MORISEIKI 1500S车铣复合机床后置处理算法的研究*
2016-02-07唐清春李科辉黎国强
唐清春,李科辉,黎国强
(广西科技大学 工程训练中心,广西 柳州 545006)
MORISEIKI1500S车铣复合机床后置处理算法的研究*
唐清春,李科辉,黎国强
(广西科技大学 工程训练中心,广西 柳州 545006)
车铣复合机床与传统的五轴联动机床在结构上有区别,所控制的轴数超过5个。因此,在开发后置处理过程当中,与传统的五轴机床有较大区别,需要根据不同的功能来分析不同的运动链。文章主要以1500S车铣复合机床为例,详细介绍该类机床后置处理开发过程。首先建立MORISEIKI车铣数控机床的运动坐标系,根据运动链分析及坐标变换,推导出MORISEIKI机床的转角计算公式和坐标变换公式,分析了回转角在各个象限的取值;利用JAVA语言开发出MORISEIKI1500S数控机床的专用后置处理软件,并通过某叶片仿真加工验证了该后置处理算法的正确性。该研究不仅为用户解决了软件使用问题,也为车铣复合类多轴机床提供了后置处理开发思路。
MORISEIKI;车铣复合机床;运动求解;坐标变换;回转角取值
0 引言
数控后置处理技术是连接CAD/CAM系统与数控机床制造的纽带。后置处理需根据数控机床的结构以及控制系统有针对性的对待。因此,不同机械结构及控制系统的数控设备必须开发专门的后置处理器。
国外很多机床厂商大部分都是采用商业的后置处理软件,但是价格昂贵;国外学者一般研究热点在五轴加工中的刀路优化、轨迹平滑过渡方面,如BeudaertX等[1-2]分析了不连续的线性轨迹的平滑过渡问题。国内由于基本没有成熟的商业软件,后置处理基本上是通过通用软件平台自主开发专业后置处理软件。目前,针对传统的三种类型的五轴机床,国内做了很多研究,其中何永红等[3-5]分析了(A-C)双转台五轴数控机床坐标运动模型,推导出该类机床后置处理数学模型。本文作者等[6-7]对国产XH/2420双摆头(A-C)五轴联动加工中心进行运动分析,推导出该机床的后置处理模型并讨论了刀长与摆长在后置处理中的几种不同用法。周奎等[8]提出了摆头转台加工中心(A-C)的后置处理算法,并利用VisualC++ 6.0开发出单独的后置处理程序,采用仿真软件进行了验证,根据相关文献的分析,未见有对车铣复合类机床进行后置处理研究方面的文献。本文所涉及的车铣复合机床属于进口设备,与传统的三种类型的五轴机床在结构上有较大区别,数控系统控制的轴数超过5个,存在多个运动链,购买进口商业软件价格比较昂贵;本文的目的是通过自主开发专用的后置处理软件,解决企业运用的实际问题。本文主要工作是通过MORISEIKINT4250DCG1500S车铣复合机床后置处理算法的运动学模型,得到该类机床的转角计算公式和坐标变换公式,利用JAVA语言开发出MORISEIKINT4250DCG1500S车铣复合机床的专用后置处理软件,并通过叶片仿真加工验证该后置处理算法的正确性。
1MORISEIKI机床的坐标转换结构模型的建立
MORISEIKINT4250DCG1500S车铣复合机床结构示意图如图1所示。该机床直线轴有X1、X2、Y、Z1、Z2四个轴,回转轴有A、B、C1、C2。A轴是调整回转轴,主要用于顶针部位调整,C2轴是从动回转轴。从联动配置方式看,有两种配置方式,方式1:直线轴X1、Y、Z1和旋转轴B、C1进行五轴联动;方式2:直线轴X2、Z2与旋转轴C1联动。方式2是车削加工下的状态,本文主要研究五轴联动时状态,通过方式1配置对机床进行简化可以看成是摆头转台类型的五轴机床,其中C1为回转轴,B为主轴摆动轴,刀具运动链:床身→X1轴→Z1轴→Y轴→B轴→主轴→刀具。工件运动链:床身→C1轴→工件。

图1 MORI SEIKINT4250 DCG 1500S结构示意图
本文主要研究该机床五轴联动铣削时的后置处理算法,因此,后面算法推导主要研究联动方式1。设OwXwYwZw是为工件坐标系,Om1XYZ为机床坐标系。Om2XYZ坐标系是建立在摆动轴(B轴)上的的坐标系。OTXTYTZT坐标系是建立在刀具刀尖点上的坐标系。

(1)
带入直线轴的平移变化及回转角的旋转变化可得:

(2)
由此可知,该结构机床的刀尖点运动坐标与初始刀心位置的关系式为:

(3)
根据公式(3),由矩阵位置相对应的关系,可得出B-C回转角度计算公式如下:
(4)
由公式(3)和(4)就得到了该类型机床进行五轴联动的后置处理基本算法,包括3个直线轴及两个回转轴的基本运算公式。
2 回转角的取值
由式(4)可知回转角B、C角的通用计算公式,但在实际的运用过程中,角度的取值要根据机床结构加以约束。因此现在分析其具体取值范围。
(1)刀具摆角B的确定

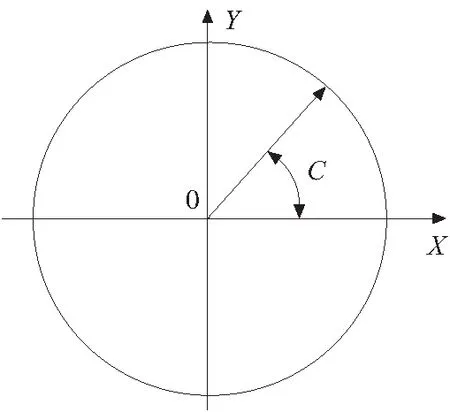
图2 C角的旋转投影图
(2)回转角C值的确定
回转角C是围绕着Z轴旋转的,投影到XOY平面后,如图2所示。分析其在四个象限内的取值。如果C轴是按照360°周期性变化,必须分象限取值,不然会影响坐标取值。由图可知在XOY投影平面内,回转角C的值与刀轴矢量在XOY平面内投影ux、uy的取值正负有关。由此关系可得回转角C的公式取值如下:
(5)
在C轴跨象限时,存在特殊取值情况,如公式(6)所示:
(6)
3MORISEIKINT4250DCG1500S后置处理算法验证
前面详细地推导了MORISEIKINT4250DCG1500S机床后置处理算法,在此算法的基础上,利用JAVA语言[8]开发出MORISEIKINT4250DCG1500S数控机床的专用后置处理软件,如图3所示。专用后置处理软件的实现流程:逐行读入利用UG软件生成的刀位文件中的刀位数据,对读入的刀位数据进行预处理和关键字的识别,通过转角计算公式(4)~式(6)计算出回转角度B、C,并判断回转角度是否在360°范围周期变化,如果出现了应对C角进行处理,以保证两个连续的刀位点之间C角按一固定方向平滑过渡,然后利用坐标转换公式(3)计算出平动轴X、Y、Z的值,并根据MORISEIKINT4250DCG1500S数控机床所配置的数控系统的程序头和程序尾的格式生成数控程序,最后通过叶片仿真加工验证推导出的该机床后置处理算法的正确性,叶片仿真加工结果如图4所示。

图3 MORI SEIKINT4250 DCG 1500S专用后置处理软件

图4 叶片仿真加工
通过仿真可以看出,后置处理后的NC代码能够按照设计意图加工叶片,加工过程无碰撞及干涉现象,证明推导出的该机床的五轴联动专用后置处理算法正确。
4 结束语
本文根据MORISEIKINT4250DCG1500S车铣复合机床的结构,详细分析了其运动链,并建立了该机床五轴联动时的后置处理算法模型,并在基本算法上分析了转角计算取值范围,根据所推导的算法利用JAVA语言开发出MORISEIKINT4250DCG1500S数控机床的专用后置处理软件,并通过某叶片的仿真加工验证了该机床后置处理算法的正确性,同时为该类机床后置处理算法的推导提供一定的参考。
[1]BeudaertX,LavernheS,TournierC. 5-Axislocalcornerroundingoflineartoolpathdiscontinuities[J].IntJMachToolsManuf,2013,73:9-16.
[2]YuenA,ZhangK,AltintasY.Smoothtrajectorygenerationforfive-axismachinetools[J].IntJMachToolsManuf,2013,71:11-19.
[3] 何永红,齐乐华,赵宝林. 双转台五轴数控机床后置处理算法研究[J]. 制造技术与机床, 2006(1):9-11.
[4] 唐清春,张仁斌,何俊,等.基于VBBV100五轴联动加工中心后置处理的研究[J]. 机械设计与制造, 2012(2):73-75.
[5] 代星,熊蔡华,丁汉. 双转台式五轴机床后置处理中的最优选解问题研究[J]. 装备制造技术, 2012(2):10-12.
[6] 唐清春,马仲亮,刘谦,等. (A-C)式双摆头五轴机床旋转角的选择及优化[J]. 组合机床与自动化加工技术, 2015(1):16-18.
[7] 唐清春,张健,马仲亮,等. 国产双摆头五轴机床后置处理的研究[J]. 组合机床与自动化加工技术, 2014(4):35-37.
[8] 周奎,曾祥录,陶华. 工件旋转与刀轴摆动数控加工关键技术研究[J]. 机床与液压, 2010,38(14):3-5.
[9] 李兴华.Java开发实战经典[M]. 北京:清华大学出版社,2009.
(编辑 李秀敏)
Research on Post-processingAlgorithm of SEIKI 1500 S MORI Turning and Milling Composite Machine
TANGQing-chun,LIKe-hui,LIGuo-qiang
(EngineeringTrainingCenter,GuangXiUniversityofScienceandTechnology,LiuZhouGuangxi545006,China)
Lathemillingmachineinstructurewiththetraditionalfiveaxismachinetoolsaredifferent,thenumberofcontrolaxismorethan5.Therefore,inthedevelopmentofpostprocessingprocess,isgreatlydifferentfromthetraditionalfiveaxismachinetool,theneedtoanalyzethekinematicchainaccordingtodifferentfunction.Thispapertakesthe1500Scompositemillingmachinetoolasanexample,introducesthedevelopmentprocessofpostprocessingmachine.FirstestablishedMoriSeikiturningandmillingcompositemachinetoolmovingcoordinatesystem,accordingtothekinematicchainanalysisandcoordinatetransformation,thederivedMoriSeikicarmillingcompoundmachinetoolanglecalculationformulaandtheformulaofthecoordinatetransformation,analysisthebackanglevaluesineachquadrant;usingjavalanguagetodevelopMoriSeiki4250CNCmachinetoolsandthespecialpostprocessingsoftware,andthroughablademachiningsimulationtoverifythecorrectnessofthepostprocessingalgorithm.
MORISEIKI;turningandmillingcompositemachine;kinematicssolution;coordinatetransformation;valueoftherotationangle
1001-2265(2016)12-0049-04DOI:10.13462/j.cnki.mmtamt.2016.12.014
2016-01-06;
2016-03-02
广西教育厅项目:国产双摆头五轴联动机床后置处理软件的开发(0314101401)
唐清春(1972—),男, 四川绵竹人,广西科技大学副教授,博士,研究方向为数控多轴加工技术,(E-mail)gxtangqingchun@163.com。
TH164;TG
A