压光机系统的技术改进
2016-01-26余章书
·压光机·
压光机系统的技术改进
余章书
摘要:介绍了在造纸机的干燥部配置半干压光机、干燥部之后配置普通压光机和在造纸机外配套超级压光机的新技术和应用实践,并介绍了新型聚氨酯软压光辊技术的特性及应用,比较了不同压光机的特点,总结了影响压光效果的因素。
关键词:压光机;半干软压光机;超级压光机;聚氨酯辊
作者简介:余章书先生,高级工程师;主要从事造纸机械设备技术改造、制浆造纸工程创新和设计工作。
中图分类号:TS755
文献标识码:A
文章编号:0254- 508X(2015)06- 0059- 05
收稿日期:2015- 01- 22(修改稿)
Abstract:New technologies including application of wet calendar stack in drying section, ordinary calendar after drying section, and off line super soft calendar were introduced. Technical characteristics and application of new polyurethane soft calender rolls were also presented. Finally the features of different calenders were compared, and the factors influencing the effect of calendaring were summarized.
Application of New Technology in Calender System
YU Zhang-shu
(E-mail: yuzhangshu@sina.com; Tel: 13459012189)
Key words:calender; soft calender; super soft calender; polyurethane roll
压光是用压光机对纸或纸板进行加工,以改进纸张的平滑度和光泽度,并在一定程度上对纸或纸板的厚度进行控制的工艺过程。压光分硬压光和软压光两种方式。近20来年,随着国内造纸工业的迅速发展、市场用纸量的日益增加,废纸用量逐年激增。但废纸中夹持的垃圾杂物越来越多,而有效处理废纸杂质十分困难,若废纸浆中掺杂的细砂粒、泡沫、油蜡、胶料等处理不彻底,当生产各类高档纸张时,这些细小杂质经过硬压光机之后会在纸面上形成墨斑、湿斑、斑油,影响纸张的表面质量。因此刚性的机内外压光机已不能满足造纸机抄纸过程的需要。为顺应造纸工业日益发展的趋势,普通软压光机和超级压光机已得到普遍使用,但在使用时仍存在一定的缺陷需要进一步技术创新改进。本文主要介绍了压光机系统应用技术的改进,以使其适应造纸工业发展的需要[1-4]。
1软压光和硬压光的应用对比
压光分为软压光和硬压光两种方式。造纸压光主要起以下几方面作用:一是整饰纸张的表面,提高纸张的平滑度、光泽度和紧度;二是调整纸张的厚度,通过局部加热或冷却的压光辊来减少纸张厚度沿横向上的波动;此外,压光后的纸张裂断长会增加。
大多数造纸机在干燥部配置半干压光机和在干燥部后装置普通压光机,生产某些纸种时在造纸机之后还需配套超级压光机[5]。普通压光机和超级压光机有着一定的连带关系,当普通压光机达不到纸张质量要求时,势必影响位于其后的超级压光机的压光整饰作用,造成压光作用效果差,影响纸张的质量。
软压光是近10年来发展迅速且广泛使用的新技术,由于压光机软辊面材料的回弹,使辊面可以适应纸张匀度和定量的变化,同时厚度不会有较大的减少,可增加平滑度,消除色斑。
与硬压光相比,软压光具有以下优点:①改善了纸张松厚度,并保持挺度稳定性;②印刷油墨吸收性良好;③软压光的温度和线压调节范围大,可适应不同纸种要求的压光整饰;④因纤维不受强烈挤压,纸张强度好,设备运行率提高;⑤压出的纸张紧度一致,厚度减小不大;⑥即使纸张匀度不好,其不透明度也可得到改善;⑦可获得较高平滑度,并可减小平滑度两面差;⑧有可能使成品纸具有较高的水分。
2聚氨酯材料特性及应用
聚氨酯全称聚氨基甲酸酯(polyureethane),是一种高分子材料,具有耐磨性好、强度高的特点。在国外最初使用聚氨酯包胶的辊子是沟纹压榨辊、盲孔压榨辊。为顺应造纸工业迅速发展的趋势,技术创新改为盲孔带沟纹压榨聚氨酯辊、长盲孔带沟纹压榨聚氨酯辊等,短期使用效果比效好,表面没有出现磨损现象,弹性好,使用一年几乎没有出现变形现象,保证了良好的脱水效果以及生产的连续性和稳定性。目前聚氨酯广泛使用到施胶辊、涂布压辊、半干压光机、普通压光机及超级压光机上的软压光配套,使得辊子的使用寿命周期延长。
3三辊半干压光机
半干压光机的主要目的是压紧纸幅,为造纸机干燥部后装置普通压光机发挥有效作用,更有效防止黑斑、油斑等纸病产生。在低速及中速造纸机上,一般在干燥部中间或直接在大缸上设置三辊半干压光机,其中辊子为聚氨酯辊、上下辊为金属辊,或设中辊为金属辊、上下辊为聚氨酯辊,辊面具有刚性、柔性和耐磨特点,脏物不易黏辊,易清理,见图1、图2。
目前在造纸机大缸上直接装置三辊半干压光机,即不必移动原有设备位置,也不增加传动装置,由大缸直接带动,节省动力消耗,且可起湿压光、烘干的作用,纸张不易断头和起皱;两缸距离短,好引纸。这种安装形式具有结构简单紧凑、传动稳定、安全可靠和劳动强度低等优点。

图1 造纸机干燥部中间装置半干压光机结构示意图
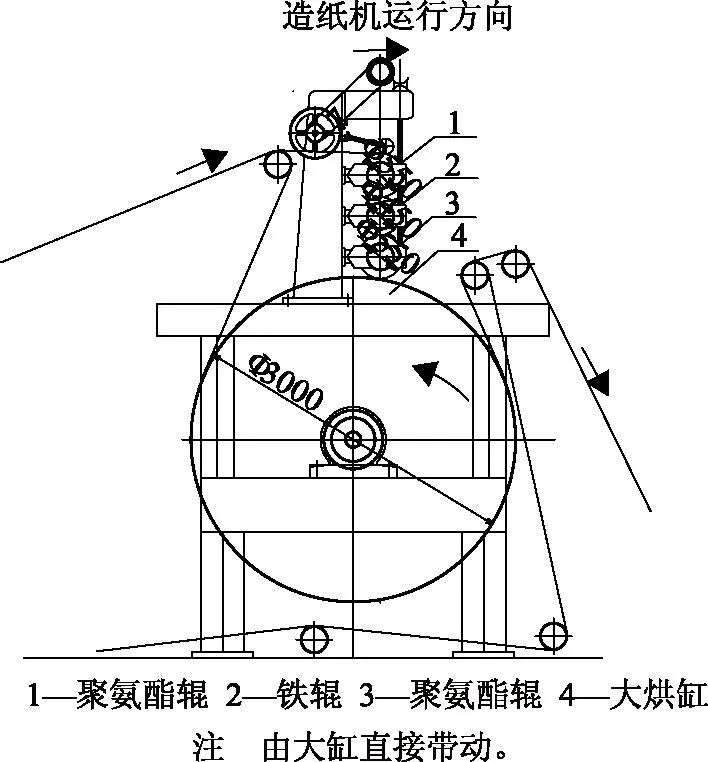
图2 造纸机干燥部装置半干压光机结构示意图
4普通压光机
普通压光机由3~7个压光辊组成,通常为5个辊(图3所示),底辊一般为主动辊,其他辊子借助相互摩擦而转动。在压光机上,纸幅自压光辊组引入,依次地通过线压逐渐增大的各个压区。压光辊的数目按所生产的纸种及其光泽度等性能的要求来决定,压光辊的数目亦取决于压光机引纸方法。用压缩空气吹送引纸时,由于纸幅可送至顶辊及下辊筒之间,此时应采用呈偶数的辊组(也有风送引纸时采用奇数辊组的事例)。人工引纸时,为了安全起见,纸幅必须绕过顶辊,在这种情况下,辊数应采用奇数。
五辊普通压光机由2个聚氨酯辊与3个金属辊交替堆叠组成,分为双侧机架压光机和单侧机架压光机的结构形式。

图3 五辊普通压光机结构示意图

图4 十二辊超级压光机结构示意图
目前,废纸原料杂质较多,普通压光机和半干压光机均改为聚氨酯软压光辊,适应性强,质量可靠有保证。
5超级压光机
超级压光机一般为12个辊(图4所示),与普通压光机主要不同之处是辊面弹性较大,且配备较多的聚氨酯辊(原设为纸粕辊),辊筒个数多,线压力和精致整饰作用大。
供两面光纸用的超级压光机使用最普遍,经它整饰的纸张两面光泽度和平滑度较接近。这种超级压光机具有偶数的辊筒,顶辊和底辊都是金属辊,中部有2个相邻的聚氨酯辊,其余为相间排列的金属辊和聚氨酯辊。纸张通过时,相邻的2个聚氨酯辊使纸张另一接触面反转压光,纸张的2个表面分别有机会与金属辊相接触。供单面涂布纸原纸和单面光纸使用的超级压光机辊数为奇数,其中顶辊和底辊是金属辊,聚氨酯辊和金属辊彼此相间排列。纸张通过时,仅以一面与金属辊接触。因此纸张只有一面平滑度和光泽度提高。
超级压光机可分两大类:①供书写纸、印刷纸和其他类似用纸使用,特点是对光泽度、平滑度要求高,幅宽大、车速高和线压力低;②供工业用纸(电容器纸、卷烟纸、仿羊皮纸)使用,特点是幅宽小、车速低和线压力高。 表1列出生产不同纸张产品的超级压光机与普通压光机特点。
近几年来,超级压光机和普通压光机的发展趋势是减少停机时间和减少辊筒的维修。为此采取一系列措施,如:①增加卷取纸卷直径,达1.5~2 m;②采取快速换卷装置,尽快地移去空卷纸轴或采用连续退卷站;③断纸时,快速制动纸卷和辊筒;④采用辊筒快速脱开机构,使辊筒在断纸时快速脱开而不受损伤。
在超级压光机上配置聚氨酯辊进行软压光,车速提高了35%,生产稳定运行,消除安全隐患,解决了生产平衡问题。
超级压光机聚氨酯辊的肖氏硬度应为91°~93°,三辊半干压光机和普通压光机聚氨酯辊的肖氏硬度为86°~90°为合适。压光机包覆聚氨酯要求质量高,如辊面选择硬度不当也将会影响压光效果。
6影响压光效果的因素
纸张在压光机上的压光效果既取决于它在压光前的原有特性(如纤维配比、打浆的均匀度和纸张水分),也取决于压光机对纸张的作用。在压光机上影响压光的主要因素是:比压力、辊数和辊子表面温度、光洁度等[6-9]。
6.1比压力

表1 生产不同纸种的超级压光机与普通压光机特点
当纸张通过压光机时,在线压力的作用下,聚氨酯辊和纸张产生变形,形成一个变形面积。压力即分布在该面积上。变形面积的宽度决定聚氨酯辊的变形量和纸张厚度的减少量。(线压力与变形面积的宽度比称为比压力,单位为kPa/m2)。
与在压榨部使用聚氨酯辊相同,在压光机上使用聚氨酯辊能形成较宽的变形面积。在这种情况下,虽然线压力很大,但比压力较小,所以不会把纸张压溃,并且能延长纸张在辊间压区中的受压时间。
比压力是决定纸张紧度、平滑度和光泽度的主要因素。在压光机上,纸张紧度随比压力的增加而提高,而纸张的物理性能和它在压光机上所获得的紧度有关。
纸张的平滑度和光泽度是由于纸张在辊间产生滑动,并在压力作用下表面产生塑性变形的结果。由于辊间压区中纸张表面不平,而使纸张与辊筒仅仅局部接触而不是全部宽度上接触。当压力提高时,接触面积增加,因而纸张的光泽度和平滑度提高。但当压力增加超过某一极限范围(250~300 kN/m),压力再继续增加对纸张平滑度的影响不大。

图5 聚氨酯辊径向变形
由聚氨酯辊的径向变形而引起的辊间滑动可用图5来说明。假设聚氨酯下辊为主动辊,它有一变形区域,区域中的平均半径R0=R1-ΔR1,则金属上辊的角速度ω2=ω1(R1-ΔR1)/R2,而上辊圆周速度V2=ω2R2=ω1(R1-ΔR1)。因V1=R1ω1,则辊筒圆周速度之比(相对的滑动):V1/V2=R1/(R1-ΔR1),圆周速度之差:ΔV=V1-V2=ω1R1-ω1(R1-ΔR1)=ω1ΔR1。由此可知,辊筒间相对滑动与车速无关,只取决于聚氨酯辊径向变形及其直径。辊筒间的滑动可以是正的或负的。如果两辊(聚氨酯辊及金属辊)之中聚氨酯辊是主动辊,则从动金属辊的线速度将小于主动辊的线速度,这时发生的滑动称之为正滑动。如果金属辊是主动辊,则从动辊聚氨酯辊的线速度大于主动辊的线速度,这时可以称为负滑动。试验表明,聚氨酯辊相对滑动为0.05%~0.08%,并随辊间线压力的增加而增大。
聚氨酯辊的弹性模数越小则其径向变形越大,辊间的滑动亦越大,因此对于平滑度及光泽度要求高的纸种,如书写纸类、印刷纸类及涂布纸的压光需要采用弹性好的聚氨酯辊。根据生产不同纸种的产品,包覆的聚氨酯辊肖氏硬度一般为88°~95°。
6.2车速和辊数
当线压力相同时,在一定范围内增加辊数,可以提高纸张光泽度和平滑度,并且稍微增加纸张紧度。随着辊数的增加,纸张伸长率也增加,而聚氨酯辊的硬度越小,纸张伸长率也就越高。
当压光机车速提高时,由于纸幅在辊间压区中受压时间减少,使纸张平滑度提高量显著减少。例如,当车速从50 m/min增至160 m/min时,线压力为70 kN/m的作用下,则纸张平滑度从300 s降至160 s;但提高车速时,所得纸张的光泽度和平滑度降低不大。
6.3纸张水分和纸筒温度
纸张的水分越大,可塑性就越大,压光就越容易。因此纸张在通过压光之前要经过润湿处理。对书写纸和印刷纸而言,在压光机前的水分不应低于8%~9%,但很少达到10%。这两种纸张的润湿是在造纸机后卷纸机前进行,最适宜的方法是将湿润过的纸张在恒温、恒湿环境搁置2~3天,使纸张内水分均匀分布。但当造纸机的生产能力很大时,则需很大的堆放面积,并使整饰车间内纸张的运输工作复杂化,因此目前只有在生产高级纸时才采用此法。
工业用纸(如电容器纸、仿羊皮纸等)在超级压光前需要水分15%~30%,润湿是在特制润湿机上进行,以保证沿纸张的全宽润湿均匀。当纸张湿度不够时,可在超级压光机的顶部前面或中间辊处,用蒸汽补充润湿纸张。
纸张通过超级压光机或普通压光机时,辊筒的温度决定纸张水分的变化,而水分的变化对压光过程又有重大影响。因为超级压光机和普通压光机对过干纸的作用不大,因此需要调节蒸汽和水的供给量,使纸张在经过上部各辊筒时,干度不会达到最终干度。
为了获得质量良好的纸张,辊面应经常磨光。辊面磨光要定期进行,两次磨光的时间间隔决定于压光机的车速、线压力、纸张中砂粒的含量和刮刀的使用状况。当车速超过300 m/min时,顶辊和中间辊每4~6个月要磨光1次;底辊12~18个月磨光1次;当车速低于300 m/min时,顶辊和中间辊每8~12个月要磨光1次;底辊18~24个月磨光1次。由于压光辊表面都经加工,当车速不超过500 m/min时,一般不需要校平衡。
五辊普通压光机(纸机内)及十二辊超级压光机(机外)改为聚氨酯软压光后,纸张产品主要物理指标有所提高:①紧度分别为0.70~0.9 g/cm3和0.9~1.0 g/cm3;②裂断长分别为5000~6000 m 和6000~7000 m;③纸张的正面平滑度分别为150~170 s和190~200 s,而平滑度两面差分别减小到8%~12%和2%~5%(有时两面差可减小到接近0);④通过压光机的成品合格率分别为96%~97%和99.5%~99.8%; ⑤造纸机经过三辊半干软压光和五辊普通软压光后,高强瓦楞原纸的环压强度由改进前的0.6~0.75 kN/m提高到0.9~0.95 kN/m; ⑥机内压光纸的纵横抗张强度比由改造前的1.0∶2.5~1.0∶2.8缩小到1.0∶1.8~1.0∶2.2;⑦机内压光纸的耐折度可达18~22次;⑧机内压光纸的耐破度为900~1250 kg/t。不同定量有不同的要求,以上数据为抄造120 g/m2纸张的物理指标。
7结语
笔者经过几年的实践经验,反复地琢磨研究、探讨及实践,找寻提高压光效率的方法,分析并总结影响纸张压光效果的因素,以期对压光机的设计、技术创新、改造及推广与应用提供一定的指导。
参考文献
[1]CAI Qiyun. Softcalender Technology──Major Breakthrough of Calender Technology[J]. China Pulp & Paper, 1995, 14(5): 51.
蔡启运. 软辊压光技术──压光技术的重大突破[J]. 中国造纸, 1995, 14(5): 51.
[2]YU Zhang-shu. Rebuilding Experience of a Cylinder Machine[J]. China Pulp & Paper, 2011, 30(9): 55.
余章书. 圆网纸机生产挂面箱纸板的技术改造[J]. 中国造纸, 2011, 30(9): 55.
[3]YU Zhang-shu. The Transformation of Cylinder Machine with Three Rolls Half Dry Calender[J]. China Pulp & Paper, 1987, 6(4): 63.
余章书. 采用三辊半干压光机改造圆网纸机取得成效[J]. 中国造纸, 1987, 6(4): 63.
[4]WEI Xin-min. The Application and Promotion of Breaker Stack[J]. China Pulp & Paper, 1988, 7(1): 64.
魏新民. 半湿压光机的应用与推广[J]. 中国造纸, 1988, 7(1): 64.
[5]WEI Zhengyuan. The Development of Soft Calender in Paper Industry[J]. Tianjin Paper, 2012(2): 30.
魏正园. 造纸用软压光的发展[J].天津造纸, 2012(2): 30.
[6]Zhong Yansheng. The Design of 1760/600 Twelve Rolls Supercalender[J]. China Pulp and Paper Industry, 1995(4): 62.
钟炎生. 1760/600十二辊超级压光机的设计[J]. 中华纸业, 1995(4): 62.
[7]Li Qingzhu. Technological methods to extend service life for rubber layer of soft rolls[J]. China Pulp and Paper Industry, 2010, 31(8): 51.
李庆祝. 延长软压光胶层使用寿命技术措施[J]. 中华纸业, 2010, 31(8): 51.
[8]WANG Xi-yuan. Development Trend of Paper Calender and the Optimum Disposal of Adjust-control System for the Rolls Linear Pressure Distribution[J]. China Pulp & Paper, 1998, 17(6): 60.
王锡元. 造纸压光设备的发展趋势及其辊间线压分布调控装置的优化配置[J]. 中国造纸, 1998, 17(6): 60.
[9]ZHANG Hui, WANG Shi-xiong. Vibration Frequency System Characteristics and Fault Diagnosis of the Big Bearing of Softcalender’s Bottom Roll in a Modern Paper Machine[J]. China Pulp & Paper, 2005, 24(9): 32.
(责任编辑:刘振华)