催化氧化法处理含氨工业废气的应用探索
2016-02-13李宝荣宁永淼向三明
李宝荣,宁永淼,向三明,许 柱
(中船重工海博威(江苏)科技发展有限公司,江苏 扬州 225101)
催化氧化法处理含氨工业废气的应用探索
李宝荣,宁永淼,向三明,许 柱
(中船重工海博威(江苏)科技发展有限公司,江苏 扬州 225101)
采用催化氧化工艺处理某化工厂的含氨工业废气,设计了一体式催化氧化脱氨设备,在物料与热量衡算的基础上,进行了脱氨性能测试和能耗分析。结果表明:工业化应用的一体式催化氧化设备在处理中浓度含氨废气时,可通过完善的可编程逻辑控制器(PLC)自动调节控制系统、高效的换热器以及智能化的前端补新风和阻火预处理装置,解决安全和能耗问题;该一体化设备具有很高的脱氨效率和经济性,处理后的废气满足GB 16297—1996《大气污染物综合排放标准》和GB 14554—1993《恶臭污染物排放标准》中的相关规定,应用前景较好。
含氨废气;催化氧化;工艺设计;高效节能
氨被广泛应用于化工、轻工、化肥、制药、合成纤维等合成氨生产领域,多用于制造氨水、氮肥、复合肥、硝酸、铵盐、纯碱等,含氮无机盐及有机中间体、磺胺类药物、聚氨酯、聚酰胺纤维和丁腈橡胶等均直接以氨为原料生产。但氨是有强烈刺激气味的无色气体,可灼伤皮肤、眼睛、呼吸器官黏膜,吸入过多可引起肺肿胀甚至死亡。
合成氨生产的驰放气及生产设备的跑冒滴漏是含氨工业废气的主要来源,其直接排放不仅造成合成氨产品的损失,而且污染环境,威胁人体健康[1]。GB 14554—1993《恶臭污染物排放标准》[2]中规定了氨的最高允许排放浓度(0.2 mg/m3)等限值。随着我国农业和化学工业对合成氨产品需求的增加,以及国家对大气环境保护的重视,高效治理含氨工业废气变得越发重要。
吸收法是目前国内处理含氨工业废气的主要方法。吸收法主要是利用氨的碱性和极易溶于水的特性,利用酸性物质或水吸收工业废气中的氨,从而生成低附加值的氮肥或经精馏冷凝等工序生成液氨。由于回收的吸收溶剂具有挥发性大、腐蚀性强、利用率低和产生二次污染等缺点,故急需在吸收剂的选择和工艺优化方面有所突破[3-4]。生物降解法[5]和氨催化分解技术均因实际工况所限,未能推广应用。催化氧化法是在催化剂的作用下,将氨气氧化分解为氮气和水,完全消除了氨的危害,也不产生二次污染,是一种理想的、具有潜力的治理技术[6]。
现存催化氧化技术仅能处理较低浓度的含氨废气,在工业应用中有一定局限性。本工作针对某化工厂的含氨工业废气,在现有催化氧化技术的基础上进行创新设计,利用智能化补风装置和高效换热装置,在高效处理中浓度含氨废气的同时节能降耗。
1 工艺原理及流程
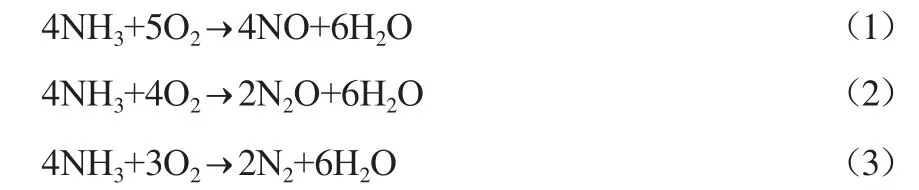
氨气与氧气在高温下主要发生3个反应(见式(1)~(3))。催化氧化技术处理含氨废气的原理是:利用金属氧化物催化剂可以选择性催化式(3)反应的进行,同时抑制式(1)和式(2)反应的进行,从而使氨氧化成无污染的氮气和水。
采用催化氧化法处理含氨工业废气的具体工艺流程是:废气经过预处理设备有效去除灰尘等微细颗粒物,作为冷流进入换热器被净化的高温尾气预热,使其升至一定温度;预热后的废气经过加热器升温至催化剂正常工作温度范围,使含氨工业废气通过催化床,在一定温度范围及停留时间条件下,氨气被选择性催化氧化为氮气和水;该高温净化尾气作为热流再进入换热器预热入口废气。
为了方便设备运输安装,且缩小占地面积,工艺中采用了结构紧凑的一体式催化氧化脱氨设备。它具有完善的基于可编程逻辑控制器(PLC)的自动调节控制系统,可实时监测工作状态和数据。通过温度仪表检测催化床温度,以此来调节加热器功率和前端补风阀,使温度控制在催化剂正常工作的温度范围,以保证其使用寿命;前端安装有阻火器和过滤器,作为预处理设备,具有安全保护功能的同时可有效去除颗粒物;换热器具有较高换热效率,充分利用催化床出口的高温净化气体,起到系统节能的作用。
采用催化氧化法处理中浓度的含氨废气,可以充分利用氨在氧化过程中的放热,减少系统能耗,利于市场应用推广。
2 工程案例
某化工厂的含氨废气:常温常压,风量850 m3/h,主要污染物为氨气(含量约0.9%(φ,下同)),含少量颗粒物(质量浓度不超过100 mg/ m3),不含硫、磷、卤化物、重金属等易导致催化剂中毒的物质。
2.1 工艺设计
根据废气工况进行工艺设计。氨气在空气中的爆炸极限为15%~28%,根据HJ/T 389—2007《环境保护产品技术要求 工业有机废气催化净化装置》[7]的要求,进入催化反应器的气体中氨气含量必须低于3.75%,该工况下氨气浓度远低于此限值。
该工艺所用催化剂为颗粒状催化剂,设计空速为10 000 h-1,工作温度范围390~460 ℃,催化剂耐温上限为500 ℃,为了控制催化反应器中催化剂的温度,保证系统安全性,需要补充新鲜空气。
为了满足设计要求,考虑前端设备漏风和补风,并在废气原参数的基础上增加设计余量,最终设计输入的废气量为950 m3/h,氨气含量为1.0%。
2.2 工艺流程
废气(950 m3/h,25 ℃,1标准大气压,氨气含量1.0%,颗粒物质量浓度不超过100 mg/m3)与新鲜空气(补风)混合后,先经预处理器中的过滤装置,将废气中颗粒物质量浓度降至不超过20 mg/ m3;再由风机送入换热器,该混合气与催化反应后的高温气体进行换热,达到一定温度后进入加热器;加热器将气体加热至催化剂的工作温度(390℃)后进入催化反应器;在催化反应器中,氨气在催化剂、O2和适宜温度下转换为氮气和水,同时放出能量加热催化剂;反应后的高温尾气进入换热器预热废气后排放。工艺流程图见图1。S1~S5分别为各物流线的标号。
整个流程的热量在启动时由加热器提供,此时加热器的功率较大,待废气在催化反应器中反应放热,使系统稳定运行后,加热器功率可恢复至较小的工作功率。对于氨气在催化反应器中反应放热导致的温升,若超出了催化剂的工作温度范围,可以通过补充新鲜空气降低氨气含量,从而保证温度和安全。设备正常运行情况下,由于换热器节能及催化反应器升温作用,加热器工作功率较低,理想情况下加热器可停止工作,系统即可自运行,极大减少了运行能耗。
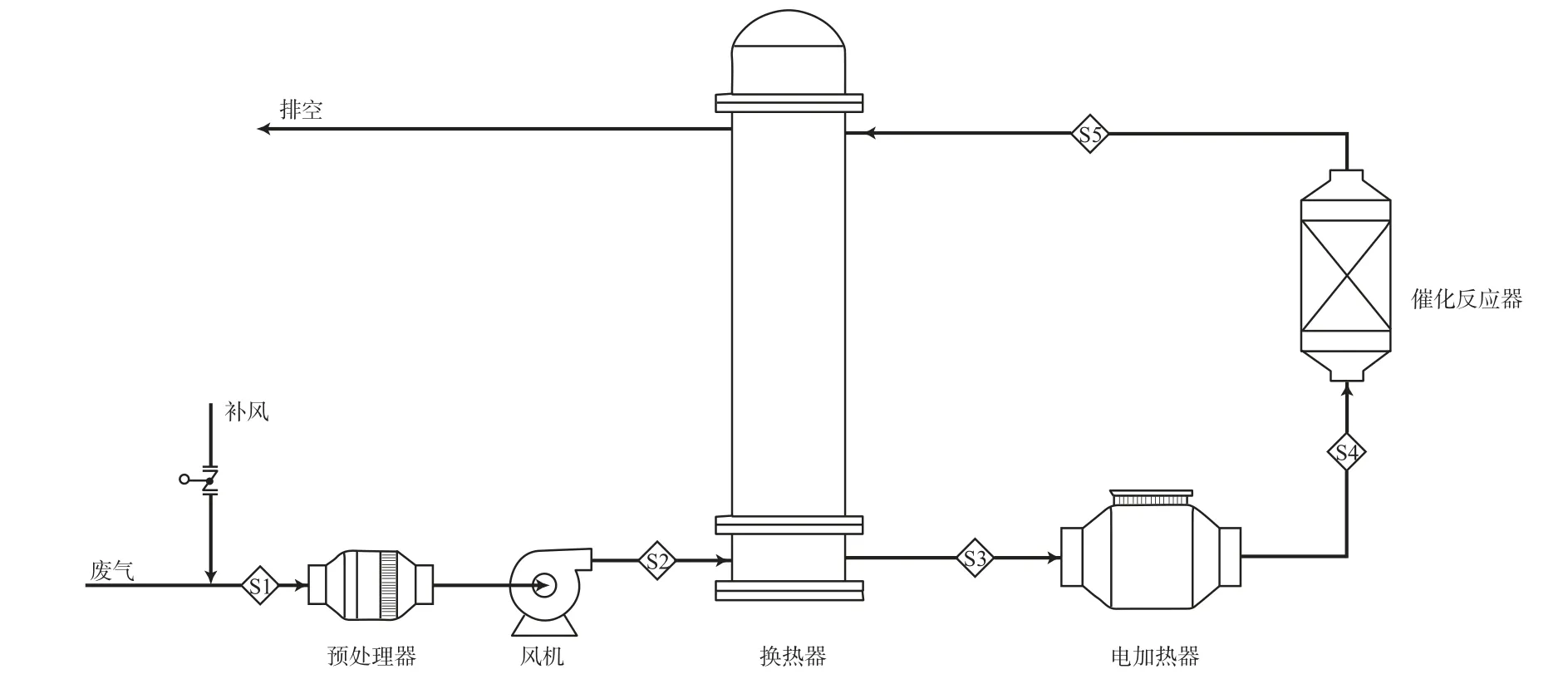
图1 工艺流程图
2.3 物料与热量衡算
参照文献[8],利用Aspen软件,对上述工业脱氨工艺流程进行物料与热量衡算。由图1可知,入口物流共有两股:含氨废气与新鲜空气。由于废气设计输入条件的氨气含量(1.0%)在正常工作条件下可使催化反应器的出口温度超出上限(460℃),故需持续补风,补风量为418 m3/h。物料衡算结果见表1。
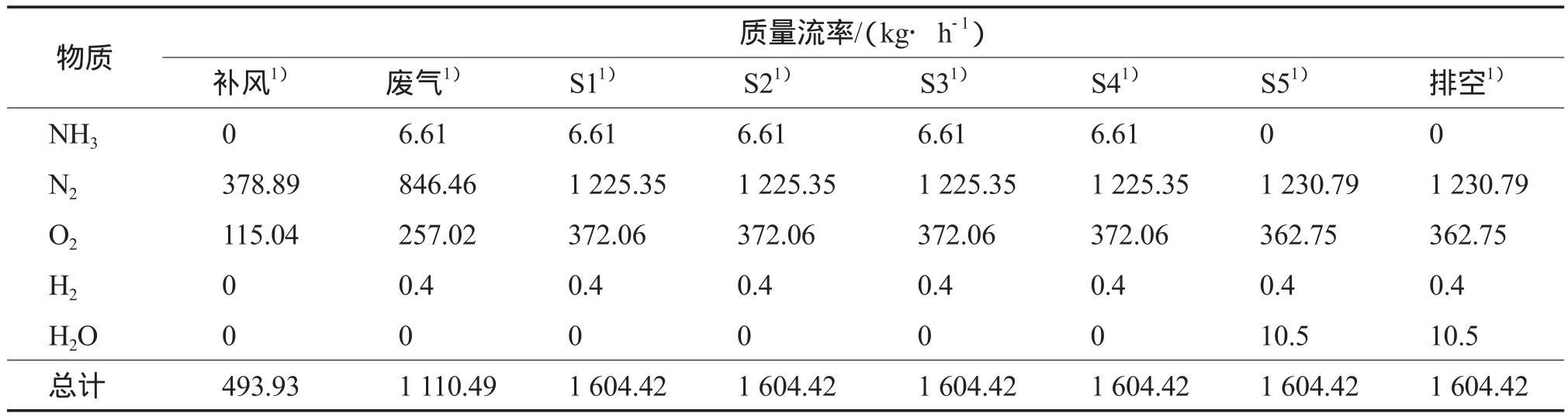
表1 物料衡算结果
表1显示了不同物质在各物流线中的质量流率和总质量流率。由表1可见,该工艺流程符合质量守恒和物料守恒。
该工艺流程中,物料的动能、势能或对外界所作之功,对于总能量变化的影响甚小,可以忽略。因此,可将能量守恒定律简化为热量衡算。进行热量衡算,可以确定为达到一定的物理或化学变化须向设备传入或从设备传出的热量;根据热量衡算结果可确定加热剂或冷却剂的用量以及设备的换热面积,或可建立起进入和离开设备的物料的热状态(包括温度、压力、组成和相态)之间的关系。热量衡算往往需要与物料衡算联立求解。经计算,为了使该工艺流程按照预定的效果运行,换热器的输入功率要达到138.6 kW,加热器在工作状态下的功率为28.8 kW,启动过程中加热器的空载功率为43.0 kW。以上参数可作为各分机设备设计选型的依据。
2.4 脱氨性能测试
依据上述条件设计生产出的一体式催化氧化设备,在安装调试完成后,为保证设备现场运行的稳定性,在模拟实际工况(模拟废气由氨气(气源为氨气钢瓶)通入水中后挥发产生)的试验中进行了脱氨性能测试,对其催化氧化脱氨性能进行了多次检测。其中,氨气含量采用Porta Sens Ⅱ型气体检测仪(美国ATI公司)进行检测,温度采用XSSBWRN-430型温度变送器(天津迅尔仪表科技有限公司)结合PLC自动控制进行实时测量和显示,具体测试数据见表2。
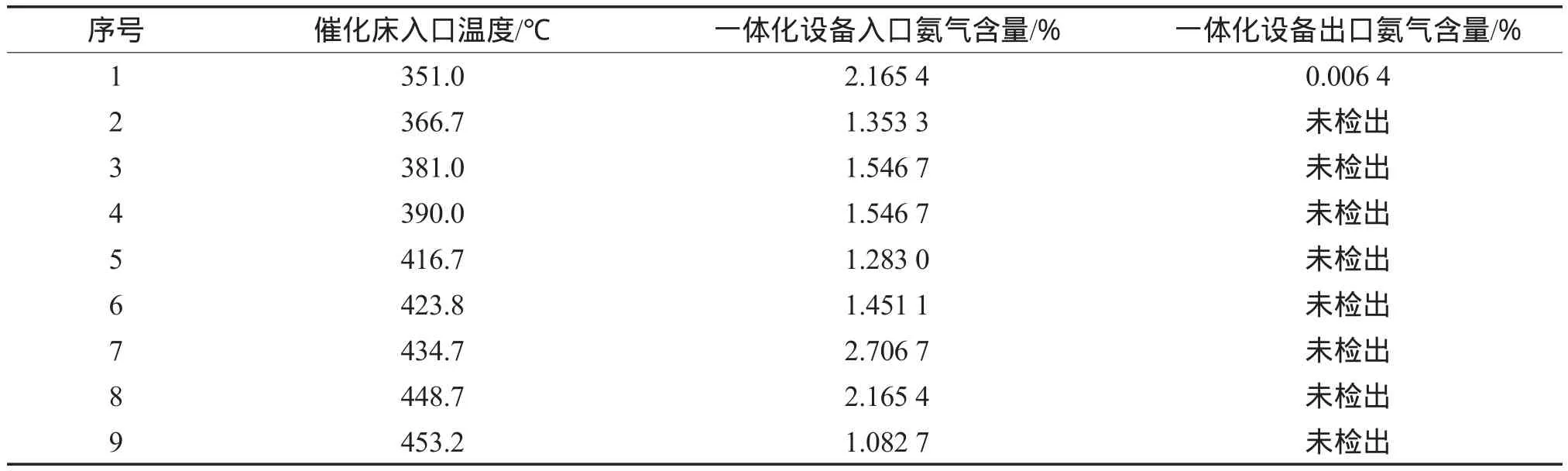
表2 催化氧化脱氨性能测试结果
鉴于模拟废气中的氨气含量很难及时精准控制,故表1中的入口氨气含量并未精确控制在1.0%,但从检测数据可以看出,在催化剂的正常工作温度范围(390~460 ℃)内,该一体式催化氧化设备在处理1.0%及以上含量的氨气时,出口氨气含量均在检测限以下。在检测过程中,同时测定了出口氮氧化物的含量,并未检测出NO2;NO含量控制在0.005%以内,并随催化床入口温度的升高NO含量呈上升趋势。测试结果完全满足GB 16297—1996《大气污染物综合排放标准》[9]和GB 14554—1993《恶臭污染物排放标准》中的相关规定。为了检测一体式催化氧化设备的长期稳定工作能力,每隔半个月进行一次上述性能测试试验,根据设备正常工作1个月的3次测试数据,发现设备性能并未出现明显下降,但该结果还有待于进一步的长期检验。
2.5 能耗分析
依据工艺设计和物料衡算进行了一体式催化氧化设备中换热器的设计[10],并在模拟实际工况的试验中进行了换热器的性能测试,通过测量换热器冷流进出口温度和热流的进出口温度可求得换热器的换热效率,具体测试数据见表3。由表3可见,一体式催化氧化设备中换热器的换热效率很理想。在正常工作情况下,换热器可节能约81.3 kW的热量。另外,系统中的电加热器在换热器正常工作的情况下,工作功率可降至27.7 kW,约是启动功率的三分之二。综上所述,高效换热器的加入使一体式催化氧化设备降低了能耗,正常工作时每小时节约电费约50元。

表3 换热器性能测试结果
3 结语
a)催化氧化法处理含氨工业废气与吸收法、生物降解法等传统方法相比,具有消除彻底、不产生二次污染,且能耗较低的优势,是一种值得推广的工业含氨废气治理工艺。
b)工业化应用的一体式催化氧化设备在处理中浓度含氨废气时,可通过完善的PLC自动调节控制系统、高效的换热器以及智能化的前端补新风和阻火预处理装置,解决安全和能耗问题。该一体化设备具有很高的脱氨效率和经济性,处理后的废气满足GB 16297—1996和GB 14554—1993中的相关规定,应用前景较好。
[1] 李梁萌. 含氨废气处理技术探讨[J]. 中氮肥,2015(3):14 - 16.
[2] 国家环境保护局科技标准司. GB 14554—1993 恶臭污染物排放标准[S]. 北京:中国环境科学出版社,1994.
[3] 刘清华,彭志群,刘发安. 小议含氨废气的吸收及其工艺比较[J]. 化学工程与装备,2011(7):204 -206.
[4] 王刚. 炼油恶臭污染治理技术在中国石化天津分公司的应用实例[J]. 化工环保,2014,34(3):235 -239.
[5] 梁永坤,全燮,陈景文,等. 生物过滤法处理含氨废气研究[J]. 环境科学学报,2000,20(5):518 - 522.
[6] 梁春霞. 铜基催化剂选择催化氧化氨性能研究[D].大连:大连理工大学,2011.
[7] 国家环境保护总局科技标准司. HJ/T 389—2007 环境保护产品技术要求 工业有机废气催化净化装置[S].北京:中国环境科学出版社,2008.
[8] 陈声宗. 化工设计[M]. 3版. 北京:化学工业出版社,2012:63 - 81.
[9] 国家环境保护局科技标准司. GB 16297—1996 大气污染物综合排放标准[S]. 北京:中国环境科学出版社,1997.
[10] 中国石化集团上海工程有限公司. 化工工艺设计手册[M]. 4版. 北京:化学工业出版社,2009:611 -619.
(编辑 魏京华)
Application of catalytic oxidation process in treatment of ammonia-containing industrial waste gas
Li Baorong,Ning Yongmiao,Xiang Sanming,Xu Zhu
(CSIC Haibowei Technology Development Co. Ltd.,Yangzhou Jiangsu 225101,China)
The catalytic oxidation process was employed to treat the ammonia-contained industrial waste gas from a chemical plant. The integrated catalytic oxidation equipment for ammonia removal was designed and the performance test and energy consumption analysis of the equipment were carried out on the basis of material and heat calculations. The test results show that:When the integrated catalytic oxidation equipment is used in treatment of industrial waste gas with middle concentration of ammonia,the problems of security and energy consumption are solved by perfect units of automatic control system with programmable logic controller (PLC),high-effi ciency heat exchanger and intelligent inlet device for air supplement,pretreatment and fi re resistance;The integrated equipment has high ammonia removal efficiency and economical efficiency,and the treated gas meets the national standards of GB 16297-1996 and GB 14554-1993,indicating good industrial application prospects of the equipment.
ammonia-containing waste gas;catalytic oxidation;process design;effi cient energy saving
X511
A
1006-1878(2016)04-0449-05
10.3969/j.issn.1006-1878.2016.04.018
2016 - 01 - 14;
2016 - 04 - 12。
李宝荣(1989—),女,山东省临沂市人,硕士,助理工程师,电话 18252725081,电邮 libaorong@haibowei.com.cn。
