加工内螺纹夹具设计
2016-01-27浙江盾安阀门有限公司诸暨311835叶得强郑红江朱新炎
■浙江盾安阀门有限公司 (诸暨 311835) 赵 敏 叶得强 郑红江 朱新炎
加工内螺纹夹具设计
■浙江盾安阀门有限公司 (诸暨 311835) 赵 敏 叶得强 郑红江 朱新炎
摘要:本文介绍了伸缩弹性螺纹夹具结构的设计方法及使用工作原理。该设计方法的使用不仅降低了操作者的劳动强度、提高了生产效率,而且通用性强,应用效果较好,有一定的推广应用价值。
加工如图1所示M26×1.5mm内螺纹时,为了提高生产效率,在车床上采用丝锥攻螺纹的方式加工。加工顺序为:先将产品M30×1.5mm的外螺纹旋入内螺纹夹具(见图2)内,然后开动车床主轴再用丝锥进行攻螺纹加工,最后主轴停止,产品加工完毕,用扳手卸下该产品。该方法在产品加工完毕主轴停止时,因切削力的原因使产品外螺纹和夹具内螺纹配合有预紧力。使得产品必须用扳手或其他工具才能卸下来,导致操作人员的劳动强度加大,生率效率不高。为此我们设计了一种新夹具,使产品加工完毕后不用扳手或其他工具来卸下产品。
夹具结构如图3所示,把夹具做成伸缩弹性夹具,在加工此夹具时,夹具内螺纹小径应比所夹具螺纹大径大0.1~0.4mm,螺距应和所夹产品螺距相同。
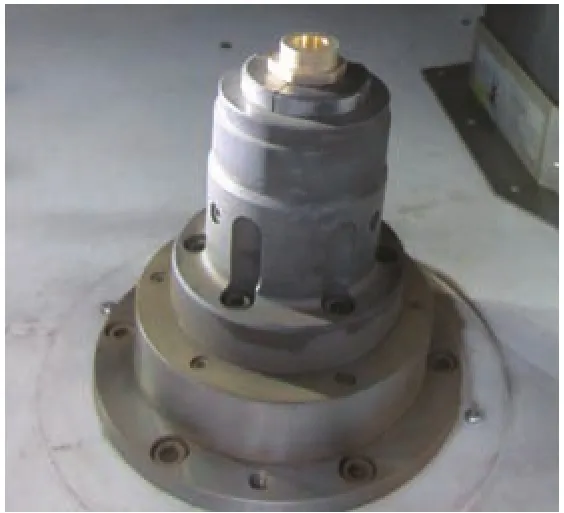
工作原理如图4所示,先将夹具3旋入车床主轴2拉杆1上,然后拉杆1向后方拉紧(直到把夹具1mm缺口合到一起为止),再把要加工产品4的外螺纹端旋在螺纹夹具3螺纹上;启动车床电源按钮,进行加工,加工完成后,放松拉杆。夹具自动松开,取下产品,一个产品加工过程结束。
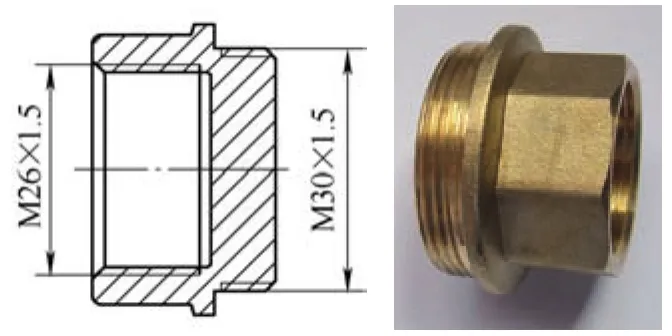
图1
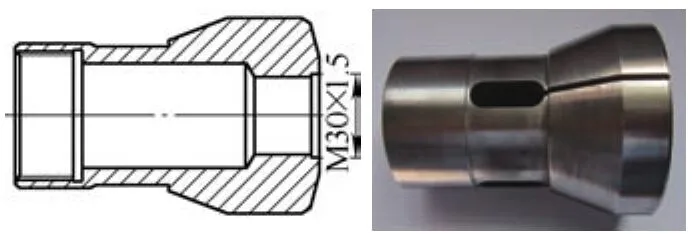
图2
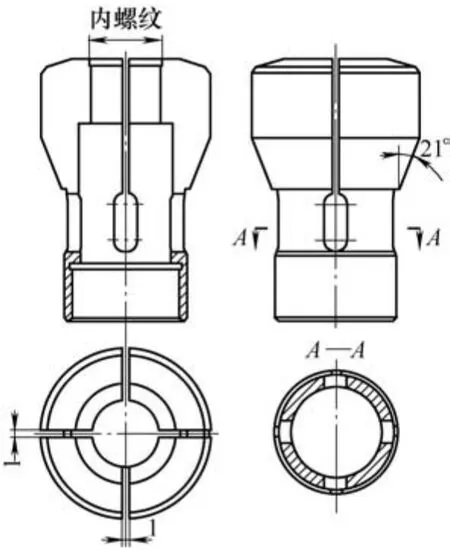
图3

图4
此夹具已在我公司得到应用。该夹具在使用过程当中,不仅保证了产品的位置精度,而且在很大程度上降低了操作者的劳动强度,提高了生产效率。该设计方法具有柔性化功能,只需对夹具外圆及螺纹改进,能适合各种螺纹在车床上的加工。
参考文献:
[1] 朱耀祥,浦林祥. 现代夹具设计[M].北京:机械工业出版社,2001.
[2] 袁广. 机械制造工艺与夹具[M].北京:人民邮电出版社,2009.
收稿日期:(20140918)
