雷达发射机柜电子装联新工艺技术的应用
2016-02-09王晶
□王晶
中国电子科技集团公司 第38研究所 合肥 230031
雷达发射机柜电子装联新工艺技术的应用
□王晶
中国电子科技集团公司 第38研究所 合肥 230031
某新体制雷达发射机柜装联关系复杂,传统的电子装联工艺技术难以满足要求,为此设计开发并应用了矩形连接器短接技术、电缆扎制技术和电连接器灌封技术,提高了该雷达发射机柜电子装联的可靠性和稳定性,并使发射机柜的走线条理更清晰,且整齐美观。
为满足我国现代国防装备的发展,需要不断生产制造出高性能、高可靠性的雷达装备。雷达装备的质量除了精心设计电路、整机结构及正确选用元器件外,还要有优良的工艺来保证[1]。电子装联工艺设计是雷达生产制造过程中一个极其重要的环节[2],直接影响雷达产品的各项性能指标和战备可靠性。
新体制雷达装备生产过程相对复杂,传统的电子装联工艺技术难以满足要求,需要研发新的电子装联工艺技术来保证。笔者提出了一种针对L波段雷达发射机柜的电子装联工艺技术,以提高雷达发射机柜电子装联的可靠性和稳定性。
1 发射机柜结构分析
L波段雷达是大功率雷达,整个发射系统由前级功放组件、末级功放组件、发射机、电源、控保分机等组成,发射机柜承载了各发射分系统,并构成一个整体。根据发射系统的电讯需要,发射机柜的外形结构尺寸设计为880 mm×670 mm×2 054 mm,如图1所示。
发射系统内的分机、接插件及组件数量多,设计选型了多种型号的电连接器,上千个接线端子需要互联互通,造成整个发射系统接线关系复杂,电缆走线集成度高,电子装联过程控制难度大[3]。
2 发射机柜走线原则
发射机柜内部走线需能抑制因电缆走线相互交叉而产生的相位干扰,降低导线间静电耦合、电磁耦合对发射系统电讯信号产生的影响,同时需减小导线损耗,避免导线损伤,力求走线合理、整齐美观[4-5]。走线需要满足以下要求。

图1 发射机柜结构尺寸
(1)控制线、信号线、交直流电源线、大电流线分开走线,减小线束之间的相互干扰,以及在电磁兼容方面产生的影响[6-7]。
(2)导线的布设有利于查看和调整接插件或装配件,方便现场维修、更换。
(3)线束相对固定,不能有松动现象,避免雷达整机在作战或演练运输过程中出现线束松动,进而造成连接点因受力而脱落。
3 关键工艺技术
3.1 预处理工艺技术
设计选用ASTVR、AF-200、QLF11121等型号不同规格的线缆作为发射机柜连接线,整个发射系统需要800多条不同长度的线缆,才能连接起发射机柜的背板、分机、组件,以及接插件的接线端子,形成封闭的发射系统。为提高发射机柜的装联质量和产品可靠性,减小线缆制作不良率,导线和电缆进行预先下料,并采用焊前预处理工艺技术。
根据电缆在机柜内的实际走线和线扎制作长度进行下料、剥头和镀锡,多芯电缆的芯线在镀锡前采用并拢和捻紧的处理工艺。电连接器接线端子与线缆同期进行预镀锡处理,去除接线端子表面氧化层,控制镀锡时间和温度,避免焊锡浸润面积过大,造成后续装焊产生的不良或安全隐患[8]。
控制已预处理的线缆和电连接器接线端子的存放环境温度、湿度及存放时间,以保持良好的焊接效果和性能。
3.2 矩形连接器短接技术
电连接器用于实现信号的传输、控制,以及电子与电气设备之间的电连接,是复杂光电系统中的重要部件。发射机柜内的背板、分机、组件上安装了大量XCG系列圆形连接器和CJ19系列矩形连接器等电连接器,存在矩形连接器的多个接线端子与同一条信号电缆芯线连接的接线关系。为了提高信号电缆芯线的装焊稳定性和可靠性,设计了短接连接片,利用短接连接片将电连接器中与同一条芯线焊接的接线端子短接,采用锡焊将短接片与接线端子焊接为一体,并在需要接线的接线端子上做出标记,如图2所示,以便与信号电缆装焊。这样解决了同一条信号电缆芯线与多个接线端子跨接焊接的难题,提高了电连接器多个接线端子与同一条芯线的装焊可靠性和稳定性。
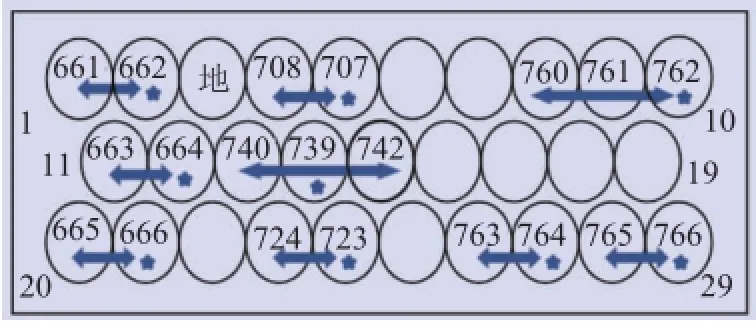
图2 接线端子短接及标记
短接连接片如图3所示,由薄铜板加工而成,在薄铜板上线切割系列安装孔,系列安装孔的孔距与接线端子结构尺寸相匹配,比接线端子的直径大0.05~0.1mm。短接连接片表面处理为与连接器接线端子相同的涂覆层。
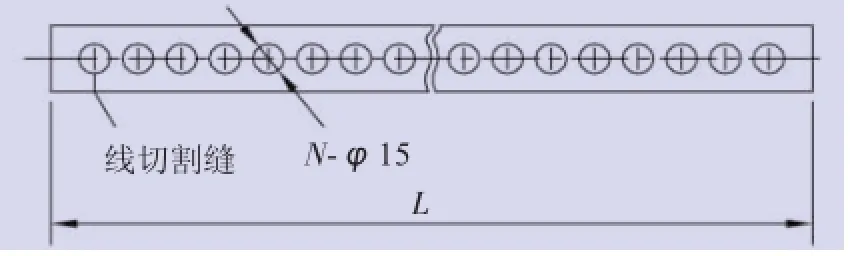
图3 短接连接片
3.3 线缆扎制技术
将发射机柜内走线路径、特性一致的线缆制作成线扎,提高机柜内电缆走线美观性、一致性及装焊效率。模拟发射机柜装焊情况,制作出类似机柜的线束骨架,机柜上安装的连接器可精确对位安装。
(1)将线扎中的各种导线和电缆,包括主干、分支和单根线用粗实线绘制,在计算机辅助设计软件中按1∶1制作线扎样板图,如图4所示,并打印设计好的线扎图样。
(2)试制首件,验证线扎图样的正确性和合理性。利用打印出的线扎图样制作线扎模板,在线缆上标出允许使用的标记,标注出导线的位号、长度、始端、末端等相应信息。

图4 线扎样板图
(3)各单根导线与线扎的轴线相平行,不允许交叉线扎。绑扎线束时线扣在导线束下方,线扣应拉紧,绑扎间距一般为20~30 mm或紧挨线束分叉处两侧扎线扣。在线束每个分叉上套入符合长度要求的热缩套管,分支线到焊点应留一两次(8~20 mm)焊接余量。
3.4 连线焊接技术
将制作完成的线扎安装、固定在机柜内部,对应设计图纸接线关系进行装焊,没有制作成线扎的特殊电缆单独焊接。焊接过程中控制烙铁温度和焊接时间,杜绝用手直接接触器件镀金、镀银表面[9],防止器件发生氧化和磨损。焊接后及时清洗净焊剂。
导线要紧贴机柜柜壁和机柜搁板走线,电缆线束需弯曲时,弯曲半径不得小于2倍线束直径。连接器出线处应有可自然弯曲的圆弧,弯曲半径不得小于5倍线束直径。对于活动部位,连线应保证活动部位移动最大限度,不能紧绷受力。导线套软塑料管或网套绝缘保护,利用线夹固定线缆。
3.5 连接器灌封技术
连接器尾部灌封是在特殊环境应用条件下采取的一种增加可靠性的工艺措施。对发射机柜内电源电缆与连接器连接部位的焊点位置应用硅橡胶灌封。考虑到硅橡胶的流动特性,设计了专用封装夹具。固定灌封后的连接器避免了硅橡胶的溢流,硅橡胶固化24 h后取出封装夹具[10]。这样增大了电源电缆绝缘皮与硅橡胶的粘接力,保护了焊点,防止电源电缆在插拔过程中产生的作用力影响到焊点,同时密封了电源电缆连接器尾部,避免水气对电源电缆产生影响。
3.6 防静电与多余物控制
整个发射系统内含有较多的静电敏感器件,由于静电损伤不易被觉察,甚至不容易被检测到,从而可能成为安全隐患。发射机柜的组装、焊接、自检过程要严格采用防静电保护,员工穿戴防静电工作服、工作鞋、手套和防静电护腕,工作台面、货物存放架进行防静电接地,做好静电释放,确保敏感器件质量。
机柜装焊过程中会掉落一些导线头、残余焊料、焊渣、垫片、螺钉等多余物。这些多余物在机柜内存在致命危害性,必须在整个机柜装联过程中对多余物严格控制。工作现场设置多余物存储盒及吸尘器等专用清理工具,及时清理工作中产生的多余物,消除多余物在机柜内存在的安全隐患。
4 结束语
L波段雷达发射机柜电子装联过程中应用了矩形连接器短接技术、线缆扎制技术和连接器灌封技术,同时采取了防静电与多余物控制措施,提高了发射机柜电子装联的可靠性和稳定性,同时也使发射机柜的走线条理更清晰且整齐美观,为后期的调试、维护和维修提供了方便。
[1]陶红,张仕明,郭继慧,等.信息采集控制中心电装工艺设计[J].信息通信,2015(9):45-47.
[2]董振强,巩春源.电子装调质量控制[J].航天工艺,2000(3):23-26.
[3]吴汉森.电子设备结构与工艺[M].北京:北京理工大学出版社,1995.
[4]李晓麟.电子装联技术讲座2:实用电子装联技术 第二讲 整机装焊[J].电子工艺技术,2002,23(1):42-44.
[5]蔡建军.电子产品工艺与标准化[M]北京:北京理工大学出版社,2008.
[6]曹永新,田波.车载电子设备机柜布线工艺设计[J].电子工艺技术,2003,24(6):266-268.
[7]袁惠民,方杰.机电产品电磁兼容性设计与测试的应用研究[J].装备机械,2012(1):33-37.
[8]王晶.一种S波段前级组件装调一体化工艺技术[J].装备制造技术,2011(12):169-170,180.
[9]赵荣兴,傅戈雁,张国琴.光器件金属材料的激光焊接试验研究[J].机械制造,2012,50(9):41-43.
[10]王建华.环氧树脂绝缘件气孔形成原因分析及改进措施[J].上海电气技术,2014,7(4):12-14.
Since the newsystem of radar transmitter cabinet had complex relationship for fixing and linking and the traditional electronic technology for fixing and linking could not meet the challenge so that the rectangular connectors with short-circuit technology,cable tying technology and encapsulation technology for electric connector were designed,developed and put into use.These technologies can improve the reliability and stability of electronic fixing and linking of the radar transmitter cabinet and make the transmitter cabinet more rationale in wiring and esthetic in appearance.
雷达;发射机柜;电子装联
Radar;Transmitter Cabinet;Electronic Fixing and Linking
TH123
A
1672-0555(2016)04-010-03
2016年5月
王晶(1976—),男,本科,高级工程师,主要从事雷达产品加工工艺研究与精益生产管理工作
