逆用切削原理改进不对称接合齿机加工工艺
2016-01-27江苏太平洋精锻科技股份有限公司泰州225500徐树存
■江苏太平洋精锻科技股份有限公司 (泰州 225500) 徐树存
的Ⅰ处放大图所示。
5. 结语
连杆模具制造装配后如图10所示,下模如图11所示。经过生产实践证明,模具结构合理,能保证产品质量,生产效率高。已经投入批量生产中。

图10 连杆模具

图11 连杆模具下模
参考文献:
收稿日期:(20141008) (20140924)
[3] 张正修. 厚板冲压技术. 模具技术[J]. 1997(4):62-75.
[2] 万俊,张正威,郭银芳. 薄臂卡圈精冲级进模设计 [J]. 模具工业,2014(3):31-33.
[1] 周开华,幺延先,齐翔宪. 简明精冲手册 [M]. 北京:国防工业出版社,1993.
逆用切削原理改进不对称接合齿机加工工艺
■江苏太平洋精锻科技股份有限公司 (泰州 225500) 徐树存
摘要:在非对称接合齿的机加工中,经常发生齿尖刮伤而导致废品产生的问题。通过对称接合齿和不对称接合齿的锁止角对比分析,采用逆向思维,把工件(接合齿的齿尖)比拟成“多齿切削刀具”,把缠绕在刀具上的切屑比拟成被切削的“工件”,利用不对称接合齿本身自有的锁止角,通过改变旋向来改变“刀刃”(齿尖)的前、后角,从而达到保护齿尖、减少齿尖刮伤率的目的。
1. 问题的提出
在汽车变速器接合齿的机加工中,齿尖(齿的两锁止面相交的棱边)刮伤而导致废品产生一直是一个令人困扰的问题,尤其是非对称接合齿更是如此。由于齿尖到加工面很近,在0~0.2mm内,切屑刮伤齿尖不可避免(见图1、图2)。
通常解决办法有两个:①减少齿长,增大齿尖至机加工面的距离,减少切屑与齿尖的接触机会。但是为了保证接合齿挂挡的可靠性,设计部门对齿长有严格的要求,不会轻易减少。②断屑措施,减少切屑缠绕刀具的时间,从而减少切屑与齿尖的摩擦机会。但接合齿材料是低碳合金钢,在渗碳淬火前机加工,硬度较低,切屑不易折断。因此要解决齿尖刮伤问题,要另辟蹊径才行。
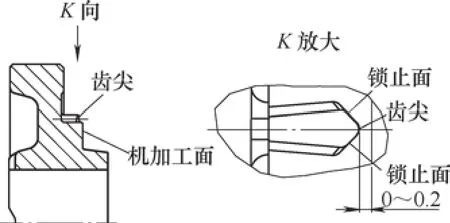
图1 接合齿机加工示意图
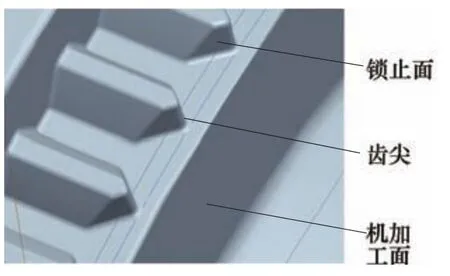
图2 接合齿齿部立体示意图
2. 解决措施
我公司承接某汽车公司的一、二挡接合齿的锻造和机加工任务订单。批量生产几个月来,二挡接合齿因齿尖机加工切屑刮伤而产生的废品率平均为2.88%,而同期一挡接合齿因齿
尖机加工刮伤而产生的废品率仅为0.19%,两者相差达10倍之多。鉴于此,有必要对一挡与二挡接合齿在形状结构、齿长等诸方面进行对比分析,找出二挡接合齿发生齿尖刮伤的主要原因,然后采取相应的措施。
通过对比,我们发现一、二挡在成品结构形状、锻坯余量、齿尖高度、硬度(组织)、切削刀具、切削用量及走刀路线等方面基本一致,只是齿尖锁止角有所不同(见图3)。一挡接合齿齿尖处锁止面形状是对称的,是对称接合齿;二挡接合齿齿尖处锁止面形状是不对称的,属于不对称接合齿,齿尖是向按顺时针方向偏的(从齿端看)。
在接合齿机加工时,齿尖刮伤是由缠绕在刀具上的切屑刮伤的,齿尖高速顺时针旋转(从齿端看),而切屑相对静止。这种状况可以比拟成:分布在圆周上的40个齿尖高速旋转,相当于圆周端面铣刀40个主切削刃正在铣削,两锁止面相当于前刀面和后刀面,而切屑相当于被铣削的工件。通过比拟铣削分析,齿尖按顺时针旋转,一挡接合齿齿尖的切削前角、后角均是45°;二挡接合齿齿尖的切削前角是50°、比一挡大5°,后角是32.5°,比一挡小12.5°。根据切削原理,前角越大,刀刃越锋利,越不利于保护刀刃;后角越小,工件与刀具的后刀面摩擦力越大。所以二挡接合齿齿尖与切屑的摩擦力比一挡大得多。这可能是造成二挡接合齿齿尖刮伤的重要原因。具体对比分析如图4所示(从齿端看为顺时针旋向)。
根据上述切削理论分析,如果改变接合齿的齿尖旋转方向为逆时针(从齿端看),按照比拟的切削状态,一挡接合齿齿尖的前、后角均是45°(因为齿尖是对称的),二挡接合齿齿尖的前角减小为32.5°,后角增大为50°。根据切削原理,前角越小,越利于保护刀刃;后角越大,工件与刀具的后刀面摩擦力越小,所以能大大减少二挡接合齿齿尖与切屑的摩擦力。从理论上讲,二挡接合齿齿尖与切屑的摩擦力比一挡还要小。具体分析如图5所示(从齿端看为逆时针旋向)。
从实践上看,齿尖逆时针旋转,需要安装右向越程槽刀杆。采用右向刀,前刀面朝下,切屑在刀面之下,切屑在重力的作用下也易于脱落。
自从更换了新刀具,改变了二挡接合齿的旋向,经过两个月的验证,二挡接合齿的齿尖刮伤率大幅减少到0.139%,基本与一挡齿尖刮伤率相近,恢复到正常状态。
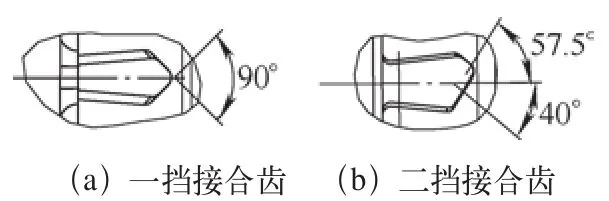
图3 一、二挡接合齿锁止角对比示意图
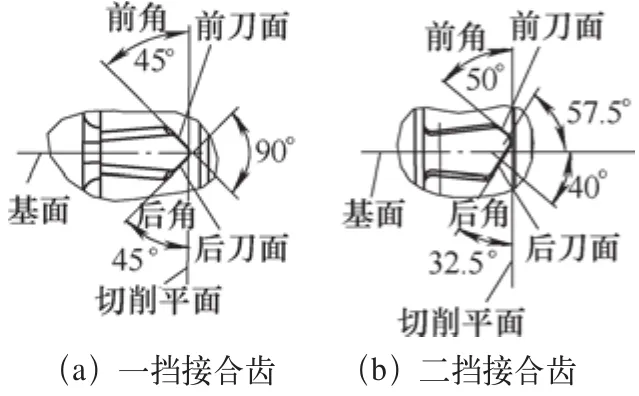
图4 一、二挡接合齿比拟切削对比示意图

图5 改进后的二挡接合齿比拟切削示意图
3. 结语
通常刀具切削工件需要调整刀具的前角、后角等参数,减少切屑与刀具的磨损,降低刀刃、刀尖的损伤率,从而延长刀具的使用寿命。在本案例中,采用逆向思维,把工件(接合齿的齿尖部分)比拟成“刀具”,把缠绕在刀具上的切屑比拟成被切削的“工件”,利用不对称接合齿本身自有的锁止角,通过改变旋向来改变“刀刃”(齿尖)的前、后角,从而达到保护齿尖,减少齿尖刮伤率的目的。由此有效地解决了不对称接合齿齿尖刮伤的问题。
[1] 李华. 机械制造技术[M]. 2版. 北京:高等教育出版社,2005:30-41.
专家点评
作者采用逆向思维方式有效地解决了不对称接合齿齿尖刮伤的问题。细节决定成败,隐患无处不在。作者以较强的观察和分析能力,于细微之处发现奥妙,这种工作精神和思维方式很值得学习。
