现代纸机压榨毛毯及毛毯-纸幅体系的技术研究进展
2016-01-21朱文张辉
朱 文 张 辉
(南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037)
现代纸机压榨毛毯及毛毯-纸幅体系的技术研究进展
朱文张辉*
(南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037)
摘要:压榨毛毯及压区毛毯-纸幅体系较为复杂,直接影响纸机脱水效率和成纸质量。文章在简要讨论压榨的基本作用、特征和国内外压榨毛毯生产技术现状的基础上,重点介绍了研究压榨毛毯结构特性、压区毛毯-纸幅体系特性的方法、手段和取得的成果,以及压榨毛毯及其应用的发展趋势。
关键词:压榨毛毯;毛毯-纸幅体系;结构性能;脱水效率
纸机的主要功能有3个方面,即将纸浆成形、脱水以及改善纸张的内在性能和表面性能。从脱水经济性和改善纸张性能两方面看,压榨部的作用十分重要,在现代高速纸机中尤其如此。若要高效、低成本地实现压榨部的功能及作用,除压榨(辊)设备外,主要取决于压榨毛毯的结构特性及毛毯-纸幅体系在压区中表现的特性。为了适应高速纸机的发展,国外学者对这两方面特性进行了许多研究,取得了较大进展,并将其用于与高速纸机配套的压榨毛毯的开发中。我国对于压榨毛毯及毛毯-纸幅体系的研究非常薄弱,无法适应国内造纸工业高速纸机的需要。故本文就国内外压榨毛毯生产技术现状、压榨毛毯结构特性及毛毯-纸幅体系在压区中表现的特性、压榨毛毯发展及其应用的发展趋势和研究方向等进行详细介绍,为我国高速纸机用压榨毛毯及其应用的研发提供借鉴。
1纸机压榨部配置及研究要点
1.1纸机压榨部配置及功能
纸机压榨部一般有一道或多道压榨,有传统窄区压榨和现代宽区压榨。压榨部压区主要由压榨辊、毛毯和纸幅三部分构成。
压榨毛毯主要作用是协助脱水、传递、支撑纸幅、保障纸幅在压区内的压力均匀分布以及纸幅表面平整。毛毯的组织结构、脱水性、承压强度和使用寿命与纸机生产效率、产品质量和生产成本密切相关。理想的毛毯应具有较好的力学性能、耐冲击、耐磨损、耐化学腐蚀,尺寸稳定性和热稳定性好,具有高孔隙率和透气性,液流阻力也小。
1.2国内外纸机压榨部研究重点
近年来,人们对压榨部进行了大量的研究和改进,主要集中在改进压榨状态,如开发新型压榨辊、采用强化压榨途径、寻求新型压榨技术等。相对而言,对压榨毛毯的研究较少,将毛毯和纸幅作为一个体系来研究的就更少。
国内关于毛毯的研究局限于毛毯的织法、化学处理、清洗、防止脱毛、提高毛毯自身性能等方面,而对于将毛毯置于压榨环境中进行模拟实验、在实验室条件下构建毛毯压榨模型以及对毛毯进行微观分析的研究几乎没有。因此,对压榨部毛毯结构和脱水性能的研究很有必要。
国内外针对压榨毛毯研究的侧重点有所不同。国内对于毛毯的研究比较直观,集中于新型毛毯的设计开发(毛毯表面植绒纤维原料、毛毯织法、毛毯表面化学处理)、毛毯清洗技术、企业自身管理等方面,倾向于工厂实际应用。而国外对于毛毯的研究更详细、更透彻,基础理论性强,包括新型毛毯设计开发、毛毯清洁以及毛毯脱水实验室模型、毛毯表面粗糙度对脱水效率的影响等。
国内关于压榨毛毯的研究多局限于新型毛毯开发等实用性方面,对于毛毯-纸幅体系压榨脱水动力学分析、数学模型、微观结构等方面的研究却非常有限,进而极大地限制了新技术的产生。
2压榨毛毯生产技术研究进展
影响脱水效率的重要因素之一就是压榨毛毯。现阶段,对于如何延长毛毯使用寿命、提高压榨脱水效率、降低压榨脱水能耗的研究受到越来越多的关注。
2.1压榨毛毯材料
压榨毛毯从全羊毛毯、半化纤毯发展到全化纤毛毯[1],到1960年出现了针刺植绒基布毛毯(BOB),1968年出现了针刺植绒底网毛毯(BOM)[2]。目前压榨毛毯的典型原料[3-5]主要是涤纶和锦纶(聚酰胺纤维),如PA6、PA66和PA610,这些材料具有很高的耐磨性和亲水性。
植绒材料的研究包括纤维种类、纤维几何形状和纤维长度等方面。植绒纤维[6]选用PA46,具有较强的耐酸性和良好的热稳定性,最高软化温度比PA66高20℃左右;抗冲击强度比PA6、PA66和聚对苯二甲酸丁二酯(PBT)高2倍;耐磨强度是PA6的3倍,且具有良好的抗腐蚀性能。植绒纤维还可以选用以聚对苯二甲酸乙二醇酯(PET)为主的低熔点热黏合纤维或选用较细的小径高强度纱线,另外,用聚氨酯发泡材料替代絮绒材料也能优化压榨毛毯的性能[7]。从纤维几何形状来看,采用异型纤维、双组分纤维可改善毛毯的表面性能、耐磨性能和弹性[8]。采用不同长度的纤维混合有利于提高毛网梳理的质量和纤维间的黏合力[2]。
底网材料一般为圆形的聚酰胺合成纤维,底网的纺丝有短纤纱、合股复丝、单丝以及合股单丝。现代压榨毛毯使用的主要是单丝和合股单丝,单丝直径为0.15~0.60 mm,有很强的抗压能力和透气度。传统单丝的圆形结构虽提供了良好的抗压性能,但其弹性及压缩回弹性则更多依靠底网的结构及单丝加捻结构来提供。在保证合理的机械性能和热性能的条件下,采用中空单丝能为毛毯提供更优良的压缩回弹性[9]。
2.2压榨毛毯的先进织造工艺
压榨毛毯的织造工艺主要包括底网编织方法、针刺植绒工艺、热定型工艺,每项工艺都会影响最终成毯的品质和性能。
(1)经复丝、纬单丝、底经二重平组织法[10]。经纱采用复丝、纬纱采用单丝、底网组织采用经二重平组织,这种工艺结构稳定,在基布中经纱基本无屈曲,毛毯伸长变形小,尺寸稳定。底网组织采用双层组织,经纱屈曲少、表面平整,使压榨力分布更均匀;底层为二上二下方平组织,能有效托持上层底网,方平组织中的孔洞可增大毛毯空隙体积,同时增强毛毯的脱水能力,降低三方向的流阻,提高毛毯的耐压缩性和压缩回弹性。
(2)底网压榨毛毯织造[11]。底网压榨毛毯是集单丝底网的疏水性、稳定性、不可压缩性及毛毯的表面性和弹性等优点为一体的网毯组合式压榨毛毯。底网压榨毛毯织造过程中,必须做到同一经轴上每根经线张力一致,底网结构应根据纸机类型、抄纸品种及使用场合进行选择。在针刺复合工艺中,对底网压榨毛毯性能影响最大的是针刺深度,其次是针刺密度。底网压榨毛毯宜采用热风对流式或导热油加热金属面接触式热定型。定型温度与定型时间是互相关联的。
(3)VectorTM非编织技术[12]。运用此项技术可编织多轴向基层毛毯,它可将VectorTM层内的纱线在多方向上全部调直,并合为一体。既可提供优良的抗压实性,又可使基层更均匀,贴纸幅表面更平坦。
(4)热定型赋予压榨毛毯新性能技术[13]。为保证压榨毛毯的良好透气/透水性能、高强力、低伸长的尺寸稳定性,压榨毛毯热定型应在较大的纵横张力作用下,以定型温度165~185℃、定型时间1 min为最佳。对表面细腻度要求高的毛毯在定型时必须使温度低于原料熔点2~3℃,定型速度缓慢降至4 m/min,多圈定型反复熨平。
2.3新型压榨毛毯
压榨毛毯通常可分为[14]单层底网毯、双层底网毯、多层底网毯、无交织点基布毛毯、接缝毛毯、多轴向底网毛毯等。近几年,又开发了具有特殊性能的压榨毛毯,如抗污底网压榨毛毯、抗静电底网压榨毛毯、耐酸/耐碱底网压榨毛毯等。相应产品有上海某造纸网毯有限公司生产的高线压压榨毛毯、抗污底网压榨毛毯及徐州某厂生产的无网痕压榨毛毯等。
(1)静电纺丝技术[15]毛毯。将静电纺丝技术和压榨毛毯编织技术结合到一起,可获得性能强化的技术型纺织物。纳米纤维素层能提高压榨毛毯表面平滑度,但会降低透气性。研究表明,纳米纤维素涂层的涂布量为1 g/m2时,虽然会降低毛毯透气性,但却能提高涂层均匀性,促进纸幅脱水。此外,纸侧毛毯不再采用针刺模式可在很大程度上减少纸幅表面的斑纹,防止纸幅纤维穿刺到毛毯表面。
(2)无接缝压榨毛毯[12]。接缝压榨毛毯因其实心单线结构而使设计灵活性较低。无接缝压榨毛毯设计灵活,用于单压区靴式压榨时,纸幅出压榨部的干度甚至超过52%。
(3)多轴向压榨毛毯[14]。这种毛毯在单层底网结构的面层基布与反面植绒之间增加一层无纬的底层基布,且该底层基布的经线与面层基布的经线必须处于非完全重叠状态。这种毛毯弹性大、开孔性高、滤水性强、不易堵塞,且使用寿命较长。
(4)Spectra毛毯[16]。Voith Paper Fabrics生产的Spectra毛毯的联合隔层具有很高的回弹性,可以有效地减少和消除压榨振动。
(5)接缝毛毯[16]。这种毛毯具有各种空隙容积指标,可以应用到任何纸机的压榨部,适应生产各种纸张。Voith Paper Fabrics提供的接缝毛毯是用全单丝基层加工制造的,有更好的抗沾污性能。
(6)PrintFlexTM压榨毛毯[16]。这种毛毯采用精细的纺织纤维和树脂组编而成,外表面精细无痕。
(7)Evolution压榨毛毯[17]。这种毛毯中添加了特殊的高分子颗粒,可调节毛毯密度并使其保持在理想状态,此毛毯的脱水效果非常出色,同时开机无需磨合期,还可减少干燥纸幅所需热能。
3压榨毛毯主要结构、性能及其研究进展
压榨毛毯性能主要包括耐用性、滤水性、表面性能、初期适应性、耐高线压力性能、压缩回弹性、耐磨耐腐蚀性、自洁性、质地均一性等[2]。对这些性能进行改进研究可促进压榨部的结构优化,帮助毛毯制造商优化毛毯设计,使毛毯选材、织造更科学,寿命更长;还可帮助造纸厂选择最适合的毛毯。
3.1毛毯表面性能
研究表明,毛毯的压缩性能、表面性能以及压榨过程中毛毯中的流阻都会影响纸幅脱水性能[18];毛毯压力作用不均影响纸幅平滑度[19];在压力控制脱水时,细密的植绒纤维层能提高压榨毛毯的压榨脱水性能[20];在恒定的毛毯定量下,采用植绒纤维细密的毛毯,压榨后纸幅干度高;毛毯表面植绒结构相同时,采用较薄的毛毯压榨后纸幅干度更高[21]。
Oliver等[22-25]研究了压榨毛毯表面结构及应力作用不均匀性对压榨脱水的影响,并提出了2种作用机理:回湿与应力作用不均匀。为了表征压榨毛毯的表面粗糙度以及应力作用的不均匀性,开发了素像纸、压力测试薄膜、树脂铸模和薄油层压印等方法。研究表明,毛毯的不均匀性会导致作用在纸幅上应力的分布不均匀,最终导致脱水效率降低。Bernard设计的一种实验方法可以量化毛毯表面的不均匀性。
压榨毛毯表面粗糙度对纸幅脱水的影响主要表现在:①由于毛毯表面粗糙造成压缩应力分布不均;②由于毛毯表面粗糙造成纸幅与毛毯接触面之间的孔隙中会保留一部分水[26]。一般来说,当纸幅所需脱出的水量不多时,相对均匀、细腻的毛毯表面能促进脱水;当纸幅所需脱除的水量较大时,相对不均匀、粗糙的毛毯表面更能促进脱水。
研究表明,压榨毛毯表面不均匀性体现在3种尺寸范围上,分别是微观不均匀性、中观不均匀性和宏观不均匀性[27]。微观不均匀性的尺寸范围为10~80 μm,是由于毛毯表面植绒纤维直径不同产生的,实验室双辊压榨实验表明,纸幅平滑度随微观均匀性的提高(减小植绒纤维直径)而提高。中观不均匀性的尺寸范围为0.5~3 mm,与毛毯压榨表面状态(针刺轨迹)以及毛毯底网材料有关;上机试运行后,其表面会越来越光滑,表面孔隙也会变得越来越小、越来越浅,从而使纸幅表面也变得更光滑;减小毛毯表面孔隙尺寸可减少纸幅回湿量,并能提高压榨后纸幅干度。宏观不均匀性的尺寸范围为3~15 mm,产生的原因包括植绒纤维分布不均、底网材料上下层之间的阻碍以及植绒纤维的不均匀脱落。实验室测试表明,压榨毛毯上的纤维区与孔隙区在压榨脱水效果上存在着很大差异,纤维区上的局部压强是孔隙区的2倍。
3.2毛毯滤水和透气性
压榨部压区内毛毯沿压区宽度上的动压力可用达西方程[28]描述:
(1)
式中,u为水沿压区宽度方向的流动速度;x为沿压区方向的距离;Pw为作用于毛毯的动压力;η为水黏度。
潘福奎等[28]在此公式基础上推导出了压榨毛毯压缩性公式:
(2)
式中,x为沿压区方向的距离;Pw为作用于毛毯的动压力;η为水黏度;h为毛毯厚度;hc为毛毯在压区中央的厚度;U为毛毯运行速度。
设定hc/h=m,称之为毛毯压缩比。在压力不变的条件下,毛毯压缩比对动压力分布有重要影响。m越大,Pw越小,即压力中用于排水的动压力越小;反之,Pw越大。由此可见,毛毯的可压缩性对其脱水性影响显著,可压缩性越好,越有利于脱水;孔隙率越大,越有利于湿纸幅中的水向毛毯转移。另外,毛毯从湿纸幅中吸收和排出水的速度也是一个重要影响因素。湿纸幅经过压区的时间极短,随纸机车速提高,毛毯在极短时间内挤压出的水需被毛毯及时吸收并排出,这对毛毯的渗透速度提出了更高的要求。
压榨毛毯滤水性的横幅差异大于纵向差异[29],通过滤水性曲线可协助查找压榨部的异常问题。控制好压榨毛毯横幅滤水一致,就可以在一定程度上减少干燥横幅水分差异,控制喷水量,从而减少干燥蒸汽消耗、降低干燥成本。
压榨毛毯的透气量(度)取决于织物中孔隙的大小和多少,而这些又取决于纤维形状、生产方法、厚度及后整理方法[30]。压榨毛毯所用纤维越细,空气透过的阻力越大,透气量(度)越小。大多数异型纤维制成的毛毯的透气性比圆形纤维好,压缩回弹性好的纤维制成的毛毯的透气性也较好。吸湿性强的纤维,吸湿后纤维直径增加,孔隙减小,透气度下降。
3.3压榨毛毯耐用性
耐用性是指压榨毛毯经久耐用的状态,即毛毯使用寿命,是毛毯所有性能的综合反映。毛毯的制造原料、生产工艺、压榨方法、日常维护等都会影响压榨毛毯的使用寿命[2]。压榨毛毯绒面纤维脱落会影响其寿命,造成纤维脱落的原因包括:①受机械因素影响而降解变弱,包括受到较高压力、高压喷水的冲洗、较大外部或内部摩擦;②受化学因素影响而降解变弱,如过氧化氢、含有活性氢离子化合物等(最常用的几种漂白剂)使尼龙纤维从机械(物理)降解变弱变为化学降解变弱;③受制造因素的影响而降解变弱[31]。
纸机车速提高后,有些压榨毛毯会产生严重的横向振动,造成生产中断和设备损坏[32]。造成毛毯横向振动的原因是其压榨部固有频率接近纸机机械装备的振动频率。因此,压榨毛毯设计时应该考虑纸机状况和生产工艺要求。
3.4压榨毛毯纸机适应性
对于现代高速纸机,应根据压榨部的真空状态、洗涤条件、浆料情况、脱水方式等工艺要求确定所需毛毯的规格型号[33]。主要要求如下[34]:①超高压榨脉冲对毛毯抗压性的要求,为此,一般采用如多轴向技术、全单丝技术、弹性模块等织造技术以及如高抗压型单丝、中空单丝等高性能原材料来应对;②全封闭式引纸对压榨毛毯透气性、保持能力的要求;③高压真空系统对压榨毛毯耐磨性的要求;④纸机高运行效率对压榨毛毯性能稳定性的要求;⑤出压区纸幅干度的要求;⑥要求较高及较为特殊的纸张表面效果对毛毯表面性的要求;⑦压榨毛毯高速运行时振动性能的要求;⑧紧凑、封闭式造纸压榨部对压榨毛毯更换方便性的要求。
目前,国产高品质压榨毛毯的纸机适应性主要表现为[35]:①能够在中速(300~500 m/min)、中高速(500~800 m/min)纸机上使用,能够满足设计车速、特种压榨形式和品质的要求;②品质上能够替代进口压榨毛毯,在纸机设计运行指标、综合性价比方面具有竞争力;③在普通纸机上,能明显改进生产条件,提高车速、节能降耗、降低成本;④压榨毛毯经特殊设计、制造和整理,结构更稳定,滤水更均匀,表面更平整,能够帮助消除沟纹辊、盲孔等由造纸设备原因带来的印痕纸病;⑤毛毯经过特殊化学整理,耐磨、抗污染,可以改善因废纸纤维反复利用而造成的细小纤维泥浆化以及沥青、树脂等杂质带来的影响,防止毛毯黏浆阻塞,可以减轻因水系统封闭循环产生的有害液体、回水对毛毯功能的损伤。
3.5压榨毛毯的微观结构性能
压榨后毛毯表面的显微照片显示,压榨毛毯和纸幅接触面之间存在大量未被压缩区域[36-37]。以植绒纤维和纸张纤维的尺寸来看,毛毯表面只有25%~33%的区域是承受压辊载荷的[38]。压榨毛毯表面结构微观均匀性和适宜的孔隙容积决定了毛毯承受压力的均匀性、毛毯的压缩性以及毛毯中的流阻。压榨毛毯结构均匀性、表面状态和多孔性等性能与压榨部能耗、生产及振动之间有对应关系[39-41]。
3.6压榨毛毯结构性能的主要影响因素
压榨毛毯植绒纤维和底网纱线所用的聚合物一般为PA6,它具有良好的亲水性和耐磨性。许多因素会改变压榨毛毯性能[42-43]:①压榨毛毯结构变形、变薄,这主要是由纤维变形造成的,包括纤维横截面变形(从圆形变得扁平),甚至会造成纤维断裂;压榨毛毯表面植绒纤维重塑使得毛毯表面密度增加。机械力(压力、摩擦力、拉力及剪切力)是导致毛毯变形的主要原因。②压榨毛毯磨损,造纸化学品和污垢,如填料、沥青、施胶剂会增强纤维之间的结合,并留下坚硬颗粒,损坏纤维表面、加快纤维磨损。③压榨毛毯的孔隙被取代,黏附在毛毯表面的污垢还会渗入到毛毯内部。毛毯结构变形和孔隙被取代都会减小用来脱水的毛细管孔隙的尺寸。
3.7压榨毛毯结构性能的检测系统和测试仪器
(1)FeltViewTM系统和EnviroScanTM系统[44]。这2个系统可测定毛毯的含水量、透气性、温度横幅分布及变化趋势,并能清晰地显示出毛毯寿命。EnviroScanTM是压榨后纸幅水分和温度分布的测定系统,其是带有传感器的小型扫描器,即使在较恶劣的环境下也能使用。2个系统组合使用能提高产品品质、毛毯性能及运行效率,降低压榨和干燥能耗。
(2)L&W Scanpro压榨毛毯透水性测试仪[30]、Web1 QF-1型手持透气度检测系统、Scanpro(SE890)毛毯滤水性测定仪[45]。其中,Scanpro(SE890)毛毯滤水性测定仪由L&W公司提供,其测定方法基于Paprican大学Ivan.Pikulik的专利。其原理是使恒定压力的水通过喷头射入毛毯中以测定毛毯透气性。滤水性测定仪能够量化判断并显示毛毯的异常情况,主要包括判断毛毯甩毛、压伤、脏污等问题。
Web1 QF-1型便携式透气性测试仪可对毛毯进行在线测试,可在针刺过程中、定型前后对毛毯分别进行横向和纵向透气性测试,通过分析测试曲线图[46]可监控生产过程;也可用于测定毛毯运行期间的透水性,将测试结果以横向和纵向分布曲线的形式实时显示在内置显示屏上,很容易检测毛毯是否磨损压实和阻塞,能快速发现可能存在的问题(如毛毯缺陷),加速故障排除,减少停机风险。
4压榨毛毯仿真研究方法
Meadows等[47-48]指出,压区仿真是一种实效而省时的测试方法,可通过优化压榨毛毯的原材料和结构来改善毛毯性能,如压榨毛毯耐磨性可通过添加混纺纱和高分子质量聚合物来得到提高。
4.1压榨毛毯与纸幅相互作用的仿真研究方法
Vomhoff等[49]通过压榨模拟实验论证压榨过程中毛毯与纸幅之间存在相互作用。纸张模型由丙三醇饱和的发泡橡胶制成,放置在有机玻璃烧杯中,并用活塞以不同的速度压缩纸张模型。活塞连接着伺服液压系统和材料测试系统,借助摄像机记录压缩过程中纸张模型的变形过程,同时记录载荷位移曲线。通过观察得出,纸张模型在厚度方向上压缩不均匀。当压缩力不均匀地传递到纸张模型上时,模型就会被不均匀地压紧。增加纸张模型平面内刚度,可以减弱该现象。此外,压榨毛毯表面结构对于给定纸张模型的压缩量有很大影响。在达到相同的压缩量下,以相对平坦的表面去压缩纸张模型时所需要的作用力比放入压榨毛毯模型后(代表由压榨毛毯所造成的施力不均)压缩纸张模型所需要的力高6倍左右。这是因为当作用在纸张模型上的压力不均匀时,纸张模型表面就会形成一些未压缩、渗透性很大的区域,这些区域会影响纸幅结构、毛毯-纸幅中的流阻和压榨脱水效率。
4.2压榨毛毯原材料性能的仿真测试方法
Harlin[50]认为,在实验室环境中,可通过不同方法来测试压榨毛毯原材料的性能,如测量人造短纤维、单丝纱等原材料承受的机械应力。在实验室可采用如斯托尔和马丁代尔耐磨测试等不同方法来磨损毛毯表面,测试后用显微镜进一步观察。但是这些测试装置均有相同的缺陷,即其并未仿真出纸机的真正运行环境。纸机压区内环境通常是高压强、拉力、摩擦力、化学试剂并存,而在常规测试中不可能同时兼顾这么多因素。因此,Harlin提出了一种新型测试技术,即用PMC(Paper Machine Clothing)装置来仿真纸机运行条件。使用该装置可以节约成本和时间,同时对研究压榨毛毯也十分有帮助。
4.3测试压榨毛毯耐久性和脱水性的仿真研究方法
Hakala等[51]指出,优化压榨毛毯的目的就是为了提高其性能,使其在苛刻的造纸环境中具有耐久性和优良的脱水性;他们设计了压榨模拟器PMC装置,并通过该装置对压区和压榨毛毯磨损(老化)之间的关系进行了探讨。
4.4测试压榨毛毯表面微观应力变化的仿真研究方法
Gullbrand[26]认为,在测试压榨毛毯表面微观应力变化时可采用2种方法,分别是基于扫描仪的毛毯表面应力变化测试装置和基于照相机的毛毯表面应力变化测试装置。这2种方法都是在应力感应薄膜的基础上建立起来的。在压缩过程中,将该转化膜置于毛毯与光滑的平面之间。压力加载时,转化膜上受力部分的不透明部分变得透明。透明程度与被施加的应力之间存在函数关系。在基于扫描仪的测试装置中,扫描仪的x、y轴空间分辨率为25 μm。通过扫描仪将应力感应薄膜上透明度的变化转换成相应的灰度(灰度0~255),再通过一个标定函数将灰度转换成应力。在基于照相机的测试装置中,照相机的空间分辨率为6.3 μm,这意味着在加载过程中可以直接观察毛毯与纸幅的接触情况。应力感应薄膜上涂有一层黑墨,以便把毛毯和薄膜从光学上区分开来。薄膜上受到应力较大的部分就会变得更黑,应力痕迹通过CCD照相机记录,通过分析应力痕迹就可以得到压榨毛毯表面应力的大小和分布情况。
4.5确定压榨毛毯与纸幅间相互作用层中含水量的仿真研究方法
Axelsson等[52]开发了一种确定压榨毛毯与纸幅间相互作用层中含水量的方法。将测量得到的毛毯表面孔隙率减去纸幅纤维在毛毯表面压入量的估算体积,就可以得到含水量。毛毯表面孔隙率采用地形图计算,通过共聚焦显微镜(CLSM)法可采集到该地形图。在该项研究中,压榨毛毯在一个光滑表面上被压缩,压缩应力为0~10 MPa。CLSM图像中的伪影可通过一种图像分析法来降低。他们采用另一种方法来估算承受不同压力时纸幅纤维渗入毛毯表面孔隙的压入量,该方法是仿真一个旋转的球在毛毯表面滚转,旋转球的半径和曲率根据所受压力和毛毯定量的不同而不同。计算结果显示,在纸幅与毛毯相互接触层中存在大量孔隙。在大部分案例中,含水孔隙的体积占毛毯表面孔隙率的50%。假设存在一个完全水饱和的纸幅/毛毯相互作用层,则对于最细密的毛毯,其表面含水量约为10 g/m2;对于最粗糙的毛毯,其表面含水量约为40 g/m2。这意味着纸幅出压榨部时很容易发生回湿现象。
4.6压榨压区压力冲击现象的仿真研究方法
Hakala等[53]寻求了一种新方法,以便在实验室环境下仿真压区压力冲击,进而找出预示毛毯噪声运行问题的方法。实验采用一种动态的测试方法——霍普金森分离式杆(HSB)来界定上压辊与下压辊之间能量冲击和新、旧毛毯对压力冲击的抑制作用。研究认为,毛毯的柔韧性与老化时间密切相关,压榨毛毯柔韧性降低会导致压区脉冲更容易穿透压榨毛毯;在冲击作用下,毛毯样品的厚度减小,直径增大。根据样品材料和结构的不同,样品会发生塑性变形、黏弹性变形和弹性变形。
5压区毛毯-纸幅体系性能及其研究进展
压区毛毯-纸幅体系(见图1)宏观上包括处于压区中的湿纸幅和压榨毛毯。国内外的研究多把两部分分开讨论。而笔者认为,湿纸幅和毛毯在压区中各自变化的同时,接触面之间也存在微观结构上的变化,这些变化会影响纸幅压榨脱水过程。在压榨过程中,纸幅与毛毯之间存在相互作用层[54],该层由压缩区域和未压缩区域组成。未压缩区域由于没有受到机械应力的作用,只有部分水被脱除,所以该处纸幅干度很低。
5.1压榨脱水机理研究
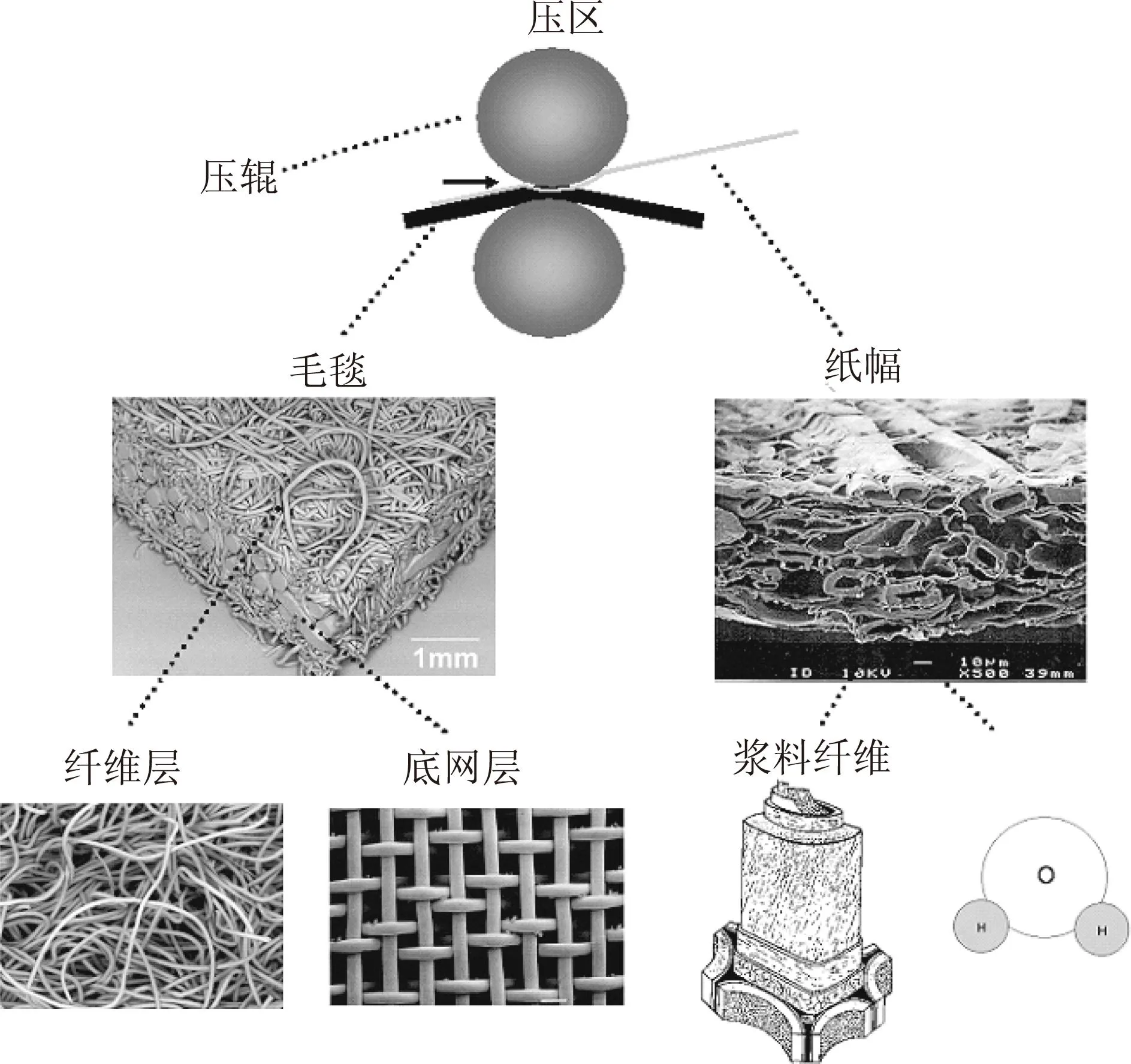
图1 压区毛毯-纸幅体系
Wicks等[55-57]认为,在压榨过程中纸幅会在厚度方向形成密度梯度,造成纸幅靠近毛毯一侧的密度比靠近光滑辊面一侧的密度大,称之为纸幅分层现象。
Chang[58]认为,分层现象会制约压榨脱水过程,纸幅靠近毛毯表面的致密层会限制纸幅脱水效果。对于高定量纸幅,在较短的压榨间隔内水的脱除量很少,与“流动控制压榨”下的表现相似,Chang将其命名为界面控制。他指出,在完全相同的材料和实验条件下,对于低定量纸幅,脱水形式很有可能是压缩控制,而高定量纸幅则是流动控制,这意味着脱水结果不仅受到浆料种类的影响,还受到纸张定量的影响。
利用压榨模拟装置研究了纸幅定量对压榨干度的影响[59];结果表明,纸幅定量越大,湿纸幅出压区的干度越小。低打浆度、低定量的湿纸幅,压区表现为压控压区,纸幅中的孔隙对水的流动不会产生太大阻力,纸幅回湿现象发生在压区中线之后;浆料打浆度较高而湿纸幅定量较大时,压区表现为流控压区,此时湿纸幅中的孔隙对压区脱水的阻力比较大。流控压榨中,压区中央纸幅干度取决于水的流动阻力和压力维持时间,影响流控压榨脱水效果的主要因素为加压时间。对于流控压榨,采用双毯压榨最为有利;在纸板生产过程中,双毯压榨可在很大程度上减小压榨毛毯纤维组织的流动阻力。
5.2进压区湿纸幅的干度和温度对压榨脱水的影响
研究人员[59]研究了湿纸幅进压区时的干度对出压区干度的影响;结果表明,湿纸幅进压区与出压区湿度比值约为3∶1~2∶1,纸幅回湿会降低压榨脱水效率。
提高湿纸幅温度能促进湿纸幅的压区脱水。研究表明,湿纸幅进入压区时的温度从5℃升至90℃时,出压区纸幅干度非线性地提高了10个百分点,即干度由38%提高到48%。此外,研究还发现,湿纸幅温度每提高11℃,出压区纸幅干度可提高0.6~1.4个百分点。温度对湿纸幅干度的影响也受其他因素制约,特别是浆料配比[59]。
5.3浆料性质对压榨脱水的影响
研究表明[59],改变浆料组成或纤维特性能改变纤维结构的可压缩性,达到增加脱水量的目的。浆料游离度也会影响压榨脱水,游离度每提高40 mL,出压区纸幅干度约提高1%。
5.4纸幅定量对毛毯选择的影响
工厂试验[59]证明,生产定量50 g/m2的纸时,使用表面细密的压榨毛毯的压榨干度比使用表面粗糙压榨毛毯高约7%;其次,毛毯的针刺植绒纤维细度对加压均匀性和流动阻力也有直接影响。植绒纤维直径不仅影响加压均匀性,而且,在很大程度上还影响毛毯透水性。纤维直径从17 μm增加到70 μm,毛毯透水性增加约3倍,这对薄页纸生产特别重要。对薄页纸而言,压力的均匀性是影响脱水的关键因素;但当纸张定量较大时,压力均匀性变得不那么重要,而流动阻力的影响更重要。对于定量较低的薄页纸,细毛毯脱水效果好;对于定量较大的纸板,粗毛毯脱水量更大。
5.5压榨毛毯-纸幅相互作用层
Vomhoff[60]指出,毛毯与纸幅之间的相互作用促使湿纸幅中形成了相互作用层,位于毛毯的下方,它由低渗透性的压缩区域和高渗透性的未压缩区域组成。压缩区域的形成原因是纸幅在压榨过程中由于压榨毛毯的存在而使得其局部受压,而未压榨区域位于毛毯-纸幅接触区域之间。相互作用层的厚度取决于压榨毛毯表面的粗糙程度,即接触区域之间的距离、压榨过程中受力以及浆料种类。湿纸幅中相互作用层的下方是完全压缩层,该层湿纸幅被全部压缩。未压缩区域具有相当高的渗透性,可利用其简化脱水过程,因为在压榨过程中它们代表有效流动通道。然而,当机械压力撤除时,这些未压缩区域干度较低,因为其中只有部分水被脱除。
Vomhoff等[61]通过半经验实验模型估算了相互作用层的厚度。研究表明,采用表面细密的压榨毛毯时,毛毯与针叶木TMP和漂白针叶木浆抄造的纸幅间相互作用层的厚度分别为6 g/m2和11 g/m2;若采用无植绒纤维层的粗糙底网毛毯时,相互作用层的厚度近70 g/m2。
压榨过程中,毛毯与纸幅在机械压力的作用下紧紧地压贴在一起,使两者之间形成了一个接触面,该接触面由许多充满水的孔隙组成。这些共有孔隙的尺寸和形状取决于毛毯表面的粗糙程度和浆料种类。当毛毯与纸幅出压榨部分离时,这些孔隙中的水会进入毛毯或纸幅中,这种现象被称作分离回湿[62]。Norman[63]指出,当采用相对平整的毛毯时,其与毛毯接触面共有孔隙中的水较少,分离回湿量也相应减少。
Szikla[64]通过实验证明了Norman的理论;他研究了毛毯与纸幅分离时共有孔隙中水分的分布;研究表明,在分离阶段,当毛毯中存在真空区时,能很大程度地提高纸幅干度,因为真空区可以将大部分水留在毛毯中。Ahlman[65]发现,分离回湿也受到毛毯-纸幅接触面有效水分的影响,且毛毯-纸幅接触面的有效水分取决于纸幅进压榨部时的水分。
6国内外压榨毛毯行业现状
近些年来,我国造纸企业引进了大量先进的造纸设备,其装备水平明显提高,对压榨毛毯的要求也随之提高。尽管压榨毛毯行业发展非常迅速,但国内压榨毛毯新品研发及生产技术依然落后,产品档次和品质提升缓慢,不能适应大型高速纸机的需要,压榨毛毯进口量逐年增加。
压榨毛毯对所用的化纤原料有特殊的质量要求,国产化纤原料在质量指标上还不能完全满足需求,仅能满足500 m/min以下的低速纸机。中高速纸机使用的压榨毛毯的原料大部分依靠进口,价格不菲。国内外现代纸机压榨毛毯的原材料一般都采用尼龙,国外的植绒纤维比较细、耐磨性好、强度大、弹性好;而国内原料比较粗糙,耐磨性和强度都较差;此外,国内少有该方面的专门研究机构。
瑞典TEXO是专门生产压榨毛毯织机的公司[66],目前国内重型进口织机中90%都由其提供。TEXO提供的底网织机织幅宽约16 m。2009年徐州金冠进口了1台幅宽为15 m的宽幅织机,海门金呢公司也进口了2台这种织机。国外织造的底网可适用于车速1200 m/min以上、线压力1000 kN/m的大型现代化纸机。而采用国产织机织造的底网幅宽仅4~6 m,只能供应国产中低速纸机使用。目前,国产压榨毛毯适应的纸机车速为800~900 m/min;使用寿命约50~60天,最长90~180天。
7压榨毛毯及毛毯-纸幅体系研究的方向和趋势
7.1原材料的革新和深入研究
国内外压榨毛毯原材料质量和品种仍存在相当大的差异,这无疑制约了压榨毛毯的发展。国内压榨毛毯底网采用进口单丝,织法也与国外相同,但产品质量与进口仍有差距。因此,需要对单丝原料的内在成分和结构特征进行深入细致的研究,增强底网单丝的机械强度及其能承受的线压力。对于植绒纤维,除采用典型的材料聚酰胺合成物(如PA6、PA6.6和PA6.10)外,还可以采用PA46、以PET为主的低熔点热黏合纤维以及较细的小径高强度纱线为原料。从纤维几何形状出发,应加强对异型纤维、双组分纤维等的性能研究。此外,还应对不等长混合纤维以及长度配比对压榨毛毯成品性能的影响进行研究。
7.2底网结构的优化
为了适应不断提高的纸机车速、压榨脉冲、操作温度,单层底网已不能适应需求,应开发叠层与双层毛毯、多层复合毛毯、单丝结构毛毯、多轴向结构、无交织结构、聚合物结构、经二重平组织结构等新型的底网组织结构以及具有特殊性能的毛毯,使压榨毛毯具有更好的尺寸稳定性、压缩回弹性、滤水性及更长的使用寿命。
7.3压榨毛毯纸机适应性的不断提高
在为高速纸机设计、选取压榨毛毯时,应重点强调线压力与纸机负荷对毛毯强度的要求,重点考虑真空状态、洗涤条件、浆料情况、脱水方式等。参照以往的经验与毛毯制造特性等,深入研究车速、压榨方式和纸种对毛毯的要求,以及各类毛毯所能适应的纸机工况。同时,加强对压榨毛毯保养、在线清洗和在线、离线检测方面的研究。
进行以EnviroScanTM和FeltViewTM测试系统管理单压区靴形压榨部的研究,以减少毛毯与网子的磨损及损坏。此外,对压榨技术、压榨部结构微调等方面进行研究,以便减少毛毯磨损,延长其使用寿命。
7.4压榨毛毯清洗技术的改进
造纸厂中经常会有腐浆沉积、纤维、填料、湿强树脂、施胶剂、碳酸钙等物质堵塞压榨毛毯的现象,很容易导致计划外停机。故应加强以下方面的研究:压榨毛毯洗涤、堵塞毛毯的细小组分清除;高温和化学清洗对毛毯尼龙材料的损坏;压榨毛毯酶基处理技术,以较温和的方式对压榨毛毯进行清洗。
7.5毛毯-纸幅体系结构和脱水机理的深入探讨
国内压榨毛毯的研究多局限于新型毛毯开发等实用性方面,而高速纸机压榨毛毯的核心技术均在国外。国内应加强开展毛毯-纸幅体系压榨脱水动力学分析、数学模型、微观结构等方面的研究,有利于开发与国际先进水平接轨的毛毯制造技术。
在研究压区脱水机理方面,可以在实验室中搭建仿真实验装置,创建湿纸幅模型和压榨毛毯表面模型,模拟纸幅压榨脱水过程,表征压榨过程中湿纸幅厚度方向上的形态变化,研究压榨脱水机理和设定的过程参数对脱水效率的影响。在研究压榨毛毯表面微观应力变化对脱水的影响时,可以搭建基于扫描仪的毛毯表面应力变化测试装置和基于照相机的毛毯表面应力变化测试装置,将压感纸拓印下来的图像通过扫描仪输入电脑,将图像的灰度转换成应力,同时创建一个多变量的数学模型:
(3)
式中,y为纸幅干度;x1为毛毯-纸幅接触表征参数;x2为纸幅定量。
采用MODDE6.0软件,并运用PLS回归法对设定参数(如纸幅定量、纸幅与毛毯接触区域参数)进行分析,从而分析出毛毯-纸幅体系结构对脱水效率的影响。有条件的实验室可配备实验纸机,验证模型的准确性并进行更深入细致的研究。
加强与压榨毛毯相关的仿真模拟实验方法和装置的开发研究。
8结束语
压榨毛毯是现代纸机压榨部的重要脱水器件,直接影响到纸机压榨脱水效率、纸幅质量以及纸机能耗。压榨毛毯和毛毯-纸幅体系的技术研究是属于边缘学科和交叉学科领域的研究,在我国非常薄弱。目前,我国造纸企业现代化大型高速纸机数量迅速增加,对压榨毛毯的制造及应用技术水平也提出了更高要求。对此,压榨毛毯生产行业应引起高度重视,通过压榨毛毯原料生产企业、压榨毛毯制造企业、相关院校所和造纸企业的产学研联合开发,才能改变中高速纸机压榨毛毯主要依赖进口的现状。
参考文献
[1]付玲, 陈国荣, 宋前梅. 我国压榨毛毯的演变及发展趋势[J]. 江苏纺织, 2007(3): 50.
[2]刘一山, 吕向阳, 韩邦春. 压榨毛毯技术与应用[M]. 北京: 中国轻工业出版社, 2009.
[3]Herbert H. Handbook of Paper and Board[M]. Weinheim: Wiley-VCH Verlag, 2006.
[4]KnowPap 10.0-Learning Environment, Prowledge Oy[EB/OL]. 2009. http://www.knopap.com/english/knowpap.htm.
[5]Hatch K L. Textile Science[M]. Minneapolis(Saint Paul): West Publishing Company, 1993.
[6]陈努加. 底网压榨毛毯生产的新材料和新工艺[J]. 产业用纺织品, 2008(9): 26.
[7]李文婷, 谢光银. 新型压榨毛毯的发展[J]. 纺织科技进展, 2009(2): 12.
[8]刘晓华, 周兴富, 余松. 国内文化纸机压榨织物技术的发展[J]. 中华纸业, 2008, 29(8): 52.
[9]刘晓华, 黄俊. 压榨毛毯用化学纤维的技术要求[J]. 成都纺织高等专科学校学报, 2004, 21(3): 13.
[10]邓炳耀, 晏雄. 造纸压榨毛毯底网结构的设计[J]. 棉纺织技术, 2006, 34(1): 61.
[11]崔毅华, 王新厚. 底网压榨毛毯纤维材料和加工工艺的研讨[J]. 纺织学报, 2004, 25(3): 103.
[12]Buchanan David.为改善脱水、降低能耗、延长压榨毛毯使用寿命优化压区系统的措施[J]. 中华纸业, 2008, 29(18): 85.
[13]刘晓华. 热定型对毛毯使用性能的影响[J]. 中华纸业, 2008, 29(14): 69.
[14]孙斌, 刘超锋. 纸机压榨毛毯延长使用寿命的技术[J]. 中华纸业, 2010, 31(6): 69.
[15]Tomi Hakala, Pirjo Heikkilä. Press Felts Coated with Electrospun Nanofibres[J]. FIBRES & TEXTILES in Eastern Europe, 2011, 19(1): 89.
[16]杨福成, 葛成雷, 赵广锡. Print/MultiFlexTMVC4压榨毛毯的设计、制造、性能与应用[J]. 中华纸业, 2008, 29(20): 94.
[17]李冬梅. Evolution毛毯脱水出色、节省能量[J]. 中华纸业, 2012, 33(2): 90.
[18]Bliesner W. Sheet Water Removal in a Press: the Role of Wet Felt Properties[J]. Pulp & Paper, 1978(10): 76.
[19]Busker L H. The Effect of Wet Pressing on Paper Quality[C]//Tappi Proceedings 1985 Engineering Conference. 1985: 117.
[20]Jackson G W. Press Felt Characterization and Sheet Dewatering[J]. Tappi Journal, 1989, 72(9): 9.
[21]Helle T, Forseth T. Influence of Felt Structure on Water Removal in a Press Nip[J]. Tappi Journal, 1994, 77(6): 171.
[22]Oliver J F, Wiseman N.Water Removal in Wet Pressing: the Effect of Felt Roughness[J]. Transaction, 1978(12): 104.
[23]Sze D H. Measuring Wet Press Felt Pressure Uniformity and Its Effect on Sheet Solids[J]. Tappi Journal, 1986, 69(4): 120.
[24]Olsson J L, Hanarp L R. Surface Structure and Uniformity of Paper Machine Clothing[J]. Pulp and Paper Canada, 1992, 93(3): T127.
[25]Bernard G. UPA—A New Method to Assess Pressure Uniformity of Press Felt[C]//PAPTAC 94th Annual Meeting. 2008.
[26]Gullbrand Jörgen. The influence of stress variations in wet pressing[D]. Stockholm: Royal Institute of Technology, 2004.
[27]Xu Jonhn. The Effect of Press Felt Non-uniformity on Sheet Smoothness and Dewatering[C]//PaperCon. 2011: 2143.
[28]潘福奎, 罗佳丽, 王先锋. 压榨毛毯工艺对其滤水性能影响的关联度研究[J]. 青岛大学学报: 工程技术版, 2007, 22(1): 66.
[29]金立忠, 邢义东. Scanpro毛毯滤水性测定仪的应用[J]. 中华纸业, 2007, 28(6): 87.
[30]吕向阳, 韩邦春. 压榨毛毯透通性等性能的测试及其发展趋势[J]. 中国造纸, 2007, 26(3): 52.
[31]王福德. 如何识别和防止纸机压榨毛毯的掉毛[J]. 上海造纸, 2007, 38(6): 58.
[32]郑平, 王秋蓉, 丁辛, 等. 压榨毛毯抗弯刚度和固有频率关系分析[J]. 东华大学学报: 自然科技版, 2008, 34(6): 676.
[33]韩邦春, 吕向阳. BOM毛毯的选用及影响其性能的关键因素[J]. 中华纸业, 2007, 28(2): 71.
[34]谢宗国. 应对高端纸机的压榨织物技术策略[J]. 华东纸业, 2012, 43(6): 54.
[35]杨元书. 从技术上分析国产压榨毛毯的进步与发展[J]. 华东纸业, 2011, 42(4): 65.
[36]Smart F R. Water Removal on a Grooved Second Press Part Ⅰ[C]//1975 International Water Removal Symposium. London, 1975: 89.
[37]Fekete E Z.Water Removal on a Grooved Second Press Part Ⅱ[C]//1975 International Water Removal Symposium. London, 1975: 117.
[38]Oliver J F,Wiseman N. Water Removal in Wet Pressing: the Effect of Felt Roughness[J]. Pulp Pap Can, 1976, 77(9): 149.
[39]Slater P. Clothing and energy connection[J].Tissue World, 2006(10/11): 12.
[40]Elkins P R. Machine Clothing, How Can It Get Better?[J]. Pulp & Paper Canada, 2003, 104(9): 11.
[41]Anson S. Identification of periodic marks in paper and board by image analysis using two dimensional fast Fourier transforms[J]. Tappi Journal, 1995, 78(7): 97.
[42]Adanur S. Papermachine Clothing[M]. Asten: CRC Press, 1997.
[43]Paulapuro H. Papermaking Part 1. Stock Preparation and Wet End(Book 8)[C]//TAPPI 2000. 2000.
[44]赵旸宇. EnviroScanTM和FeltViewTM用于压榨部的操作管理[J]. 国际造纸, 2006, 25(5): 18.
[45]金立忠, 邢义东. Scanpro毛毯滤水性测定仪的应用[J]. 中华纸业, 2007, 28(6): 87.
[46]吕向阳, 伍安国, 刘一山. 造纸毛毯透通性指标的测试及其发展趋势[J]. 纸和造纸, 2010, 29(5): 12.
[47]Meadows D G, Edwards J C.Johnson Filaments-making monofilaments for machine clothing[J]. Tappi Journal, 1994, 77(6): 47.
[48]Bouquerel F. 42ndInternational Man-Made Fibres Congress 2003[C]. Dornbirn(Austria), 2003.
[49]Vomhoff Hannes, Norman Bo. Model experiments on wet pressing-the influence of felt surface structure[J]. Nord Pulp Pap Res, 1997(1): 54.
[50]Harlin A. Paper Machine Clothing Performance Evaluation in Bench-Scale[C]//4th Annual World Congress. Zürich, 2003.
[51]Hakala T, Wilenius T, Harlin A. Laboratory Ageing Test Device for Press-Felt Clothes of Paper Machine[J]. Autex Research Journal, 2007, 7(1): 71.
[52]Axelsson Maria, Svensson Stina. Estimation of the Pore Volume at the Interface between Paper Web and Press Felt[J]. Nordic Pulp and Paper Research Journal, 2006, 21(3): 395.
[53]Hakala Tomi, Harlin Ali. Simulation of a Rapid Nip Pressure Strike and Its Effect on Press Felt Samples[J]. AUTEX Research Journal, 2008, 8(9): 3.
[54]Gullbrand J, Vomhoff H. The Influence of Press Felt Micro-scale Stress Variation on Dewatering[J]. Nordic Pulp and Paper Research Journal, 2005, 20(3): 289.
[55]Wicks L. The influence of pressing on sheet two-sideness[C]//Tappi Eng Conf. 1982.
[56]Paulapuro Szikla Z. Changes inZ-direction Density Distributions of Paper in Wet Pressing[J]. Pulp Pap Sci 1989, 15(1): 11.
[57]Burns J R, Lindsay J D, Conners T E. Dynamic measurement of stratified consolidation in a press nip[J]. Tappi, 1993, 76(8): 87.
[58]Chang N L. Dynamic Compression of Handsheets[C]//Tappi Eng Conf. 1978.
[59]何北海. 造纸原理与工程[M]. 3版. 北京: 中国轻工业出版社, 2010.
[60]Vomhoff H. Model experiments on wet pressing-the influence of felt surface structure[J]. Pulp Pap Res J, 1997(1): 54.
[61]Vomhoff H, Martinez D M, Norman B. The Transversal Steady-State structure[J]. Pulp Pap Sci, 2000, 26(12): 428.
[62]McDonald J D, Pikulik I I. Felt construction and water removal in a press nip[C]//Tappi Eng Conf. 1992.
[63]Norman B. On the Mechanisms of Dewatering in the Twin-wire and Press Section[J]. Nord Pulp Pap Res, 1987(2): 39.
[64]Szikla Z. Role of Felt in Wet pressing; Part Ⅱ: Movement of water during the separation of paper from felt[J]. Paperi Puu, 1991, 73(2): 160.
[65]Ahlman A. Development of s Laboratory Shoe Press and a Study of Separation Rewet[D]. Stockholm: Royal Institute of Technology, 1997.
[66]杨金魁. 中国造纸毛毯行业新进展[J]. 华东纸业, 2010, 21(5): 91.
(责任编辑:王岩)
Research Progress on the Press Felt and Felt-sheet System in the Modern Paper Machine
ZHU WenZHANG Hui*
(JiangsuProvincialKeyLabofPulpandPaperScienceandTechnology,NanjingForestryUniversity,
Nanjing,JiangsuProvince, 210037)
(*E-mail: zhnjfu@163.com)
Abstract:The micro structures of the press felt and felt-sheet system are complicated, which directly affect dewatering efficiency and quality of the sheet in modern paper machines. They have become one of the key considerations in modern paper machine system. In this paper the basic function and characteristics of press section as well as the current manufacture technology of press felt both at home and abroad were briefly introduced; and the research progress on the methods, means and achievements of the structure characteristics of press felt and the characteristics of felt-sheet system in the press section were mainly discussed. These characteristics were closely related to the dewatering efficiency and the quality of sheet. Finally, the future research trends of the press felt and the felt-sheet system were presented.
Keywords:press felt; felt-sheet system; structure property; dewatering efficiency
作者简介:朱文,女,1990年生;在读硕士研究生;研究方向:造纸脱水器材科学与技术。
基金项目:2014年南京林业大学江苏省制浆造纸科学与技术重点实验室开放基金资助项目(201409);江苏高校优势学科建设工程资助项目(PAPD)。
收稿日期:2015- 02- 01
中图分类号:TS737+.6
文献标识码:A
文章编号:1000- 6842(2015)04- 0051- 10
*通信联系人:张辉,E-mail:zhnjfu@163.com。