基于数控车的深沟槽高效加工
2016-01-27中国工程物理研究院电子工程研究所四川绵阳621900于立青苗发祥
■中国工程物理研究院电子工程研究所 (四川绵阳 621900) 于立青 胡 鹏 苗发祥 申 强
基于数控车的深沟槽高效加工
■中国工程物理研究院电子工程研究所 (四川绵阳 621900) 于立青 胡 鹏 苗发祥 申 强
摘要:对具有典型径向深沟槽特征轴类零件数控加工的难点进行分析,将车铣原理应用于深沟槽的加工,通过方法的改进、数控程序的优化,用刃磨后的改制刀具实现深沟槽的高效加工,降低了生产成本,提高了生产效率。
随着数控设备的广泛应用,充分挖掘数控设备的潜力,发挥出数控加工技术的优越性也开始凸显出其重要性。而拟定加工方法是工件数控加工的核心。选择具有可操作性、优化的加工方法,才有利于实现高切削效率,节省资源,降低成本,实现数控增效,体现出数控机床高精度、高效率的优点。本文对已通过生产验证的典型径向深沟槽轴类零件加工实例进行分析,为类似零件工艺方法的改进和优化提供借鉴。
1. 零件分析
如图1所示零件,是具有径向深沟槽特征的轴类零件。零件尺寸精度(IT6),表面粗糙度值Ra=1.6μm,材料为精密合金4J36,材料的可切削性与不锈钢1Cr18Ni9Ti接近,属难加工材料。

图1 工件结构图示意图
其加工难点主要体现在3.2mm×f18.6mm的深沟槽加工,表现为:①槽底孔加工;槽窄(3.2mm),而径向切深较深(3.8mm)、刀具悬臂长、刚性差及易产生颤纹,造成表面粗糙度达不到要求。②基本无排屑空间,冷却困难,极易产生积屑瘤、挤刀及扎刀现象,刀具寿命低。③对刀精度要求高,尺寸精度保证困难。
2. 加工方法的改进
此类槽通常的加工方法是先钻中心孔、钻孔、钻平底孔后镗孔,再用进口的切槽刀(刀片型号:伊斯卡GIQR11-200-0.05IC528)粗加工沟槽,最后用成形刀精加工。缺点是工步多、使用刀具数量多、加工效率低,且因刀具的单刃切削对工件挤压易造成塑性隆起、毛刺突出,表面粗糙度和尺寸精度达不到要求。且进口刀具价格昂贵,因不易断屑,每个刀片最多只能加工4 ~5件(刀具切削2件之后,刀具锋利程度急速下降,容易挤屑,切削力增大,而使刀片崩碎断裂,严重时甚至会造成镗刀杆报废)。其加工示意图如图2所示。

图2 原方法的加工示意图
原方法的粗加工沟槽程序需5段。
通过改进刀具,利用数控车
床的C轴功能配合动力刀头能实现深沟槽的加工,具体方法是:采用刃磨后的改制刀同时完成平底孔及深槽的铣削,实现槽的粗加工(大余量的去除),最后用成形刀完成精加工。加工时工件和动力刀座上的刀具旋转方向相反,刀具可根据工件结构偏移机床主轴线一定距离,以完成孔和沟槽余量的去除,加工示意图如图3所示。
新方法只用1把刀可同时完成平底孔及深槽的粗加工,且切屑易断屑。同时,由于主轴旋转和刀具旋转的复合作用极大地提高了加工效率,具有工步少、辅助时间短及效率高的特点,每把刀具至少可加工零件100件以上。刀具是由普通立铣刀(高速钢刀)改制的,成本低。
新方法的粗加工沟槽程序如下所示。

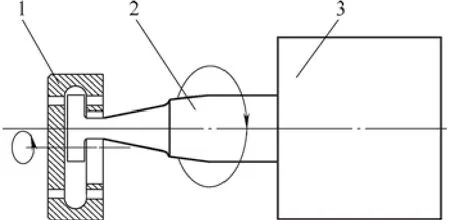
图3 新方法的加工示意图
3. 专用刀具的设计
要在数控车床上采用新工艺方法实现深沟槽的加工,首先要具备合适的刀具。为此,用普通立铣刀进行改进和刃磨,使之适应特殊沟槽的铣削。改进后的刀具如图4所示。刀具改进要有以下5点应注意:①刃磨时应保证改进铣刀的多刃切削,不破坏铣刀的底齿和侧刃。②考虑精加工余量,刃长尺寸b1应小于沟槽的宽度尺寸0.05~0.10mm。③刀具直径尺寸fD在考虑刀具操作空间(进、退刀)的前提下,根据要加工的沟槽尺寸和零件结构尽可能选择较大的直径。④过渡处尺寸b2应大于端面至槽底的长度与槽宽之差。⑤过渡处b3尽量短,采用大斜角面过渡方式以提高刀具刚性。图1所示工件选用f10mm的铣刀进行改制,fd为刀具直径尺寸fD减去两倍槽深,b1为3.1mm,b2为2.5mm,b3约为5mm。

图4 改进后立铣刀示意图
4. 结语
采取改进加工方法、合理设计专用刀具等措施较好地解决了平底深沟槽类零件的精密加工问题。加工方法在类似零件及不同设备上( QUEST TWIN-TURN65 /ELITE Ⅱ-8/51)均通过了生产的验证。同时,对于锥孔、异形孔等也可采用以铣代车的方法完成粗加工。新方法明显简化了编程,缩短了加工时间及辅助时间,降低了生产成本,提高了生产效率,为类似零件的加工提供了有益的借鉴。
收稿日期:(20141026)
“工业机器人”约稿函
尊敬的作者:
您好!随着科学技术的进步,工业机器人的使用越来越广泛。为了推动工业机器人的普及应用,促进工业机器人产业的发展,满足广大用户对工业机器人的需求,我刊在2015年特设工业机器人栏目,约稿如下:
(1)工业机器人的先进技术发展趋势。
(2)工业机器人的先进设计理念与制造经验。
(3)工业机器人的选型和应用。
(4)在操作过程中使用工业机器人的心得和体会。
(5)工业机器人使用的具体案例分析。
本次约稿的工业机器人侧重于金属加工冷加工的范畴,来稿一经录用,马上安排发表!希望广大作者和读者积极投稿!
本刊编辑部
