基于GA-BP网络的数控机床热误差优化建模研究*
2016-02-07魏效玲张宝刚杨富贵姬晓利
魏效玲,张宝刚,杨富贵,姬晓利
(河北工程大学 机电工程学院,河北 邯郸 056038)
基于GA-BP网络的数控机床热误差优化建模研究*
魏效玲,张宝刚,杨富贵,姬晓利
(河北工程大学 机电工程学院,河北 邯郸 056038)
为减小热误差对数控机床加工精度的影响,提出基于GA-BP神经网络的机床热误差优化建模方法。阐述遗传算法(GA)和BP神经网络算法,介绍GA-BP神经网络模型的具体步骤,建立BP神经网络热误差预测模型和GA-BP网络热误差优化模型。运用MATLAB软件对两种模型进行实验仿真,结果表明:GA-BP神经网络的数控机床热误差优化建模方法具有建模时间短、预测精度高、收敛速度快等优点。
热误差;遗传算法;BP神经网络;数控机床
0 引言
随着精密加工技术的快速发展及复杂产品的大量涌现,机床的加工精度备受关注。数控机床在运转过程中,由于加工系统内部及外部各种因素影响而产生加工误差,这些误差严重影响了被加工零件的精度及表面质量[1]。大量研究表明:影响数控机床加工精度的主要误差为热误差,约占机床总体误差的40%~70%[2-3]。目前减小热误差有两种基本方法:热误差预测法和热误差补偿法[4]。预测法是一种“硬技术”,其耗时长、花费大,对于具有时变性、非线性等特点的热误差,实践证明补偿法是一种新型有效的方法。在误差补偿技术中建模是最为关键的环节,模型的精度和鲁棒性直接影响着补偿的效果。目前,常用的热误差建模方法有:人工神经网络建模、模糊神经网络建模、最小二乘法建模、支持向量机建模[5]。文献[6]详细阐述了BP神经网络热误差建模方法,并对其进行了仿真验证分析,但BP神经网络存在学习收敛速度慢、易于陷入局部极小点等缺陷,仿真结果不理想。因此,本文提出基于GA—BP神经网络的数控机床热误差预测建模,采用遗传算法(GA)优化BP神经网络的权值和阈值来建立热误差预测模型,结果表明,GA-BP网络优化模型具有建模时间短、预测精度高、收敛速度快等优点。
1 GA-BP网络算法
1.1 遗传算法
遗传算法是由美国教授J.Holland[7]在1975年第一次提出,它借助于生物进化理论与遗传学原理,依据适者生存、优胜劣汰的原则,模拟生物种群由简单到高级的生物进化过程,从而达到初始解逐渐趋近最优解的目的。它是一种具有全局搜索能力的优化算法,基本要素有:染色体编码、初始群体确定、个体适应度函数选择、遗传操作设计和运行参数设定[8]。
1.2 BP神经网络
BP神经网络是一种多层前馈神经网络,采用误差反向传播训练学习,具有极强的非线性映射能力,是目前应用最广泛的神经网络模型之一[9]。它的拓扑结构包括:输入层、隐含层和输出层[10],图1为它的结构示意图,Xi(i=1,2,…,m)表示输入值,Yj(j=1,2,…,n)表示输出值,wij为输入层与隐含层的连接权值,wjk为隐含层与输出层的连接权值。

图1 BP神经网络结构示意图
1.3 GA优化BP神经网络算法
遗传算法优化BP神经网络法不仅可以进行全局寻求最优解,而且还能克服BP神经网络法自身的众多缺陷,此种方法已应用于很多领域。遗传算法优化BP神经网络的实质是对BP神经网络权值和阈值进行优化,整个过程的基本思想是:首先用遗传算法全局优化BP神经网络的权值和阈值,满足要求之后再用BP神经网络在极值点附近快速搜索,直到满足要求为止。经过全局寻优与快速搜索的相互配合,不仅提高了整个模型的收敛速度,而且还解决了易于陷入局部极值点等问题。基于GA-BP神经网络的运算流程如图2所示。
GA-BP网络的建模步骤如下:
(1)参数编码 将权值和阈值作为参数变量进行编码,生成初始种群,编码方法选用浮点数编码法。
(2)适应度函数选择BP神经网络的误差平方和越小,网络的性能越好,所以BP神经网络是一个最小化优化问题,故适应度函数可用误差平方和的倒数来表示,即:
(1)
式中,E——网络输出误差;
yi——网络第i个实测值;

(3)选择操作:选取适应度较高的个体,淘汰适应度较低的个体;
(4)遗传操作:通过交叉操作和变异操作生成新种群;
(5)重复步骤(2)~(4),反复修正网络的权值和阈值,直到满足训练要求为止。

图2 GA-BP神经网络运算流程图
2 机床热误差建模与优化
2.1 选取温度测点
本文以立式镗铣床为研究对象,建立热误差预测模型。选用TEMP14多点温度测量仪测量机床上易受温度影响的4个点的温度值,分别为立柱的前端T1、丝杠轴承端T2、主轴箱前端T3、主轴后端T4,选用电涡流位移传感器测量Z轴轴向热误差。各传感器布置如图3所示。

1.立柱 2.丝杠 3.主轴箱 4.主轴 5.位移传感器 6.工作台 7.温度传感器T18.温度传感器T29.温度传感器T310.温度传感器T4
图3 传感器布置图
实验中,环境温度为25℃,主轴转速为3000r/min,丝杠转速为1000r/min,每2min取样一次,连续取样240min,所得各测点的温度变化曲线如图4所示,Z轴轴向热误差变化曲线如图5所示。

图4 各测点温度

图5 轴向热误差
2.2 BP神经网络建模
本文以试验所测温度值为网络模型的输入,以轴向热误差为目标函数的输出,网络的拓扑结构为4-9-1,隐含层传递函数为tansig,输出层传递函数为purlin,算法训练函数为trainlm。整个BP神经网络的热误差预测模型如图6所示。
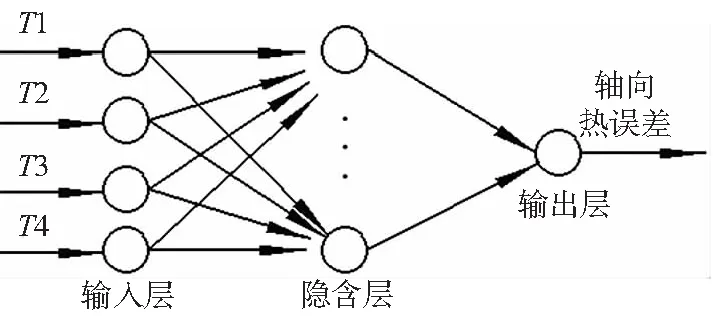
图6 BP神经网络的热误差模型
将测量的120组数据分为两部分,一部分90组作为训练数据,另一部分30组作为测试数据。在整个学习训练过程中,学习率设为0.01,训练输出误差水平为0.0005,最大训练迭代次数为200。运用MATLAB软件训练和仿真,预测结果如图7所示。
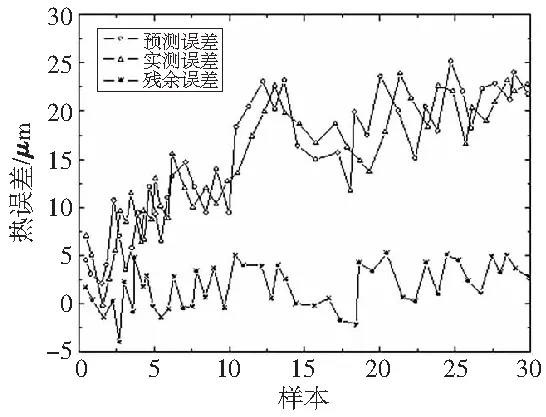
图7 BP神经网络的建模结果
2.3 GA-BP网络建模
同样将测量的120组数据分为两部分,一部分90组作为训练数据,另一部分30组作为测试数据。在整个学习训练过程中,学习率设为0.01,训练输出误差水平为0.0005,交叉操作选用单点交叉方式,种群大小为50,交叉概率取0.1,变异概率取0.01,最大迭代次数为90。预测结果如图8所示。
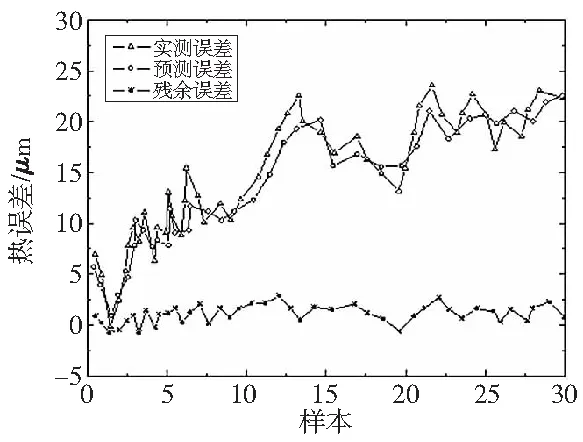
图8 GA-BP网络的建模结果
2.4 两种模型的对比
从图7和图8可以看出,BP神经网络模型的预测值与实验测量值的误差曲线变化趋势基本一致,但数值离散性较大,GA-BP网络模型的预测值与实验测量值的误差曲线吻合性较高,数值相对集中。两种模型的残余误差指标对比如表1所示。从表1可知,BP神经网络模型的残余误差带宽要比GA-BP网络模型的残余误差带宽大5.4510μm,说明后者的误差变动范围小。与BP神经网络模型相比,GA-BP网络模型的残余误差平均值降低了0.8615μm,均方差降低了2.4610μm,说明后者的预测精度高于前者。

表1 两种模型的残余误差指标对比
3 结束语
为研究影响机床加工精度的主要因素热误差,提出基于遗传算法优化BP神经网络的数控机床热误差预测方法,本文以立式镗铣床为研究对象,合理布置温度传感器和位移传感器采集记录相关数据,建立BP神经网络热误差预测模型和GA-BP网络热误差优化模型。经对比,GA-BP网络模型的残余误差宽带、残余误差平均值及残余误差均方差均小于BP神经网络模型,可见GA-BP网络模型的预测精度高于BP神经网络模型。因此将GA-BP网络预测模型用于机床热误差补偿系统可有效减小热误差,提高机床的加工精度。
[1] 杨建国,范开国,杜正春.数控机床误差实时补偿技术[M].北京:机械工业出版社,2013.
[2] 王春暖,秦波.基于改进PSO优化BP的数控机床热误差预测研究[J].组合机床与自动化加工技术,2014(10):70-72.
[3] 魏效玲,张宝刚,陈华,等.高速电主轴传热机理及温度测点优化分析[J].煤矿机械,2015(1):88-90.
[4] 陈泽宇,龚凌云.基于GA—SVR的数控机床热误差建模[J].组合机床与自动化加工技术,2012(2):9-15.
[5] 章婷,刘世豪.数控机床热误差补偿建模综述[J].机床与液压,2011,39(1):122-127.
[6] 孙勇,曾黄磷.一种新的数控机床热误差实时补偿方法[J].机械设计与制造,2010(1):244-245.
[7] 雷英杰,张善文,李续武,等.MATLAB遗传算法工具箱及应用[M].西安:西安电子科技大学出版社,2005.
[8] 赵海涛.数控机床热误差模态分析、测点布置及建模研究[D].上海:上海交通大学,2006.
[9] 张鑫星.龙门加工中心的热误差分析及神经网络建模[D].南宁:广西大学,2012.
[10] 富春丽,芮执元,刘军.数控机床电主轴热误差的预测方法[J].兰州理工大学学报,2012,38(1):28-31.
(编辑 李秀敏)
Research on Optimization Modeling of CNC Machine Tools Thermal Error Based on GA-BP Neural Network
WEIXiao-ling,ZHANGBao-gang,YANGFu-gui,JIXiao-li
(CollegeofMechanicalandElectricalEngineering,HebeiUniversityofEngineering,HandanHebei056038,China)
InordertodiminishtheinfluenceofthermalerroronmachiningaccuracyofCNCmachinetools,anoveloptimizationmodelingforthermalerrorinmachinetoolsisputforwardbyGAtooptimizeBPneuralnetwork.ThispaperhaselaboratedgeneticalgorithmsandBPneuralnetwork,introducedthespecificstepsofgenetictooptimizeBPneuralnetwork,buildpredictmodelwiththethermalerrorofBPneuralnetworkandoptimizedmodelwithGA-BPnetwork.ThesimulationresultsconductedonMATLABshowsthattheGA-BPmethodperformsfarbetterthanBPneuralnetworkintermsofthemodelpredictionaccuracyandrateofconvergence.
thermalerror;geneticalgorithms;BPneuralnetwork;CNCmachinetools
1001-2265(2016)12-0100-03DOI:10.13462/j.cnki.mmtamt.2016.12.027
2016-01-24;
2016-02-25
国家自然科学基金资助项目(61240050)
魏效玲(1963—),女,山西河津人,河北工程大学教授,研究方向为数控技术与机械制造技术,(E-mail)wxlsm@163.com;通讯作者:张宝刚(1989—),男,陕西宝鸡人,河北工程大学硕士研究生,研究方向为机械制造及其自动化,(E-mail)wnpuzbg@163.com。
TH161;TG
A