开缝套筒在切削加工中的应用
2016-02-16郑绍芸
郑绍芸
(广东松山职业技术学院,广东韶关512126)
开缝套筒在切削加工中的应用
郑绍芸
(广东松山职业技术学院,广东韶关512126)
零件外圆柱面夹位过少时,影响切削用量选择,加工时容易松动,从而引起扎刀,工件掉下来,甚至有时夹不住,无法加工,论文通过制作相应尺寸的开缝套筒用于装夹,从而解决了难题。
夹位;松动;开缝套筒;尺寸
【DOI】10.13616/j.cnki.gcjsysj.2016.07.098
1 引言
在机械加工中经常会遇到一些零件装夹位置长度过短,以至夹紧力不足,加工过程中容易掉下来,甚至有的零件无法装夹等问题。如图1所示零件为一套类单个零件,毛坯给出的长度约为100mm,加工顺序是夹住左端,先加工右端内孔、外圆、抛物线,切左端直径台阶槽等部位后,剩下的左端准40mm的内孔就无法加工了,只能切下掉头加工。可是在总长61mm长切下后(长1mm用于掉头平端面)外圆用卡爪装夹(如图2所示)会使装夹面过少,在加工过程中必然会夹不住,即使能夹住,加工时也随时会松动,甚至掉下来,那么如何解决这个问题?
2 采用心轴加工
先夹毛坯左端,拉一刀外圆后(方便掉头可找正),加工右端内孔,在总长61mm长切下(长1mm用于掉头平端面),掉头找正平总长,加工左端内孔,在这些部位加工完毕后只剩下外圆轮廓没加工,这时可以采用如图3所示的心轴装夹,加工抛物线外等外轮廓。
采用心轴装夹加工的弊端:
1)通用性不强,不同直径的内孔需重新加工心轴;
2)装夹次数多,零件位置精度容易超差。
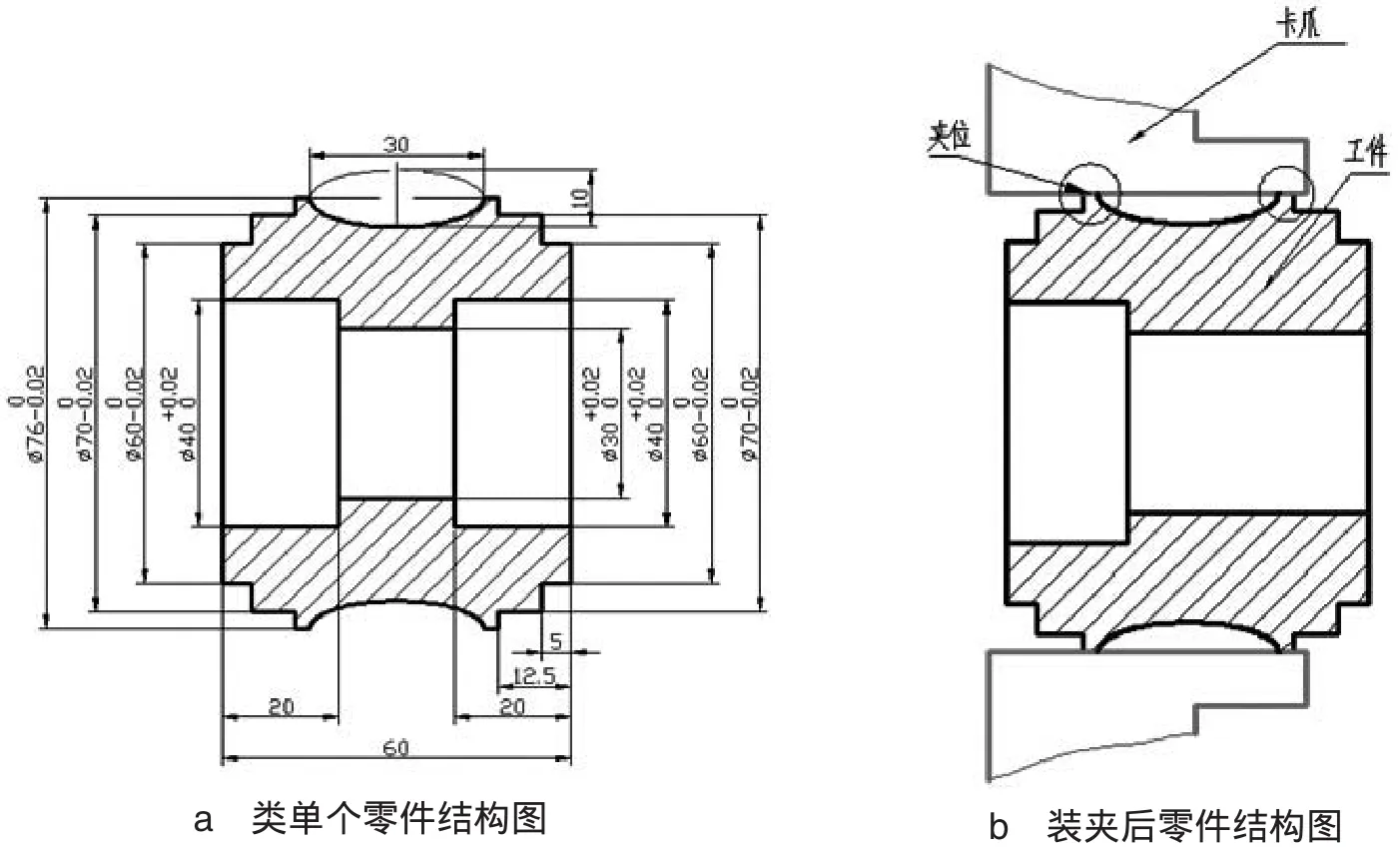
图1 零件结构图
3 采用开缝套筒装夹
开缝套筒装夹加工过程。如图1所示零件可以先夹住毛坯左端,先加工右端内孔、外圆、抛物线,等部位后切下掉头,剩下的左端准40mm内孔,台阶可以在切下后可以用图4所示的开缝套筒装夹加工。开缝套筒内径加工时比零件外径准76mm车小0~0.05mm,长度比中间凸起两边各短1mm,以防止加工左边外圆台阶时发生干渉。同时开缝套筒的开口处要避开卡爪,以防不同心。
开缝套筒制作:
开缝套筒最好采用45#钢加工,这样不容易产生变形。尺寸如图5、表1所示。
D1尺寸应车得比所夹的零件外径大0.03~0.05mm,以保证装夹间隙。经过多次实践准D取1.5mm可以保证多次使用后不容易变形,装夹时能夹紧。L1开口尺寸8~10mm可以在一定范围内装夹不同的外径,扩大装夹范围。
开缝套筒优点:
增加装夹时的接触面积、夹紧力分布均匀、零件不容易变形。压强公式P=F/S可以知道,压力一定,受力面积越大,压强就越小,从以上用开缝套筒装夹图1零件可知,用开缝套筒可以增大装夹接触面,减少每一点的夹紧力是可行的。
4 开缝套筒应用
根据加工零件形状的不同,开缝套筒也可以做成不同形状的,如图6零件是一件两头有螺纹的小轴,加工时给出的毛坯长度仅比零件总长长5mm,加工时只能加工一头后掉头加工。加工一头后,掉头加工另一边时,如果采用螺纹与椭圆中间的圆柱面进行装夹,由于装夹面长度不足,切削用量也不敢选得过大,在加工时会往往容易掉下。这时也可以采用加工好一端后,另一端采用台阶式开缝套筒进行装夹(见图7),让开缝套筒同时夹住了螺纹与椭圆中间的圆柱面、螺纹面,这样可以增大装夹面积,夹紧力分布均匀,在切削零件不易掉下,同时切削用量也可以增大(见图8)。
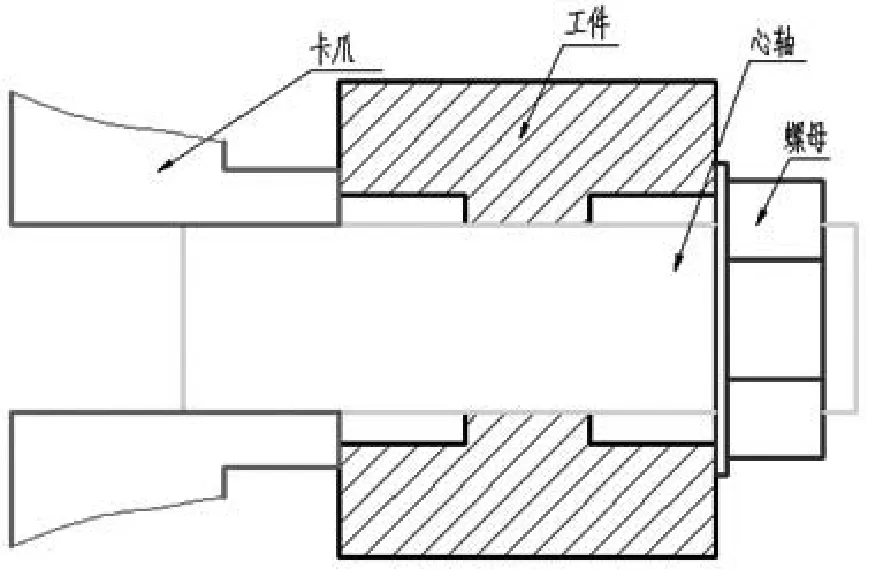
图2 卡爪装夹
图3 心轴装夹
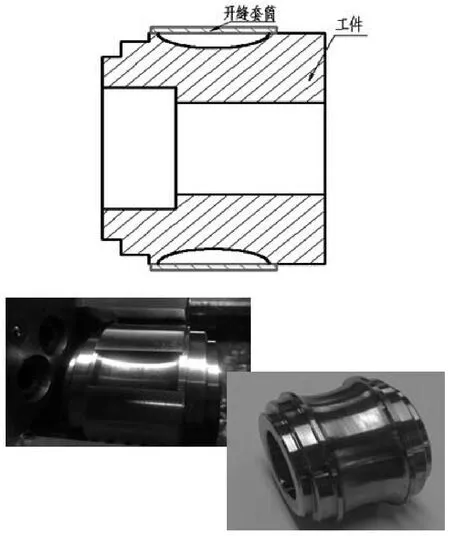
图4 开缝套筒装夹
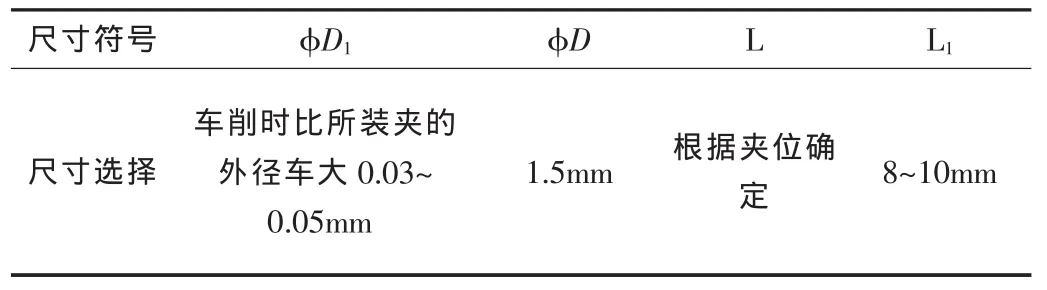
表1 开缝套筒尺寸
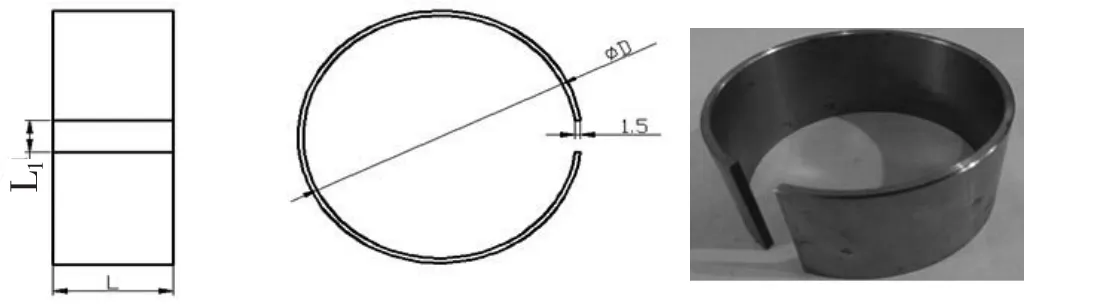
图5 开缝套筒尺寸
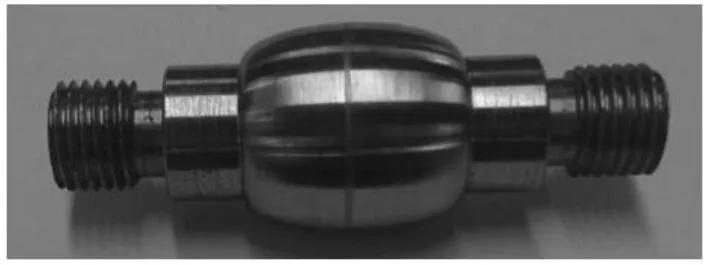
图6 小轴

图7 台阶开缝套筒
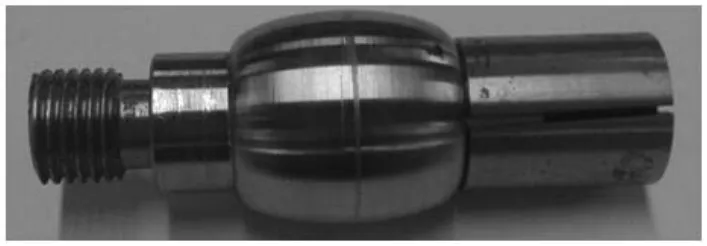
图8 采用台阶开缝套筒装夹小轴
5 结束语
用开缝套筒装夹零件可以大装夹面积,受力均匀,工件不易变形,工件表面不容易刮花,对于不同尺寸与形状的零件表面还可以加工不同形状规格的开缝套筒,这样可以提高加工速度和加工精度,达到较好的经济效益。
【1】仇启源,庞思勤编著.现代金属切削技术[M].北京:机械工业出版社,1992.
【2】庞思勤,于启勋.TiCN基硬质合金刀具切削性能与切削机理研究[J].硬质合金,1995(1):86-110.
Application of Slotted Sleeve in Machining
ZHENGShao-yun
(GuangdongSongshanPolytechnicCollege,Shaoguan512126,China)
When the outer circle ofclip position istoo small, itwill affect the choice ofcuttingparametersand easyto loosenwhen processing, therebycausing the bar to be cut off, thework piece falls off, and sometimes unable to be processed .This paper solved the problemthroughmaking the corresponding size of the slottedsleeveusedforclamping.
clipposition;loosen;slottedsleeve;size
TG506
B
1007-9467(2016)07-0155-02
2016-5-4
郑绍芸(1971~)女,广东汕头人,讲师/工程师/高级技师,从事数控加工技术研究,(电子信箱)zsy6664768@yahoo.com.cn。
