影响AGC综合指标的因素分析
2016-02-05王当珍赵传好朱迎春魏瑞霞
王当珍,赵传好,朱迎春,魏瑞霞
(国电菏泽发电有限公司,山东菏泽274032)
影响AGC综合指标的因素分析
王当珍,赵传好,朱迎春,魏瑞霞
(国电菏泽发电有限公司,山东菏泽274032)
为了提高火电机组AGC的调节能力,根据影响因素,进行AGC解除原因分析,找出解决问题的方法,采取措施加以解决。主要从控制逻辑和特性参数两个方面入手,控制逻辑包括主汽压力控制回路、磨煤机料位控制回路等项目,特性参数包括AGC信号、机组功率信号等,对改进措施进行了探讨。
AGC调节指标;自动控制;准确性
0 引言
为适应山东电网统调机组AGC调度运行管理规定要求,规范AGC运行管理,要求发电机组AGC性能指标、实时信息、并网试验、运行管理等均应满足《山东电网机(厂)网协调技术要求》、《山东电力系统机网协调管理规定》、《山东电网自动发电控制(AGC)技术规范》相关各项要求。为了适应《华北区域并网发电厂辅助服务管理实施细则(试行)》、《华北区域发电厂并网运行管理实施细则(试行)》要求,减少电网两个细则实施条件下AGC控制考核次数,优化控制逻辑参数。
国电菏泽发电有限公司共4台机组300 MW机组参与电网调度中心(以下简称“中调”)的AGC考核,机组AGC考核指标不能完全满足电网要求,K1值(调节表速率)小于1.2,K2值(调节精度)在1.1左右,K3值(响应速率)为1.6左右,Kp(AGC综合指标Kp=K1·K2·K3)在1.8左右。根据值长日志记录,2015年1月全厂AGC由于各种原因共解除79次,其中:由于煤质差,负荷不能满足指令要求38次,占48%;给煤机堵煤31次,占39.2%;主要设备缺陷造成的(挡板卡涩)原因2次,占2.5%;热工原因5次,占6.3%;其他试验、迎检等原因2次,占2.5%;运行手动解除1次。
1 AGC解除原因分析
针对机组AGC出现的问题,从热工缺陷调查数据进行统计分析,影响自动控制系统准确性因素包括控制逻辑不合理、特性参数不准确、机务设备故障、运行调整不当等,其中,控制逻辑不合理和特性参数不准确是主要原因,现场测量设备安装水平是次要原因。找出深层次影响因素加以解决,熟悉机组结构和运行特性,结合DCS控制软件提升自动化控制水平,完善控制系统调节参数,提高速率,降低控制动态过程中偏差。
1.1 主汽压力控制回路
菏泽电厂4、5、6号机组协调控制回路中,主汽压设定值与其测量值的偏差经过函数修正后引入到汽机侧的功率控制回路中去,机组运行AGC模式下,在主汽压偏离设定值较多时,限制汽机进汽调节阀开度变化,起反调作用,牺牲负荷保证压力稳定,进而影响AGC机组负荷调整,如图1所示。为了防止主汽压力偏离设定值过大,在锅炉主控中加入AGC负荷指令的前馈信号,当AGC负荷指令变化时,及时改变锅炉主控的输出,进一步提高锅炉燃烧快速响应机组负荷的能力,如图2所示。

图1 主汽压力拉回控制回路
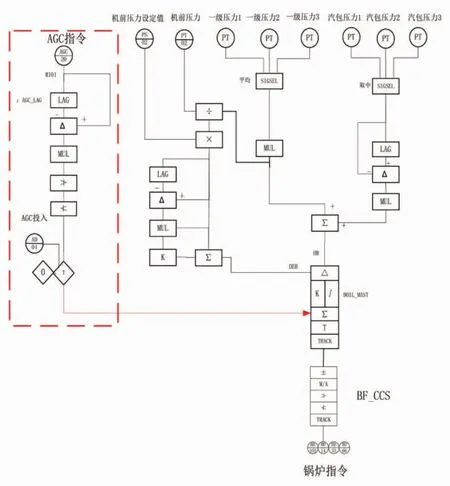
图2 AGC指令前馈控制回路
1.2 AGC信号通道
从机组检修时测试数据分析,从RTU(远程终端控制系统)来的AGC指令接入到机组DCS,DCS显示零位偏低,280 MW时显示偏高,从电网调度中心来的AGC指令信号与机组显示的AGC指令信号线性度不好。
进行机组AGC指令通道精度测试工作。利用机组检修机会,首先核对端子板组态、标签无偏置,量程设置,然后电话联系电网调度中心手动发AGC指令信号,逐点核对DCS内部的显示值并做好记录,发现各点误差不一致,需要修正。
1.3 参与闭环的功率信号
在协调控制(CCS)回路中,参与负荷PID控制回路的负荷信号取自于DEH控制系统[1],由于CCS控制回路与DEH系统处于不同控制器,跨不同的控制器,通信时间长,造成参与闭环调节负荷信号反应滞后,PID调节精度差,致使AGC调节精度K2低,如图3所示。

图3 DEH通信来功率信号
1.4磨煤机料位自动调节品质
差压料位测量。磨煤机差压料位运行不稳定,不利于磨煤机料位控制调整,正压侧取样管与钢球面距离决定差压料位测量的准确度[2](如图4~5所示),如果在钢球面上部,取样管路比较安全,不易碰撞摩擦,但是,不容易建立差压;如果深入钢球面下部,磨煤机启动时,钢球与取样管路碰撞摩擦,容易损坏取样管路,甚至整根管子被碰掉,3号炉磨煤机料位管路插深记录如下。3号炉A磨60 cm,B磨57 cm,C磨61 cm,确定最佳距离,易于建立差压,而又不损坏取样管路。

图4 磨煤机内部结构

图5 磨煤机差压料位正压侧测量管
磨煤机料位不稳定,随负荷变化慢。3号、4号、5号、6号机组磨煤机均为直吹式制粉系统,通过手动改变磨煤机料位调整机组负荷,在低负荷段,单靠热一次风压不能够将负荷降低到要求值,造成AGC解除,3号、4号机组已经出现多次。
原设计磨煤机应该维持在一定料位值,通过磨煤机热风调节门和旁路调整机组负荷,在低负荷段,一次风压一旦降低到最低值,运行人员只有通过手动降低料位来降低负荷。
1.5 煤质调整手段
3号、5号、6号机组投入AGC-R模式期间,均出现频繁自动退出现象,原因均为煤质较差,主汽压维持不住,AGC自动解除,比如高负荷时,汽机主控输出接近95%~100%,应该提高主汽压力设定值。
2 改进措施
2.1 主汽压力回路
为了减少主汽压力回路对机组负荷控制回路的反调,对机组协调控制系统中负荷控制回路的主汽压力回路进行隔离。优化4号机组主汽压回路,使其降低对功率控制回路的影响,5号、6号机组协调控制系统中的主汽压SP-PV函数修正汽机功率回路取消,即取消图1中红线圈内控制逻辑。
2.2 功率信号变送器
根据AGC运行情况要求,为了提高机组负荷的调节精度,在CCS控制系统所在的控制器内增加3台0.2级高精度抗涌流的功率变送器,取消不同控制器之间通信的时间,提高负荷调节的及时性。同时增加遥测功率变送器,其2路输出分别送至电网调度中心及DCS,使DCS内能够查看到机组实际调节结果。
2.3 AGC信号修正
电网调度中心发AGC指令,在电厂侧测试5号机AGC指令信号,增加AGC指令修正函数5LMCC:AGC_BIAS,函数如表1所示,通过修改函数,使机组AGC指令与电网调度中心一致。
2.4 磨煤机料位控制逻辑优化
增加磨料位负荷指令前馈逻辑,负荷指令发生变化时,先增减给煤量,修正磨料位设定值,为了实现高负荷时高料位,低负荷时低料位,增加料位设定值修正逻辑,达到精准控制料位目的,如图6所示。
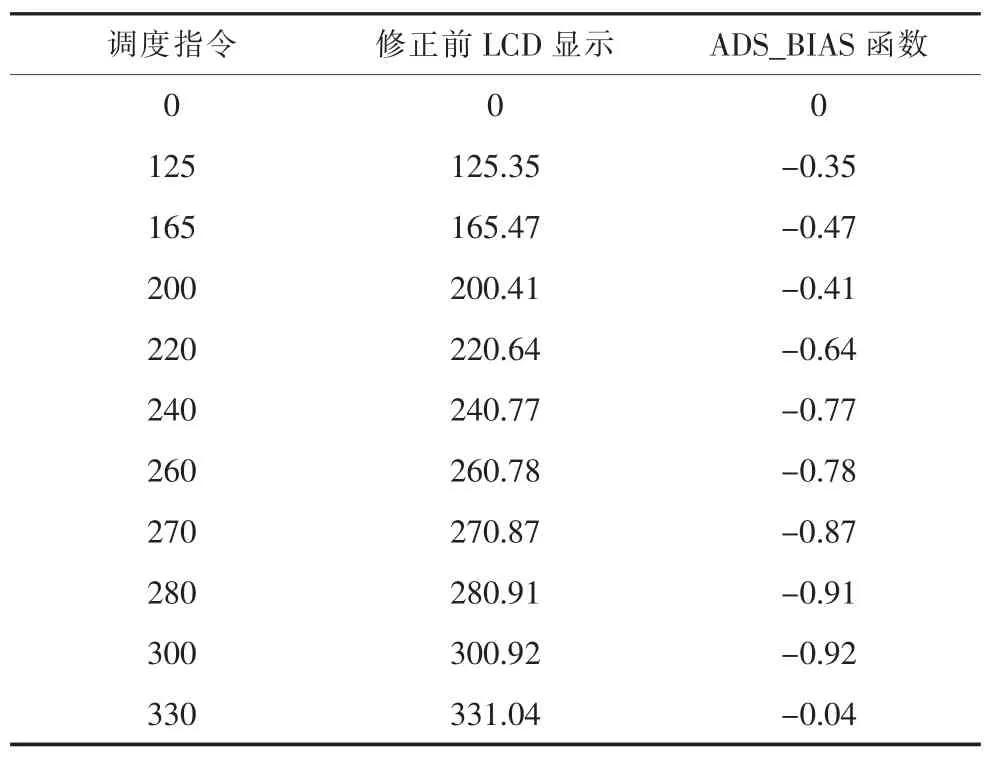
表1 AGC指令测试MW
2.5 一次风压控制逻辑优化
针对煤质差的问题,在控制逻辑中增加煤质因子控制回路如图7所示,煤质因子送入到一次风压控制回路,根据煤质变化及时调整一次风压,避免了锅炉主控输出到最高限值或最低限值。
加大一次风压设定值折线函数的斜率。一次风机出口母管压力设定值计算由两路给出,一路为主汽压力偏差SP-PV经函数转换,另一路为ADS负荷指令经函数转换,修改主汽压力偏差转换函数,如图8所示。

图6 磨煤机料位逻辑优化

图7 煤质因子控制逻辑

图8 主汽压力偏差转换函数
3 结语
通过改进,修改影响机组AGC控制指标的相关逻辑,确定磨煤机差压料位信号与差压料位测量管插入深度的关系,进一步提高测量信号准确性,消除影响自动控制系统准确性考核指标的因素,自动控制系统逻辑功能达到最优化。通过提高控制系统准确性,AGC指标控制水平得到较大提高,综合性能指标Kp一般维持在2.5以上。
[1]孙奎明,时海刚.热工自动化[M].北京:中国电力出版社,2006.
[2]侯典来.模拟量控制技术及其应用[M].北京:中国电力出版社,2009.
Influencing Factors Analysis of AGC Comprehensive Parameter
WANG Dangzhen,ZHAO Chuanhao,ZHU Yingchun,WEI Ruixia
(Guodian Heze Power Generation Co.,Ltd.,Heze 274032,China)
In order to improve the thermal power unit regulation capacity,the cause is analyzed and the solution method of the problem is find out according to the influencing factors.The improvement measures,mainly from two aspects of control logic and characteristic parameters were discussed.The control logic includes steam pressure control loop and coal mill material level control circuit,and these charactaristic parameters include AGC signal and unit load signal.
AGC regulation parameter;automatic control;accuracy
TK323
A
1007-9904(2016)12-0052-04
2016-09-19
王当珍(1976),男,工程师,主要从事电厂热工自动化专业工作。
