储罐现场组装技术与施工质量管理
2016-01-31上海寰球工程有限公司上海200032
张 倩 上海寰球工程有限公司 上海 200032
储罐现场组装技术与施工质量管理
张倩上海寰球工程有限公司上海200032
摘要对1000m3碱液罐的基础复测,罐壁、罐底、罐顶及附件的预制,储罐的组装、焊接及充水试验方案进行系统的和详细的介绍,并提出储罐在组装过程中的质量控制及安全保证措施。
关键词碱液储罐充水实验质量管理
*张倩:工程师。2008年毕业于上海华东理工大学化工过程机械专业获硕士学位。从事工程设计工作。联系电话:(021)64164200-5831,E-mail:zhangqianecust@126.com。
储罐设备制作安装在工程项目中施工工艺复杂多样,涉及面较广,具有一定的施工难度,尤其现场安装的储罐容易受到气候和外界条件的影响,对施工质量的控制难度大,需要注意的问题多。本文结合工程实例,介绍1000m3碱液罐的现场组装技术与施工质量管理。
1施工工序流程与准备工作
碱液罐的基本情况及主要技术参数见表1。
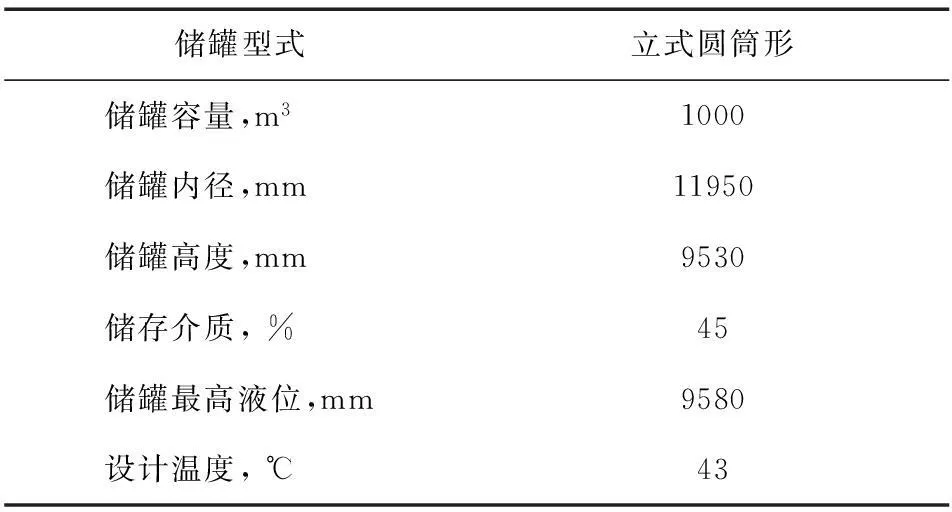
表1 碱液罐技术参数
储罐现场安装的工序流程主要包括:基础验收→基础画线→储罐建造材料的检验→罐体底板、壁板、顶板下料→罐顶预制→罐底板铺设→边缘板外300mm焊接、探伤→顶层壁板组对、焊接、探伤→包边角钢组对、焊接→“三度”检查→安装拱顶临时支撑架→顶板组焊→罐顶开孔及附件安装→除顶层外其余层壁板组对、焊接、探伤→中幅板焊接、探伤→第一层开孔及附件安装→罐底真空试漏→总体检查→罐体严密性及强度试验→罐底表面探伤→验收。
储罐现场安装的准备工作主要包括:施工前技术准备、施工人员准备、施工机具、材料准备及存放、生产及生活设施准备。
2储罐的现场施工
2.1 基础复测
在储罐安装前,必须按土建设计文件和相关规定对基础进行检查验收。应检查储罐基础的中心坐标,中心标高,基础表面径向平整度,基础表面沿罐圆周方向平整度,基础表面凹凸度,支撑罐壁的基础表面内径、水平度、沥青沙层的平整度及沥青沙层的外观质量。在基础进行中间验收合格后,方可进行安装。
2.2 储罐建造材料的检验
建造储罐用的主材和焊材使用前必须进行检验,检验的主要内容:外观检验,材料合格证或质保书检查,有特殊要求时需进行材料复验(包括化学成分检验、力学性能试验等)。
2.3 罐底、罐壁、罐顶及构件的预制
2.3.1罐底、罐壁、罐顶的预制
(1)根据图样要求及材料规格绘制排版图,并按排版图进行号料。号料时应按排版图对板材进行编号,做好标记及检查记录。
(2)下料时采用半自动火焰切割机切割下料,用角向磨光机对切割边缘进行打磨处理。
(3)在上述两部工序完成后应对罐底板的下表面进行防腐处理,防腐后底板应按规格摆放整齐,随用随取。
(4)在上述两部工序完成后,罐壁板应按照从薄到厚的预制顺序进行滚圆。滚圆后的壁板分批放在胎具上运抵现场,并将其放置在胎具上,以免发生变形。
2.3.2构件的预制
(1)包边角钢的预制:角钢的成型加工采用滚板机加工圆弧。加工后在平台上对超标处进行调整,并在平台上放出圆梁的大样进行预组装。
(2)盘梯的预制:盘梯应在现场整体预制,组焊完成后,整体吊装就位。
2.4 储罐的组装
根据现场施工条件和施工要求,该储罐的组装采用“均布立柱倒装法”,即利用均不在罐内的临时立柱作为吊装抱杆,立柱之间用架杆或型钢连接固定,按倒装顺序,从组装底板、顶圈壁板、罐顶开始,采用立柱上挂手拉葫芦的方法,由上而下逐带板提升,当提升到预定高度时,组焊下一带,如此反复,完成全部带板的组对焊接。
2.4.1罐底的安装
罐底由非弓形边缘板及中幅板组成。
(1)按图纸标定的方位,在基础上划出两条互相垂直的中心线,按排版图铺设罐底中心板,并在中心板上画出十字线,十字线应与基础中心线重合,在罐底的中心打上冲眼,并做出明显标记。
(2)画出弓形边缘板的外圆周线后,铺设非弓形边缘板,对接接头采用不等间隙,焊接对接焊缝的外端300mm,(其余焊缝待起罐完毕后进行焊接),并进行射线探伤,合格后磨平罐壁板所在位置的焊道。
(3)按排版图由罐底中间铺设中幅板,中幅板搭在非弓形边缘板上面。中幅板搭接接头三层钢板重叠部分,应将上层底板切角。切角长度为100mm,切角宽度为33mm。在上层底板铺设前,应先焊接上层底板覆盖部分的角焊缝。
2.4.2顶圈壁板及包边角钢的安装
壁板在组装前,应对预制的壁板进行复验,按排版图对号入座,需要校正时,防止出现锤痕。壁板组装时,应保证内表面平齐,错变量符合储罐的安装技术要求。在顶圈壁板安装完成后,进行包边角钢的安装。
2.4.3罐顶的安装
采用拱顶临时支撑圈对拱顶进行安装(图1)。安装时,顶板铺设前应按排版图等分中心支撑圆周和包边角钢圆周,并在中心支撑圈和包边角钢上标出每一块顶板中心线,顶板的铺设要对称均布同向进行。

图1 拱顶安装示意图
2.5 储罐的焊接
2.5.1储罐底板的焊接
底板的焊接中,二到四个焊点同时进行施焊,以减小热变形,其焊接顺序见图2。先焊1、4焊缝,再施焊2、3焊缝,焊缝初层焊道采用分段退焊或跳焊法,先留出800mm搭接缝不焊,待底圈壁板与底板点焊后方能施焊。中幅板焊接时,其焊接顺序为5、6,7,8、9、10、11。且由中间向两边分段退焊或跳焊法,以减小热变形。

图2 碱液罐底板焊接顺序
2.5.2罐壁的焊接
先焊纵向焊缝,后焊环向焊缝。纵缝采用立向上焊,先焊外侧,后宜用砂轮机清根再施焊内侧。当焊完相临两圈板的纵向焊缝后,再焊其间的环向焊缝,环焊缝焊接时,焊工均匀分布,并沿同一方向施焊。
2.5.3罐顶的焊接
(1)在圆周方向分0°、180°两边对称铺设顶板,调整好后将上、下两个中心点位置点焊固定,并将所有顶板铺设完后检查焊缝搭接量再作局部的调整,保证每条缝的搭接量均匀。
(2)由下至上组对焊缝并进行点焊,点焊长度不能小于30~50mm,将所有顶板径向焊缝组对完成后,隔条进行焊接,分段退步焊。
2.6 充水试验
储罐建造完毕且尺寸检查、无损探伤合格后,应进行充水试验,检查内容:① 罐底的严密性应以无渗漏为合格;② 罐壁强度及严密性实验:充水到物料装填高度,并保持48h后,罐壁无渗漏,无异常变形为合格;③ 固定顶的强度及严密性试验:罐内水位在最高液位下一米时进行缓慢充水升压,当升至试验压力时,罐顶无异常变形,焊缝无渗漏为合格。试验后应立即使储罐内部与大气相通,恢复到常压;④ 固定顶的稳定性试验应充水到设计最高液位用放水方法进行。试验时应缓慢降压,达到试验负压时,罐顶无异常变形为合格;⑤ 基础的沉降观测。
3施工质量管理
3.1 施工质量保证措施
(1)在工程建设施工阶段,严格按公司质量体系文件有关规定运行,健全质量保证体系和组织机构,保证质量体系正常、有效运转。
(2)对储罐制作安装等重点工程工序要制定详细施工方案,采取必要的防范措施,细化施工工艺,防止质量问题产生。
(3)开工前组织参与施工的主要人员进行技术培训,培训内容为经审批的技术方案、质量检验计划、质量通病及控制措施、二次设计图纸等,以便参加施工的全体成员在施工方法和控制要点上达成共识,确保工艺文件的执行力度。
(4)特殊工种人员必须持证上岗(持证在有效期内)。
(5)加强对材料、设备的现场验收管理,杜绝使用不合格的材料、设备。
(6)储罐施焊所用焊条必须按工艺要求烘干。
(7)对焊接等关键工序的施工质量,严格执行焊接工艺,工程技术部门负责检查焊接工艺执行情况,质检部门负责施工质量情况,确保施工质量。
(8)罐底铺设前,要对土建基础进行中交,达到标准要求后才能进行罐底铺设。
(9)所有储罐焊接外观质量必须达到标准规
范要求,焊缝成型质量良好,无飞溅、药皮、熔渣、焊瘤、表面裂纹、夹渣等质量缺陷。
(10)射线探伤,先对外观进行检查并确认合格,后按技术要求探伤,射线探伤质量必须符合NB/T 47013—2015标准规范。
(11)施工中必须严格执行国家标准规范和图纸技术要求,并将这一必须遵守的施工准则贯彻到施工各环节中,确保该项工程建设质量。
3.2 施工安全保证措施
(1)组织全体员工做好安全教育,提高安全意识。
(2)安全管理人员每天应到现场检查,规范现场施工操作,严禁违章事件发生。
(3)规范现场用电,插座必须按规范安装,并做好防雨措施。
(4)安装时应设立警戒线,无关人员严禁入内,吊车按规范操作。
(5)高空作业必须系好安全带,严禁从高空向下扔任何物品。
(6)由于受吊装重量的影响,各层平台的格栅板无法在地面组装,因此空中组焊时用钢管、角钢、安全网作好防护措施。
(7)夜间作业要有足够的照明。
4结语
储罐已经成为生产和工业中必不可少的设备,其在现场的安装制造有一定的难度,因此在安装制造过程中需要制定合理的安装工序、完善的质量保证措施才能有效的控制产品的最终质量。
参考文献
1GB 50341-2014,立式圆筒形钢制焊接油罐设计规范[S].
2GB 50128-2014,立式圆筒形钢制焊接储罐施工规范[S].
3孙晋坡.大型贮罐设计[M].上海科学技术出版社,2009.
下期要目
·丙烯酸洗涤吸收工艺改进
·两种尿素大颗粒造粒技术比较
(收稿日期2015-09-10)
