面向大规模定制BOM框架下的MES系统研究*
2016-02-07单永飞樊树海董兰娟
单永飞,樊树海,潘 群,董兰娟
(南京工业大学 工业工程系,南京 210009)
面向大规模定制BOM框架下的MES系统研究*
单永飞,樊树海,潘 群,董兰娟
(南京工业大学 工业工程系,南京 210009)
大规模定制(MC)生产方式是铸造行业未来发展趋势。文章以此为背景,研究将大规模定制与BOM框架下MES系统相结合,来改善当前传统铸造企业的生产模式僵化问题。重点分析了BOM框架下传统铸造企业生产模式的SWOT,并研究了大规模定制下BOM的框架结构,并在此框架下,结合MES系统,进行大规模定制生产的研究,最后利用MINITAB软件对某汽车铸件生产进行仿真,以证实传统铸造企业大规模定制生产方式的可行性。
大规模定制;BOM系统;MES系统;融合
0 引言
随着信息时代的发展,传统铸造企业的生产方式已无法满足未来市场的需求,迫切需要一种新的生产方式来替代,这种生产方式需要定制生产模式和批量化生产模式完美结合,这就是大规模定制生产方式[1],同时大规模定制生产必须要一个强有力的生产系统进行支撑,而MES系统则成为最优选择。
大规模定制(Mass Customization,MC)是指对定制产品或服务进行个别的大批量生产,它结合了批量和定制两种生产模式的优势,在不牺牲企业的经济效益前提下去了解和满足用户的需求,具有低成本,优质量和快速响应的特点[2]。
MES(制造执行系统)[3]是一套面向制造企业车间执行层的生产信息化管理系统。MES可以为企业提供包括制造数据管理、计划排程管理、生产调度管理、库存管理、质量管理、人力资源管理、工作中心/设备管理、工具工装管理、采购管理、成本管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模块,为企业打造一个扎实、可靠、全面、可行的制造协同管理平台。
而目前国内MES系统尚处于发展初期,制造业对MES的需求不断增长,同时暴露出的问题也日益增多,比如在应用和方法上存在缺陷和不足,国内外学者做了很多相关的研究,例如MES系统的融合、MES标准化处理方法研究以及MES系统与其他系统的集成研究等,但都并未针对某一个行业做过特定的研究。
本文即以大规模定制的生产策略,结合MES系统的标准化和手段运用信息化技术,进行战略战术的统一,同时利用大规模定制的相似性,重要性、全局性等原理,以及模块化、延迟等技术和定制的方法, BOM框架研究,结合MES系统的计划、调度和监控措施,协调企业不同部门,实现所有数据的共享,快速反应,及时反馈,实现企业集约化的生产,降低成本,提高效率,推动了管理的升级,提高铸造企业的核心竞争力,改善传统铸造行业的生产模式僵化问题,并实现铸造企业的大规模定制生产。
1 BOM框架下传统铸造企业生产模式的SWOT分析
首先在BOM系统框架下,产品结构树主要起到一个表现产品的外在形式,而BOM物料清单则是表现产品的内在形式。BOM框架包含了一个产品在生产或装配时所需的各种组件、零件及原材料的清单,不仅可以清晰反映一个产品的物料清单构成目录。文章指出了这些目录结构的实际关系中,从原材料、零件、部件、零件到最终产品,各层次间的隶属关系[4]。
而且BOM系统是MES系统运行的根本,如果没有BOM的话,就无法开设相关工单,其系统层面涉及到的流程也无法顺利开展,因为生产流程的根本就是物料,因为物料信息不全和物料不足都是会影响相应工作进行的。MES与BOM系统整合才是传统铸造企业真正实现精益生产的根本。
表1为在此框架下生产模式的SWOT分析,可非常详细的得出:传统铸造企业中,实现大规模定制(MC)有其市场需求的推动,更有其自身信息系统兼容的需要。

表1 大规模生产与个性化生产SWOT分析表
2 大规模定制下BOM框架概述
2.1 884产品BOM结构图
以铸件成品向下分解(单件),左侧为物料投入单,右侧为物料产出单。此处铸件代码以884为准,单个成品铸件结构信息表有数据库系统存储。其中有两个非常重要的信息,即“父项和从属子项”,并且系统每一层都是给出从属子项的数量,同时,一个关系中的某个从属子项也可以在其他关系中充当“父项”,从而形成等级隶属关系项目。
图1给出了884铸件的BOM结构图[5]。

图1 884产品的BOM结构图
从上向下递归式采集数据,所得数据存储于统一数据库中,由系统外层的控制端对数据所得结果进行反馈活动。
2.2 反馈机制扩展分析
此多层BOM框架下可对产品铸件包括制芯、浇注、机加工等每个工段的物料需求,辅助材料用量,废料所得,可二次利用材料等作出详细记录。但是此框架只能从成品库存中的成品数量下记录其已用物料清单,无法跟踪已浪费的或者报废的物料,更无法及时给出反馈,以跟踪每个产品的每一个部件的物流情况[6]。
以MES系统辅以执行,可补其不足,此处有几个几个必须条件:
(1)此BOM系统需设立接口到整体数据库系统中,并且接口道MES系统中,即必要的接口端。
(2)MES系统为核心层端,下层接口SFC系统(现场自动化系统),上接口到资源管理系统(ERP)。
(3)以MES系统控制大规模定制中的定制层,即注重数据的及时反馈和异常处理(质量技术检验有专门的质检流程)。
(4)现场控制总台和车间现场配以电子看板等信息反馈端。
MES系统所处的层如图2所示。
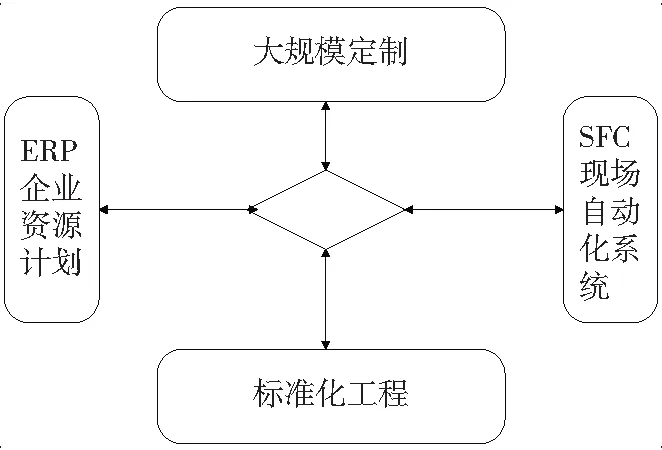
图2 MES系统所处的层
控制数据采集、数据管理为主,进而调整整个生产流程的进程,以数据集成分析和数据集成分解等实现大规模定制生产,即以不牺牲自动化大规模生产的前提下,以数据支撑进行个性化定制。
2.3 MES支撑下的大规模定制开发
传统铸造企业多以砂制芯为模,进而进行液态金属浇注实现,分为重力式浇注和低压式浇注,在此过程中都需要砂包的固定性,因而在定制过程中是很难实现的,延迟策略在此是不易实现的,而模块化则刚好可以在此框架下利用。
这一层在BOM结构中可由相关数据给出(包括备注等用以说明的详细内容)。
在模块化前提下设计相关执行流程图用以对数据做出相应动作,对定制生产进行数据跟踪,用以降低相应成本、库存、浪费等。
模块化生产即将成品铸件分成若干个模块,每个模块即单独定制化生产,因为不同的产品之间,有的模块是相似的,即可进行大规模生产。图3为定制模块分解示意图。
既满足了大规模生产,又实现了个性化定制生产。在客户定单分离点(CODP)以前,是为最后装配计划(FAS)做相关物料的前期准备,因此是根据计划 BOM中虚拟件下所属各种可选物料的百分比构成进行 MPS处理。

图3 定制模块分解
以此BOM为框架,MES系统分模块采集数据,并将个性化定制模块标码,如表2处理方式。

表2 表示定制生产图
MES系统采集的相关数据录入系统,对是否可定制区域,具体在哪一个工段做出详细说明。
MES将相关指令分配给SFC层面,具体在制芯层模具部分更换或者机加工段刀具切割系统更换,都可实现某一层度上的定制话生产。
BOM框架给出了每个结构所处的环境,上层是什么物件,用了多少物料。库存系统给出了铸件或者砂包存放量,存放时间,库存系统乃是MES系统中一个相对独立,又相互反馈的系统。进而有外层的控制层发出相关指令,控制基层动作,以便实现大规模和个性化生产相融合,企业各个层面向融合,达到最精益化生产,如图4所示。
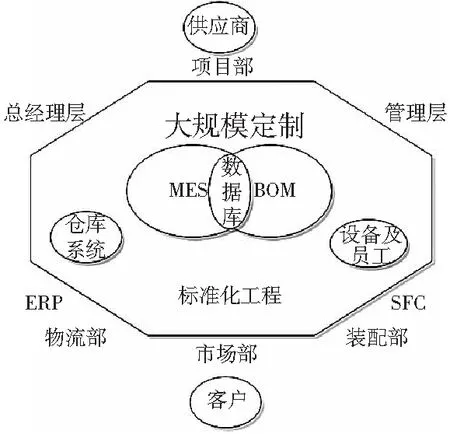
图4 整个公司层面围绕BOM框架下的MES系统图
以MES为核心,以BOM为框架可以在数据库中系统自动识别可定制化区并按客户要求进行大规模定制化生产,更好的缓和了公司各个层面在大规模定制生产过程中信息沟通的困难和重复问题,以建议统一数据库并系统数据反馈为导向,大规模定制生产在传统铸造企业是可以很好实现的。
3 MES系统在BOM框架下以Minitab进行仿真[7]
设定在一个以大规模定制为目的的汽车外壳铸造工厂生产流水线,并对其进行仿真,如图5、图6所示,我们对车体的颜色定制进行模拟。假设车体颜色需求定制不连续生产,根据BOM框架下的MES系统数据分析可得,颜色喷漆模块可进行快速换模定制,实现大规模生产和定制生产。由仿真系统产生模拟实际生产的随机数据(近似于正态分布)。
汽车外壳在实际生产时,可通过接口自动采集到的真实数据进行替换仿真。
首先在Flexsim[8]中为车体颜色比标码添加标签,如:
Addlabel(obj object, str labelname)
为车体添加标签
Setlabelstr(obj object, str/num label, str value)
设置颜色标签代码
Setlabelnum(obj object, str/num label, num value)
设置标签序列号
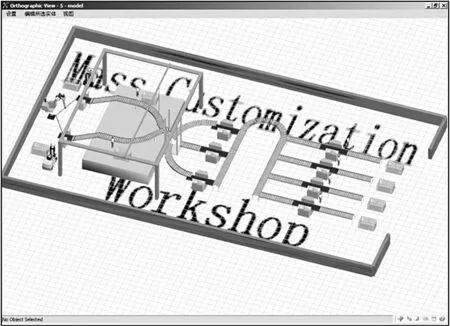
图5 MC仿真总体运行图

图6 MC仿真局部运行图
通过上述软件仿真,可知在BOM框架下大规模定制较为顺利,而在实际生产过程还,由数据库给出的数据将不仅仅局限于特定模块定制,每个独立数据的不同组合可能得出另外一个不同的结果,或者更好的结果[9]。
图中的点均在上下控制限内,表明过程受控。若该图形中存在控制限以外的点,说明过程失控,应对异常点进行分析以发现原因并进行改进。在数据不断积累的过程中[10-11],MES也在不断的提出新的模块选择以便更快更好的实现大规模定制生产。车体颜色的Xbar-R控制图如图7所示。

图7 车体颜色的Xbar-R控制图
4 结束语
本文的研究结果表明:对于传统铸造企业来说,利用BOM框架下的MES系统的数据采集和数据分解,可以从不同方面,不同模块实现大规模定制生产是可行的,同时也是大规模定制与MES系统相结合在铸造行业的集成应用,补充了传统MES应用方法,使得铸造企业能够更快更好的适应当今市场。
随着数据不断积累的过程中,还在更新着模块族,扩充着未来可操作的空间,比如结合其他行业的应用探索,以及其他系统的集成研究。研究这类问题的关键便是持续不断的改进,在特定行业的框架下分析所需模块,进行模拟仿真,方能实现未来各行各业的精益化生产。
[1] Bonev Martin.Formal computer-aided product family architecture design for mass customization [J]. In Computers in Industry, 2015,74(12):58-70.
[2] 王建正,王思远,王莹,等. 定制规模化—大规模定制研究新视角[J]. 现代制造工程, 2014(5):136-140.
[3] 张芬,杜朋,杨亚非. 离散制造企业MES中的生产数据采集实践[J]. 机械设计与制造, 2011(3):245-247.
[4] 谢博. 制造型企业BOM数据转化研究及应用[D]. 重庆:重庆理工大学, 2015.
[5] 寇郑巍. ATO环境下摩托车制造业BOM配置及应用研究[D]. 重庆:重庆工商大学, 2015.
[6] 孔海骄. 基于模块技术的通用BOM系统开发[D].武汉:华中科技大学,2013.
[7] 张靖. Minitab软件在统计学教学中的应用[J]. 统计科学与实践, 2010(5): 58-59.
[8] Alin, Aylin. Minitab[J]. Wiley Interdisciplinary Reviews: Computational Statistics, 2013, 2(6): 723-727.
[9] Omid M, Sajjadiye S M, Alimardani R. Remote monitoring and control of horticulture cool storage over the Internet[J]. Computer Applications in Engineering Education, 2014, 19(1): 136-145.
[10] 龚立雄,刘娅. 基于Minitab的生产过程质量特性分析与控制[J]. 重庆理工大学学报, 2013, 27(2):69-73.
[11] 刘超.弯管内表面铣削加工质量仿真及实验研究[D].大连:大连理工大学, 2013.
(编辑 李秀敏)
Research on the MES System under the Framework of BOM Oriented to Mass Customization
SHAN Yong-fei, FAN Shu-hai,PAN Qun, DONG Lan-juan
(Department of Industrial Engineering, Nanjing University of Technology, Nanjing 210009, China)
Mass customization (MC) production is casting industry development trend in the future. This paper is based on this background, the research will be combined with BOM within the framework of MES system of mass customization, to improve the rigidity of the traditional foundry enterprises production mode. Analyses the SWOT of BOM within the framework of the traditional mode of foundry enterprises production , and frame structure of the BOM under mass customization have been researched, and in this framework, combining with the MES system, conducts research in mass customization production, finally using MINITAB software simulation of automobile castings producing, to confirm the traditional foundry enterprises, the feasibility of mass customization production mode.
mass customization; BOM system; MES system; fusion
1001-2265(2016)12-0144-04
10.13462/j.cnki.mmtamt.2016.12.039
2016-02-17;
2016-03-15
国家自然科学基金(71671089,71171110)
单永飞(1990—),男,江苏淮安人,南京工业大学硕士研究生,研究方向为标准化工程,(E-mail)891841827@qq.com;通讯作者:樊树海(1975—),男,南京人,南京工业大学教授,博士,研究方向为工业工程与管理,(E-mail)fanshuhai@tsinghua.org.cn。
TH165+.4;TG659
A