风电齿轮箱的喷涂预处理工艺研究
2016-02-08沈伟
沈 伟
(上海交通大学机械与动力工程学院, 上海 200030)
风电齿轮箱的喷涂预处理工艺研究
沈 伟
(上海交通大学机械与动力工程学院, 上海 200030)
齿轮箱作为风电机组中的驱动部件,通常安装在海边或者北方的山口等风能资源较大之处,常年会经受极端温差和酷暑严寒的影响,在如此恶劣的自然环境影响下,极易受到腐蚀而造成效率下降或者结构损坏。为了保证齿轮箱的20年的设计寿命,有必要对齿轮箱的喷涂预处理工艺予以研究,从而使齿轮箱具备良好的喷涂防腐特性。
齿轮箱 喷涂 预处理 工艺
0 引言
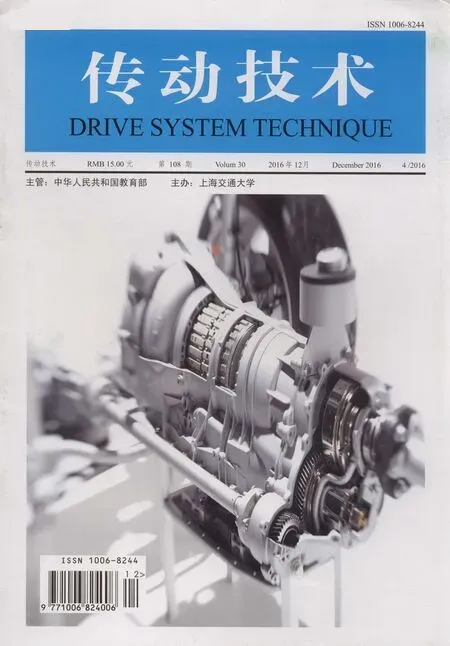
表面预处理是指在喷涂前,除去基底表面油污、油脂、水分、氧化皮、锈斑、旧涂层等污物,以提高基底表面与涂层的附着力或赋予表面以一定的耐腐烛性能的过程,又叫前处理。[1]对于风电齿轮箱的防腐喷涂,要想使涂层能够达到理想的防腐蚀效果,首要的前提条件是做好表面预处理。喷涂工艺中的各个环节对涂层质量的影响和所占的比例如下表所示。
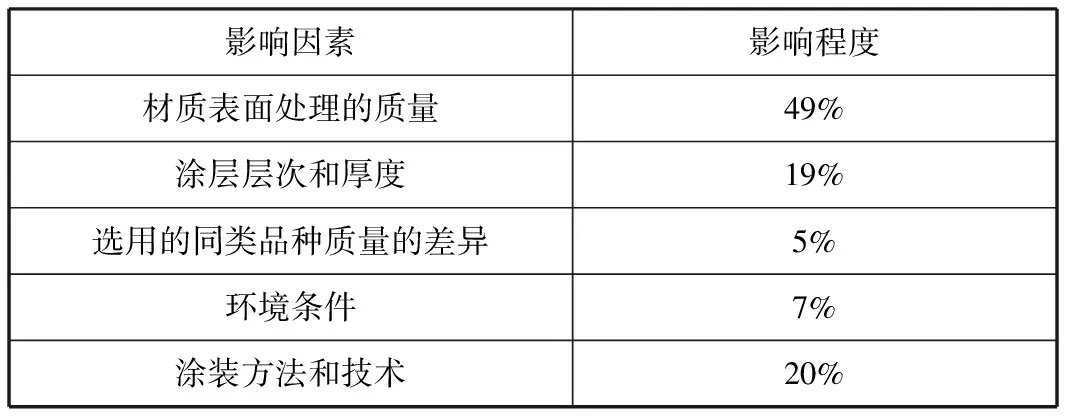
表1 涂层质量的影响因素和所占的比例[2]
可见,喷涂预处理(材质表面处理)对涂层质量的影响占有决定性因素,高达49%。
对于齿轮箱涂装领域,根据其零部件材质的不同和各个企业的自身情况的不同,将涂装前钢材表面预处理分为两类:化学预处理和机械预处理。机械预处理工艺以抛丸和喷砂居多,化学预处理工艺主要是脱脂、漂洗和钝化。
本文主要对化学预处理的清洗液浓度、清洗温度和清洗时间作工艺研究,通过正交试验,选取最优因素水平组合,定义并优化最佳清洗参数。
1 喷涂预处理工艺及流程
目前国内较多齿轮箱厂家,主要以表面喷砂作为去油去污的喷漆预处理工序,这样致使成本较高以及对车间环境以及工人健康会造成很大的影响。邦飞利公司正是基于以上考虑配置了清洗线,在清洗线交付验证阶段,高度关注产品的清洗工艺要求,譬如清洗液的浓度、酸碱度、防腐性、消泡性及清洗零件的压力、时间和温度。从而优化清洗工艺流程、清洗工艺参数及清洗工艺装备对零件清洗效果的影响等。其主要工艺流程及参数表如表2:
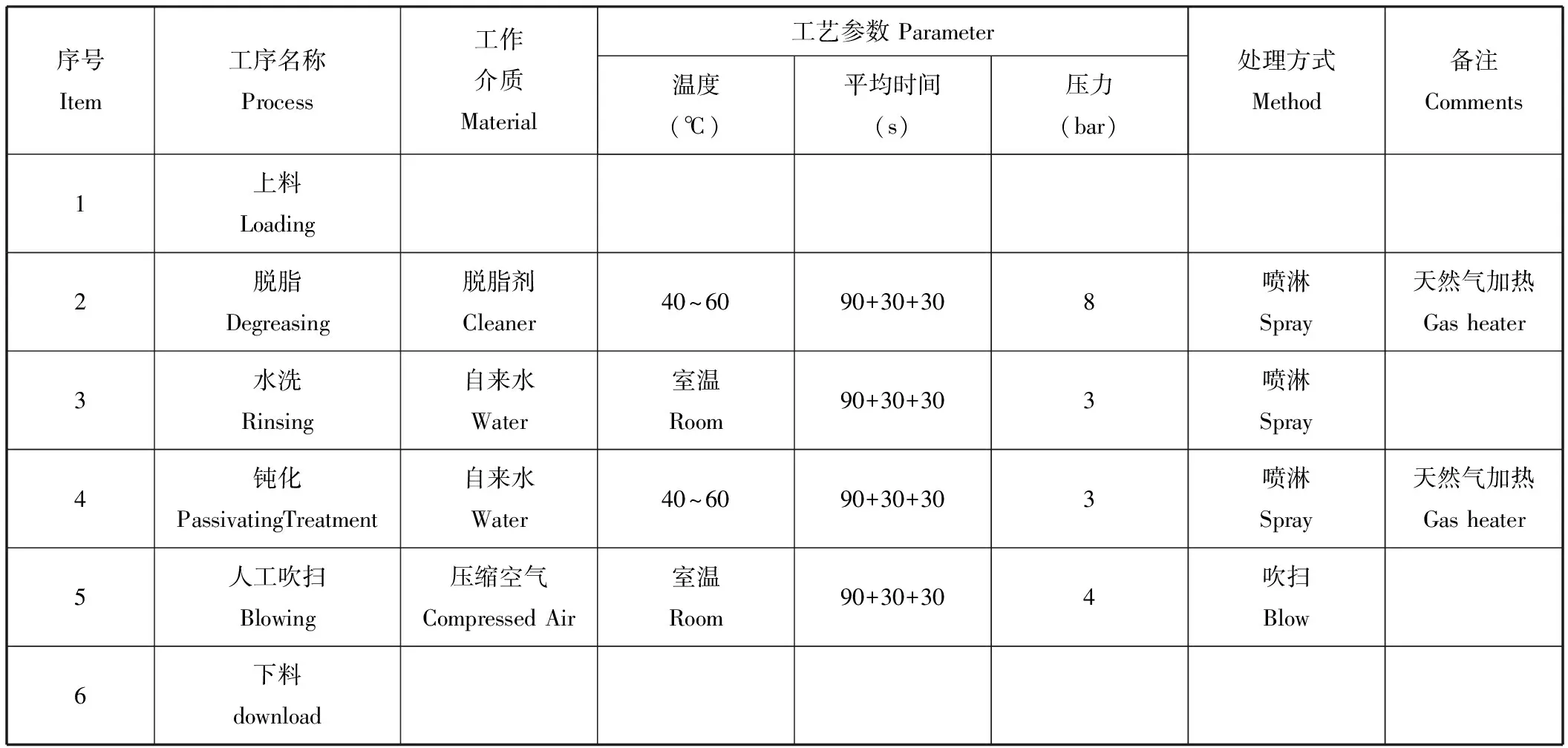
表2 喷涂预处理工艺流程及参数表
2 正交试验设计
正交试验设计是利用正交表来安排与分析多因素试验的一种设计方法。它是由试验因素的全部水平组合中,挑选部分有代表性的水平组合进行试验的,通过对这部分试验结果的分析了解全面试验的情况,找出最优的水平组合。[3]其理论基础是拉丁方理论和群论[4-6]。正交设计获得的最佳条件常常是一个优化区间,可在各因素间进行多种可能的最佳搭配[7-8]。
本文通过对清洗工艺参数进行正交试验分析,确定各因素对除油率指标的影响程度,寻求最佳的清洗工艺参数。对提升风电齿轮箱的清洗工艺水平,从而提高风电齿轮箱的油漆附着力起到关键的支撑作用。本文表征“齿轮箱”清洗的效果,采用除油率指标加以衡量零件或产品在清洗后在其表面上残留的污物的量。
此外,风电齿轮箱需要喷漆的外表面是由输入接盘、齿圈、连接法兰与壳体组成,其中输入接盘外表面涂红色底漆,不涂防锈油;齿圈外表面做渗碳处理,不涂防锈油。连接法兰与壳体的机加工面的清洗预处理显得至关重要。所以此次试验将重点关注连接法兰与壳体的机加工面的清洗效果。(在接下来的试验中,我们将把试板绑定在风电齿轮箱的连接法兰与壳体的机加工面上,真实模拟风电齿轮箱的实际清洗效果。试板放置示意图如图1所示。
图1 试板放置示意图
2.1 正交试验仪器及材料
正交试验所使用的主要设备仪器和材料如下:
齿轮箱专用清洗机,见图2。整个设备主要由棚体、槽体(脱脂槽、漂洗槽)、喷淋系统、输送系统、通风排气系统、管路系统以及电气控制系统等组成;
电子分析天平,见图3。 精度:0.001 mg;
恒温干燥箱,见图4。 功率:1 400 W, 控温范围:55-220℃;

图2 齿轮箱专用清洗机示意图

图3 电子分析天平示意图

图4 电子恒温干燥箱示意图
齿轮箱及试片。试片为冷轧钢板,厚度2 mm,粗糙度0.5 um;
防锈油。Houghton Rust Veto 377HF。
2.2 试验方法
将冷轧钢板试片表面用酒精擦拭干净,常温放置1小时后, 用电子分析天平称重,精确到 0. 001 mg,记录称重质量m0。
用喷壶在试片单面均匀喷上一层油脂,放入恒温干燥箱中,在 100℃烘烤 72 h。20℃下放置24 h后在电子分析天平上称重,精确到 0. 001 mg,记录称重质量m1。
由于齿轮箱喷涂的区域有95%都是处于竖直方向,所以将试片未涂油那面用吸铁吸附在齿轮箱中部的垂直面上。
每组清洗试验完成后,用常温冷风吹干,在20℃下放置4 h后在电子分析天平上称重,精确到 0. 001 mg,记录称重质量m2。
2.3 确定试验指标
正交试验必须要明确试验目的,确定要考核的试验指标,齿轮箱的清洗作为喷漆的预处理工序,其目的是为了尽可能的清除齿轮箱表面的油污,为后续的喷漆附着力提供保障。基于公司现有设备-分析天平,本次实验以除油率作为试验指标。
除油率=(m1-m2)/(m1-m0), 其中,
m0—试片起始质量,
m1—试片涂油后质量,
m2—脱脂除油结束后试片质量。
2.4 确定主要因素
每一项试验中所要考虑的各种影响因素,对实验结果可能都会产生影响。若不加以挑选,势必造成试验次数增加,费时费力。这就要求在试验前,在多种影响因素中挑选主要的因素,略去次要因素。
在本试验中,由于所用清洗设备的清洗喷淋压力经过意大利总部的实践和经验分享,建议设置为设备最高可调压力,即8Bar;清洗液型号由于是集团全球采购,不便修改,因此把喷淋压力和清洗液型号作为恒定因素,将清洗液浓度、清洗液温度、清洗时间作为试验因素, 即影响“风电齿轮箱”清洗品质的主要因素。
2.5 确定水平
水平,又称位级,是因素的一个给定值或一种特定的措施,或一种特定的状态。水平也就是因素变化的各种状态。在确定水平时,应考虑选择范围、水平数和水平位置。
(转下期)
Pre-treatment process analysis of the Wind Turbines Gearboxes painting
ShenWei
(SchoolofMechanicalEngineering,ShanghaiJiaoTongUniversity,Shanghai200030)
Gearbox as the core prats of the Wind Turbines installed at the places with the large wind power such as Mountain of North China and Sea side, it always withstand the impact of extreme heat and cold, very easy to be corroded and lead to lower efficiency or damaged application function. In order to ensure a 20-year design life of the gearbox, it is necessary to analysis the pre-treatment process of the gearbox painting, so that the gearbox can keep with the good anti-corrosion coating characteristics.
Gearbox Painting Pre-treatment Process
1006-8244(2016)04-06-03
TH162+.1
B