球化包芯线的生产及使用控制要点
2016-02-09
(禹州市恒利来合金有限责任公司,河南禹州461670)
球化包芯线的生产及使用控制要点
闫启栋
(禹州市恒利来合金有限责任公司,河南禹州461670)
概要:介绍了球化包芯线相比于其它球化处理方法的优点,同时重点介绍了球化包芯线生产关键控制要点和产品特性及在实际应用中的注意事项。
包芯线;球化处理;生产应用
喂线球化处理技术是将球化包芯线用自动化喂线装置,以一定的速度和长度,连续、均匀地送入铁液处理包中适当位置启爆,在适宜的铁液温度及铁液深度下被熔化吸收,进行稳定、受控的球化处理方法。图1和图2分别为喂线处理工艺图和原理图。
球化包芯线为将欲加入铁液中的球化合金破碎成一定的粒度,然后用冷轧低碳钢带将其包覆,成为一条具有任意长度的线缆状球化剂。

图1 喂线处理工艺图

图2 喂线处理原理图
1 喂线球化的特点
1)充分利用镁的球化优势,有利于获得细小、圆整的石墨球。镁是球化能力最强的元素,但镁的沸点仅为1 107℃,用冲入法很难提高球化剂中镁的含量,一般小于10%,球化包芯线中镁的质量分数一般都有24%~31%.
2)合金加入量少,产生渣量少,铁液纯净度高。采用传统冲入法生产球墨铸铁,铁液中的渣量多,特别是比重较大的稀土氧化物和硫化物不易从铁液中上浮,影响球铁综合性能,而包芯线处理后的铁液产生的渣量少,由于镁的反应产物M g O、M g S比重较轻,易从铁液中上浮而和铁液分离,因而减少夹渣、气孔等缺陷,提高铸件综合性能。
3)由于合金加入量低,且增Si少,可增加回炉料的比例到70%.例如在某公司的条件下,用冲入法球化处理时球化剂加入质量分数为1.2%~1.3%,用包芯线生产加入质量分数为0.8%以内。
4)通过采用盖包,增加除尘系统,处理时烟尘少,镁光弱,环境得到了改善。
5)整个过程实现自动化操作,精确控制,人为误差少。
6)球化剂加入量少且不需覆盖剂,铁水处理时产渣少温降低,出炉温度可降低20℃~30℃,在保证浇注温度的前提下节约了熔炼成本。
所以喂线球化正以其环保性、经济性以及球化品质的可靠性、可控性等优势,被愈来愈多的企业所采用。
2 包芯线的要求及质量控制
包芯线作为喂线球化的球化剂材料,其质量的稳定性、一致性和正确的使用是保证球化质量的前提条件。
球墨铸铁生产中包芯线按芯料分类:主要有纯镁线、高镁线、混合线等。图3为包芯线截面。目前最常用的为镁的质量分数4%~31%、10 mm和13 mm的高镁合金线,其芯料由纯镁、硅铁、稀土等合金熔炼而来,该工艺生产的芯料易形成Si-M g相,反应相对平稳,同时采用合金料保证了成分的稳定性。制线钢带接口采用机械咬合方式成型,特点为密封性好,芯料充填紧密,单位长度芯料质量误差小。

图3 包芯线截面
2.1 优质咬合式高镁包芯线的生产工艺流程
优质咬合式高镁包芯线的生产工艺流程如图4所示。
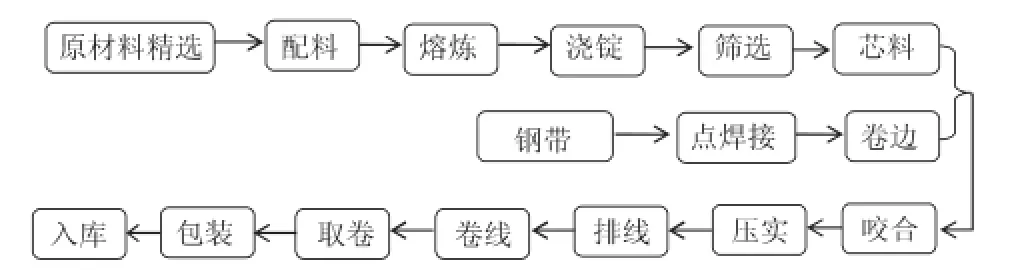
图4 球化包芯线生产工艺流程图
2.2 包芯线芯料质量要求及控制
2.2.1 包芯线芯料要求
成分均匀稳定、一致及粒度级配合理且氧化镁含量低。表1为包芯线芯料化学成分,表2为包芯线的物理特性。

表1 包芯线芯料化学成分

表2 包芯线的物理特性
要求粒度0.1 mm~2.5 mm且级配合理,包芯线芯料粒度低于0.1 mm和超过2.5 mm的芯料质量不能超过总质量的5%.超过2.5 mm的颗粒超标后会造成包芯线重量不稳定,低于0.1 mm的料内M g O含量高、且安息角大、流动性差;M g O含量高的芯料中R e、C a等氧化物含量也高,因有效球化元素减少而影响球化质量,同时因加大喂线量而增加成本。
2.2.2 芯料生产控制要点
1)炉料除锈、纯净度高、配料准确、块度均匀符合熔炼要求;
2)合理的炉内布料,减少镁锭与炉壁的接触,进行覆盖保护减少与空气的接触;
3)小于40目的粉料严禁使用,减少氧化镁带入量;
4)根据镁的熔化特点控制中频炉功率,待镁锭熔化后快速升温到出炉温度充分搅拌出炉,减少高温停留时间、保证成分均匀;
5)采用水冷锭模并调整好炉口与锭模的距离,保证快速出炉、快速凝固,减少合金液在锭模中高温停留时间,减少M g的氧化和成分偏析;
6)严格合金锭破碎工艺,防止合金二次氧化。
图5、图6分别为芯料的熔炼及水冷锭和合金锭。

图5 芯料的熔炼及水冷锭模

图6 芯料合金锭
3 包芯线生产过程质量控制
3.1 包芯线质量要求
无虚包、无开缝、无破裂、不漏料、无锈蚀、无油污,具有良好的粉剂充填均匀性和紧实性,以及良好的防潮和防漏性;具有最大可能的粉剂填充量,并有足够的抗弯与抗扭强度,以符合能将其卷成螺旋形输送的要求;避免喂线过程易出现的断线、卡线及加料不均,影响球化质量的现象。
3.2 包线生产过程质量控制要点
1)钢带:要求材质符合G B/T 716G B/T 11253的优质低炭钢,延伸率38%,不允许有漏洞、折叠、毛刺、卷边、波浪弯、锈蚀等缺陷;
2)钢带对接用点焊方式,对齐焊牢,严禁出现镰刀状弯曲现象;
3)加强出线口包芯线的质量检验,配置涡流虚包传感器检测包线的变化,同时设置专人检验;
4)在每卷线首、尾部各取1 m,测量重量及芯线直径,记录并标识留样;
5)每盘线长度控制在3 000 m左右,每千米接头控制在一个以内,控制接头数量减少卡线。
图7、图8分别为包芯线制线机及制线在线检测。

图7 包芯线制线机

图8 制线在线检测
4 喂线球化过程控制要点
使用优质的包芯线是生产高品质球铁重要的、但不是唯一的因素;S、O、T i、P b、A s等反球化元素含量低且稳定的优质的原铁水、稳定的喂线球化处理工艺等也是生产高品质球铁必不可少条件,使用过程要注意以下控制要点:
1)球化线、孕育线在射入铁水包过程中,不允许碰包壁,尽可能从铁水横截面中心接近90°角射入包底。
2)喂线机喂线导管应及时清理、保持畅通,导管与包盖口要对准,偏斜时立即调整。
3)喂线机给线齿轮要检查是否磨损,每班清理,防止因齿间油污、杂物填堵引起包芯线打滑,产生虚送或喂线速度低于要求现象。
4)孕育线的喂线速度与球化线喂线速度同步,原则上是球化、孕育同时结束,如果工艺许可孕育线结束时间可略微迟后几秒。
5)球化包要求铁水在包内的高径比达到1.2∶1,铁水液面距包口空间高度大于400 mm,每次出铁量尽可能准确,根据出铁量调整喂线速度和喂线长度。
6)每次喂线球化时,要控制球化包内径的变化,球化包包口要修平整、包盖经常清理保持平整,尽量减少镁的逃逸和铁水飞溅,同时要经常不定时疏通除尘及进线通道。
7)喂线速度:喂线速度设定的原则为球化线起爆点控制在距包底100 mm以内,喂线球化技术基本理论已成熟,并总结出一套用于计算喂丝速度的经验公式:

其中:V—喂线速度,m/m in;D—处理铁水的实际深度,m;K—修正系数。影响因素有球化铁水量、铁水在包内的平均直径、球化温度等,可达到不用进行试验而直接用于生产的水平。
8)喂线长度,球化反应时间的长短是由长度来决定的,不能以冲入法球化反应时间为依据来反推喂线长度:

其中:L—喂线长度,m;ΔS—球化后硫与原铁水硫之差,%;w(M g残)—残余镁质量分数,%;Q—处理铁水量,kg;μ—M g的吸收率,%;q—每米包芯线芯料重量,kg/m;w(M g)—包芯线芯料中镁的质量分数,%;T—球化处理温度,K.
9)原铁水含S量和温度的稳定:在满足熔炼及浇注工艺的前提下,出炉温度要选择合适且稳定,因为含S量和铁水处理温度直接关系到M g的吸收率。
10)关于喂丝球化后的喂丝孕育问题:孕育剂即可用喂丝线喂入,当使用75硅铁孕育时亦可加入喂丝球化前铁液上面,为了加强孕育效果,转包浇注工艺中转包时可用0.3%左右孕育剂孕育,并浇注时进行随流孕育。总的原则是,为防止球化和孕育的衰退,在球化完成后,10 m in内浇完铁液。

图9 大量存留的球铁回炉料

图1 0喂线球化站
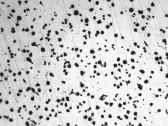
图1 1冲入法球化金相
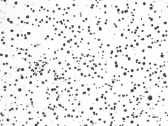
图1 2喂丝法球化金相
5 应用实例
5.1 无箱水平线生产汽车用卡钳类小件的工厂
铸件工艺出品率在35%~45%,长期积累上千吨回炉料,使用喂线球化后配料中回炉料增加到70%,且使用中严格控制球化过程,实现连续生产且球化质量和机械性能都得到提升和稳定。图9和图10分别为大量存留的球铁回炉料和喂线球化站。
5.2 轮毂生产厂
使用喂线法球化处理后与原冲入法比较,石墨球化级别得到提高,球墨数量增加,铸件材质球化质量和机械性能都得到提升图11和图12分别为冲入法和喂丝法球化金相,其检测报告见表3,浇注前中后本体金相见图13、14、15.
Production and Control Notes of Nodularization Cored Wire
YAN Qi-dong
(Yuzhou Henglilai Alloy CO.,LTD.,Yuzhou Henan 461670,China)
Nodularization cored wire has unique advantages than other treatment methods,more and more ferrous foundry adopt this method in China.Critical manufacturing process and service conditions of nodularization cored wire are introduced in this paper.
cored wire,nodularization,production and application

表3 喂丝法球化QT450-12铸件本体检测报告
TG255
A
1674-6694(2016)06-0047-04
10.16666/j.cnki.issn1004-6178.2016.06.015
2016-08-19
闫启栋(1972-),男,工程师,从事球化剂孕育剂等铸造材料的研究与应用技术相关工作。