5010H19铝合金百叶窗带材生产工艺研究
2016-01-25邵爱民
吴 丹, 邵爱民
(1.江阴新仁科技有限公司, 江苏 江阴 214407; 2.吉林麦达斯轻合金有限公司, 吉林 辽源 136200)
5010H19铝合金百叶窗带材生产工艺研究
吴丹1, 邵爱民2
(1.江阴新仁科技有限公司, 江苏 江阴 214407; 2.吉林麦达斯轻合金有限公司, 吉林 辽源 136200)
摘要:在5010合金范围内,根据百叶窗带材力学性能指标要求,分析了微量元素对合金力学性能的影响,合理地进行了Mg、Mn、Fe、Si元素含量的调整与匹配.从降本增效、提质降耗的角度出发,采用铸轧坯料进行生产工艺研究.通过工艺试验,研究了均匀化退火对0.12 mm百叶窗带材力学性能的影响,以及稳定化处理对0.12 mm百叶窗带材力学性能和剪切质量的影响,从而确定了合理的生产工艺,生产出符合标准、满足用户使用要求的百叶窗带材产品.
关键词:铝合金; 均匀化退火; 稳定化处理; 百叶窗带材; 力学性能
0引言
目前,常用的铝合金百叶窗带材,主要采用5052H19、5182H19和5083H19铝合金状态带材生产,其坯料多为热轧坯料[1-2].采用铸轧-冷轧法生产板带材是一种短流程、节能、高效的生产工艺,以其替代传统的热轧-冷轧法生产板带材,对企业提高生产效率、节能降耗、降低生产成本及提高市场竞争力具有重要意义.
本文从降本增效、提质降耗角度出发,采用铸轧坯料进行生产工艺研究,对比分析经均匀化退火[3]后压延轧制生产和不经均匀化退火直接压延轧制生产两种加工方式,对5010H19铝合金薄板带材力学性能的影响,以及稳定化处理对5010H19铝合金百叶窗带材成品力学性能及剪切质量的影响,从而确定合理的生产工艺,生产出符合标准、满足用户使用要求的百叶窗带材产品[3-4].
1试验
本试验主要研究内容为:均匀化退火对5010H19铝合金薄板带材力学性能的影响;稳定化处理对5010H19铝合金百叶窗带材成品力学性能及剪切质量的影响.
1.1试验材料
选择连续铸轧生产的5010铝合金铸轧坯料,规格为7.0 mm×1 240 mm,化学成分见表1.

表1 5010铝合金化学成分
1.2工艺流程
工艺1:铸轧7.0±0.20 mm→冷轧至5.0 mm→均匀化退火(小于100 ℃装炉,升温2 h至530 ℃,保温15 h,降温1.5 h至340 ℃出炉空冷)→冷轧4个道次至0.65 mm→重卷切边(切边宽度:1 150 mm)→冷轧2个道次至0.32 mm→转箔轧→箔轧3个道次至0.118±0.002 mm→力学性能检查.
工艺2:铸轧7.0±0.20 mm→冷轧至4.8 mm→冷轧5个道次至0.65 mm→重卷切边(切边宽度:1 150 mm)→冷轧2个道次至0.32 mm→转箔轧→箔轧3个道次至0.118±0.002 mm→力学性能检查→拉弯矫清洗→稳定化退火(退火温度120,150和180 ℃,保温时间1,3和5 h)→厚剪分切→检查包装.
1.3试验目标值
力学性能指标见表2,尺寸偏差见表3,其他指标符合YS/T 621―2007标准规定.

表2 铝合金百叶窗带材的力学性能指标

表3 铝合金百叶窗带材的厚度和宽度
2结果与分析
2.1试验结果
不同加工工艺下力学性能的测试结果见表4,不同稳定化退火工艺下成品力学性能及剪切质量的测试结果见表5.
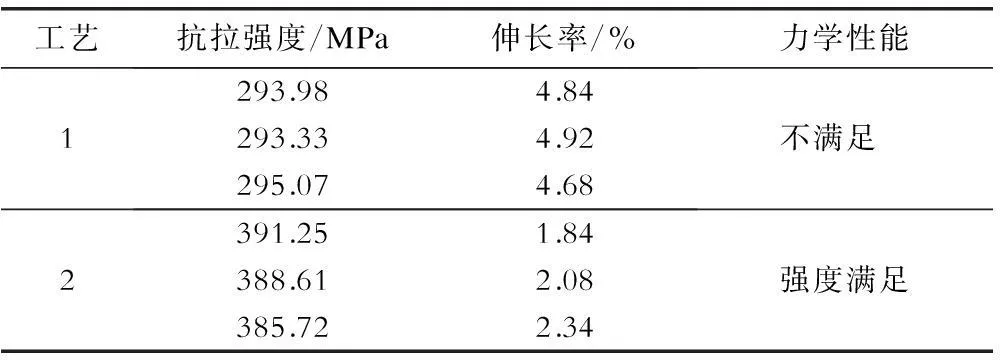
表4 不同加工工艺下的力学性能
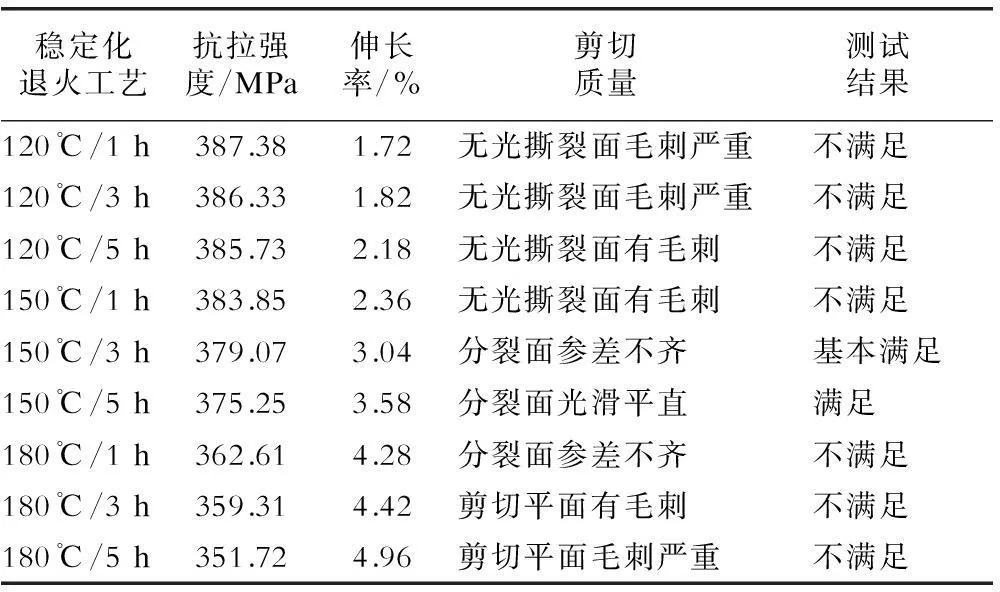
表5 工艺2中稳定化退火成品性能及剪切质量
不同工艺下成品的微观组织形貌见图1.从图1中可以看出,经过5.0 mm厚度均匀化退火再轧制到成品厚度0.118 mm时,变形纤维组织沿轧制方向分布细小、弥散;不经过5.0 mm厚度均匀化退火而直接轧制到成品厚度0.118 mm时,变性纤维组织沿轧制方向排列分布明显;不经5.0 mm厚度均匀化退火,经压延轧制到0.118 mm厚度,再经清洗、稳定化退火后,变形纤维组织沿轧制方向排列分布不明显.
不同稳定化退火工艺下成品的剪切断面示意图和实拍图分别见图2和图3.从图3中可以看出,150 ℃×1 h稳定化退火工艺下成品剪切断面,无光撕裂面有毛刺;150 ℃×3 h稳定化退火工艺下成品剪切断面,分裂面参差不齐;150 ℃×5 h稳定化退火工艺下成品剪切断面,分裂面光滑平直.
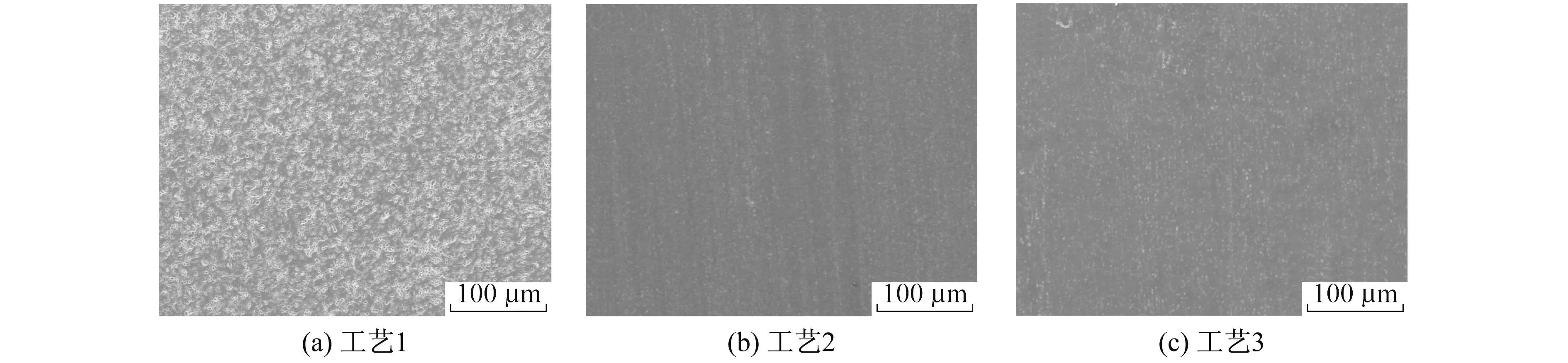
图1 不同工艺下成品组织形貌

图2 不同稳定化退火工艺下成品剪切断面示意图
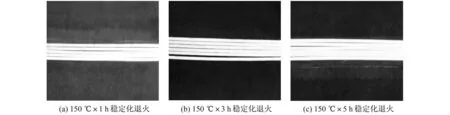
图3 150 ℃不同保温时间下成品剪切断面照片
2.2分析
2.2.1合金成分对力学性能的影响
5010合金是一种Al-Mg系合金,Mg的质量分数为0.20%~0.60%,300 K时,Mg在Al中的固溶度为1.9%[5].因此,室温下,Mg在5010合金中主要以固溶状态存在,Mg在Al基体当中有一定的固溶强化作用.该合金的另一种主要合金元素是Mn,其质量分数为0.10%~0.30%,700 k时,Mn在Al中的固溶度为0.2%.因此,室温下,Mn在5010合金中主要以MnAl6相存在于Al基体中,有一定的第二相硬化作用,能提高Al基体的再结晶温度,阻止晶粒粗化,并使合金强度略有提高,尤其对屈服强度更为明显[6].
Fe与Mn能形成难容的MnFeAl6化合物,从而降低Mn在合金中的作用.当在铸轧组织中形成较多硬而脆的FeAl3化合物时,容易产生加工裂纹[6].此外,Fe还降低该系合金的耐腐蚀性能,因此Fe的质量分数一般应控制在0.4%以下.
Si是有害杂质,Si与Mg形成Mg2Si相,由于Mg质量分数过剩,降低了Mg2Si相在基体中的溶解度,所以不但强化作用不大,而且还降低了合金的塑性.轧制时,Si比Fe的副作用更大些,因此Si的质量分数应控制在0.2%以下.
2.2.2均匀化退火对力学性能的影响
从Al-Mg合金相图[7]分析,铝镁合金的共晶温度为723 K,因此选择小于100 ℃装炉,升温2 h至530 ℃,保温15 h,降温1.5 h至340 ℃出炉空冷的均匀化退火工艺.当温度达到430 ℃左右时,已接近Al-Mg合金相图共晶温度,长时间保温后缓慢冷却到室温,有利于消除或减低晶内化学成分和组织的不均匀性,改善合金组织,提高合金塑性,便于加工变形.均匀化退火消除了铸轧组织非平衡状态,同时也消除了这种状态的遗传影响,提高合金在冷变形工序中的塑性,因而可提高总的冷加工率.由于消除了化学成分的不均匀性,合金的耐蚀性也相应提高[8].
表4中,5.0 mm厚度冷轧坏料经均匀化退火再轧制到成品厚度0.118 mm时的抗拉强度,比不经过均匀化退火而直接轧制到成品厚度的抗拉强度低100 MPa.这说明经均匀化退火处理后的冷轧坯料,减少或消除了Mg、Mn等元素的晶内偏析;随着温度降低,只有少量过饱和的Mn合金元素在基体中以MnAl6相弥散析出.形成细微的弥散析出相,其后续压延轧制过程中,加工硬化作用对力学性能的影响效果起主导作用,而基体的弥散强化作用很小;未经均匀化处理的冷轧坯料直接轧制成薄板,除了加工硬化作用对力学性能的影响效果起主导作用外,Mg在铝中的固溶强化作用和MnAl6第二相硬化作用,对合金强度的提高也有显著的影响.
2.2.3稳定化处理对力学性能及剪切质量的影响
连续铸轧生产过程中,由于非平衡状态下的亚急冷凝固,会产生Mg5Al8相的晶内偏析.因此,当Mg质量分数<5%时,再结晶温度随Mg质量分数的增加而降低,易发生时效软化现象.为了保证最终产品能够经受继续加工过程中的受热作用而不发生变形,需要对最终产品进行稳定化退火,致使其力学性能达到稳定.
表5中,未经均匀化处理的5.0 mm厚度冷轧坯料,再经冷轧、箔轧轧制到成品厚度0.118 mm,经清洗、150 ℃×5 h稳定化退火后,最终产品的抗拉强度可达到370~380 MPa,伸长率可达到3%~4%,力学性能稳定,经剪切分裂面光滑平直,剪切质量较为理想.说明,在剪切时,材料的抗拉强度越高,材料剪切过程延续时间就越短,剪切区就越小,无光撕裂面越容易发生二次剪切,分裂面越容易参差不齐;材料的伸长率越高,材料剪切过程延续时间就越长,剪切区就越大,剪切平面越容易受到剪切力轧制而产生毛刺,分裂面也容易参差不齐.所以,在剪切刀片材质强度不变的前提下,被剪切材料材质的抗拉强度和伸长率均要控制在一定范围内,带材的剪切断面才能达到分裂面光滑平直的质量效果.
3结论
(1) 采用铸轧坯料不经均匀化退火直接轧制生产工艺生产的5010合金H19状态,成品公称0.12 mm厚度百叶窗带材,完全可以替代热轧坯料生产的5052H19、5182H19和5083H19铝合金百叶窗带材,达到降本增效、提质降耗的目的.
(2) 该生产工艺中,稳定化退火工艺参数150 ℃×5 h为最佳,所生产的0.12 mm×25 mm的百叶窗带材,可获得力学性能和剪切质量稳定的、抗拉强度在370~380 MPa、断后伸长率在3%~4%范围的符合用户使用要求的合格产品.
参考文献:
[1]中华人民共和国国家发展和改革委员会.YS/T 621—2007百叶窗用铝合金带材[S].北京:中国标准出版社,2007.
[2]王治国,李振芳.5083H19铝合金百叶带的研制[J].轻合金加工技术,1998,26(9):16-20.
[3]崔忠圻.金属学与热处理[M].北京:机械工业出版社,2004.
[4]武恭,姚良均,李震夏,等.铝及铝合金材料手册[M].北京:科学出版社,1997.
[5]蒙多尔福L F.铝合金的组织与性能[M].王祝堂,张振录,郑璇,等译.北京:冶金工业出版社,1988.
[6]肖亚庆,谢水生,刘静安,等.铝合金加工技术实用手册[M].北京:冶金工业出版社,2005.
[7]金相图谱编写组.变形铝合金金相图谱[M].北京:冶金工业出版社,1975.
[8]王祝堂.变形铝合金热处理工艺[M].长沙:中南大学出版社,2011.
Research on Production Technology of 5010H19 Aluminium Alloy Strip for Persian BlindsWU Dan1, SHAO Aimin2
(1.Jiangyin XinRen Technology Co., Ltd., Jiangyin 214407, China;
2.Jilin MaiDas Technology Co., Ltd., Liaoyuan 136000, China)
Abstract:Within the range of the 5010 alloy,effect of trace elements on the mechanical properties of the alloy was analyzed and proper adjustment and matching in the contents of Mg,Mn,Fe,Si were made according to the mechanical property requirements of strip for Persian blinds.In order to cut the cost to increase the profit and increase the quality &reduce the consumption,cast-rolling sheet stock was adopted as the object of research on production technology.Effect of homogenization annealing on the mechanical properties of strip for 0.12 mm Persian blinds and that of stabilizing annealing on the mechanical properties of strip for 0.12 mm Persian blinds and shearing effect were investigated through technology tests to identify the strip for Persian blinds produced that conformed to the standard and satisfied users’ requirements with proper technology.
Keywords:aluminium alloy strip; homogenizing annealing; stabilizing treatment; strip for persian blinds; mechanical properties
中图分类号:TG 335.55
文献标志码:A
作者简介:吴丹(1974—),男,主要从事铝加工方面的研究. E-mail:846081723@qq.com
收稿日期:2015-03-27