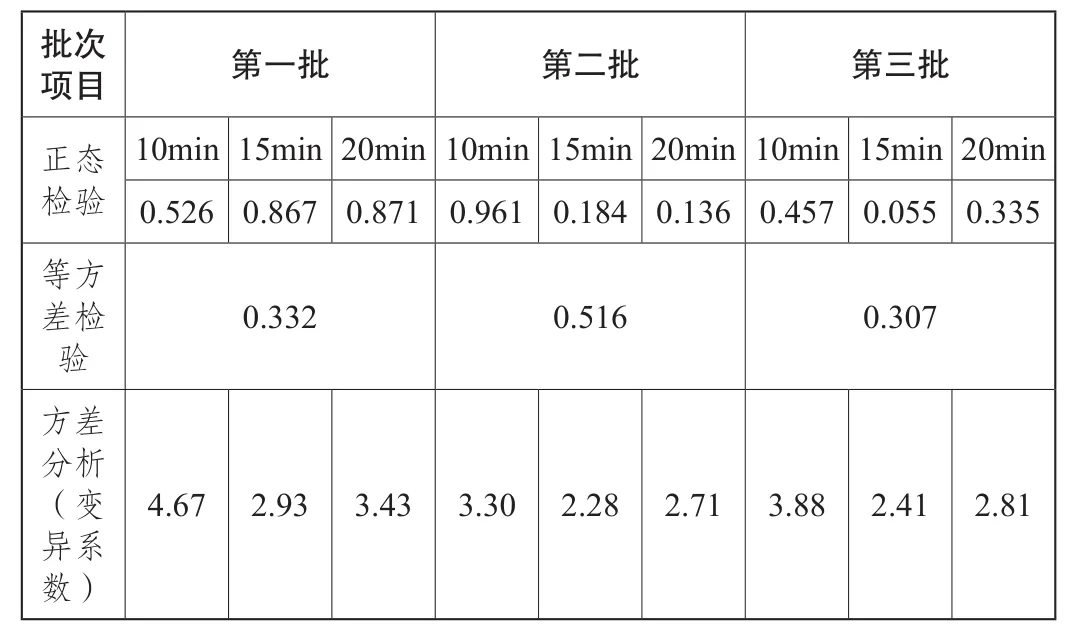
批次项目 第一批 第二批 第三批正态检验10min 15min 20min 10min 15min 20min 10min 15min 20min 0.526 0.867 0.871 0.961 0.184 0.136 0.457 0.055 0.335等方差检验0.332 0.516 0.307方差分析(变异系数)4.67 2.93 3.43 3.30 2.28 2.71 3.88 2.41 2.81
方差分析结果得知,3批中试过程中,总混工序在15min抽样检验的结果变异系数最小,所以在设计的3个时间段内,15分钟为最佳混合时间。
在理论中,最佳的混合时间应该在15分钟左右。但在实际试验中,无法做到在连续时间段内取样,并不能把变异系数与混合时间的相关曲线通过无限多个试验点描绘出来。而且,这个相关曲线只是类似抛物线构型,并没有固定的函数关系,利用少量的试验点建立函数,推算其他的结果也并不精确。所以我们设计了选用一些有代表性的时间点来描绘这个模型。
3.混合均匀性分析
确定了最佳混合时间为15min,但混合15分钟后,混合料仓内的物料是否混合均匀了呢?因为我们试验设计的是独立的时间点,没有模拟出整个时间段的数据,所以15分钟的时间点虽然在设计点中是变异系数最小的,但不一定在该时间点物料就混合均匀了。对此应该通过检验结果对3个批次的混合均匀性进行统一评价。通过假设检验确认3批混合15分钟的产品,在95%的显著性水平下,含量均值是否等于理论处方含量250mg/g。
上面已经对每次抽样的结果进行了正态性检验,所以不需要在重复进行,仅针对15分钟的抽样结果进行单样本的t检验即可。检验结果见下表:

批次项目 第一批 第二批 第三批原假设μ0 μ=250mg/g备择假设μ1 μ≠250mg/g检验临界值 P>0.05(接受μ0),p≤0.05(拒绝μ0)检验p值 0.482 0.134 0.091检验结果 接受原假设μ0 接受原假设μ0 接受原假设μ0结论 无显著性差异 无显著性差异 无显著性差异
由t检验结果得知,3个批次的均值与处方理论均值均无显著性差异,在95%的显著性水平上接受原假设,可认为均值等于250mg/g。
经过统计学的检验,可以确认最佳混合时间15分钟下,物料是均匀的。通过这次试验找到了混合工艺中最合适的时间。从理论上来说,15分钟这个时间点并不一定是最完美的,但在实际试验中几乎不可能找到那个准确的时间点。理论上通过无数次试验是可以达到预定的目标的,但从成本的角度考虑,向理论的最佳时间点靠近一小段都要付出巨大的资金。虽然15分钟是相对有所偏离的参数,但是通过统计学检验可知,结果已经达到我们的预期效果。所以权衡两边的条件下,我们选用了混合15分钟作为日常生产的固定工艺参数。
4.结论
利用方差分析可以快速并准确的判断总混工序的最佳混合时间,通过对各时间段变异系数的比较能直观的反应出各时间段样本的离散程度,把最佳混合时间的结果直接量化出来,利于人工比较,并做出正确的判断。
最佳混合时间下的样本虽然是变异系数最小的样本,但是变异系数最小并不能代表整批产品是否混合均匀。我们通过参数检验,在一定水平上检查样本均值是否等于处方理论均值,可以直观的得出是否等于的结论,这个为我们判断总体的均一性提供了方便快捷的判断途径。
在药品研发和生产过程中都会出现各种不同的数据,这些数据均符合各种各样的统计学分布,利用合适的统计学工具可以有效的分析这些数据,并从中得到有价值的信息,给我们做出正确的决策提供了科学根据。
[1]关蕾.统计过程控制(SPC)在药品生产质量管理中的运用[M].中国医药指南.2013-02-28.
[2]乐健,刘文英,杨静化,安登魁.多元线性模型预测药物的稳定性[N].药学学报.1996-11-28.
[3]陈思源,董敏,樊树海.基于正交试验的新药中试工艺参数设计[J].工业工程.2010-12-15.
[4]王明娟,胡晓茹,戴忠,马双成.新型的药品质量管理理念“质量源于设计”[J].中国新药杂志.2014-05-12.
[5]田祥学,韩文.药品生产质量控制统计学方法及案例分析[J].临床医药文献电子杂志.2015-11-25.
[6]代骏豪,郑强.统计学方法在药学研发生产与质量管理中的应用[J].中国新药杂志2014-06-05.
Statistics Research on Optimum mixing Time and Mixing Uniformity of Oral Solid Preparation
Zhu Renyi, Feng Hong, He Tingxi
(Zhejiang Haixiang Pharmaceutical co ., LTD, Zhejiang, 318000)
In the whole craft process of oral solid preparations, total mixing process is the key step of promoting product evenly, after the total mixing, the quality homogeneity of mixed powder directly affects the consistency between each fi nished product. If the mixed powders do not get mixing uniformity, the dose process will enlarge the quality defects in several times, worsely, it will lead to the invalid treatment for products, or excess dosage and then cause danger to medications. In this paper, it takes the statistics method to study the optimum time and uniformity of total mixing process and provides a scientifi c analysis method.
statistics;variance analysis;hypothesis testing;optimum mixed time;mixed uniformity
T
A
朱仁义(1982-),男,浙江海翔药业股份有限公司,研究方向:制药行业质量管理。
