基于PROFINET的制丝线智能故障诊断系统的设计与实现
2016-01-18梁群立余翔曹琛俞仁皓
梁群立++余翔++曹琛++俞仁皓

摘要:针对目前多数卷烟制造企业制丝线都是采用基于现场总线技术的管控系统,来实现生产的控制和管理,却缺乏在线智能诊断故障研究的情况,本文对工业以太网的应用进行研究,提出建立一套智能故障诊断系统,通过智能故障诊断系统,对工业以太网和现场总线故障实现快速准确定位,保障网络运行稳定,为维修提供帮助,确保整个生产线安全平稳的运转。
关键词:工业以太网;现场总线;智能故障诊断;智能控制;管理一体化
中图分类号:TP273 文献标识码:A 文章编号:1009-3044(2015)33-0146-03
Designing and Realization of Prime Line Intelligent Fault Diagnosis System based on PROFINET
LIANG Qun-li, YU Xiang, CAO Chen, YU Ren-hao
(Chuzhou Cigarette Factory of China Tobacco Anhui Industrial Co.,LTD, Enterprise Management Science (Information Center) , Chuzhou 239000, China)
Abstract:Aimed at the situation of most cigarette manufacturing enterprises prime lines are based on field bus management and control system to realize control and management of production, lacking online intelligent fault diagnosis. This paper researches the application of industrial Ethernet, and put forward a set of intelligent fault diagnosis system. This system could realize fast and exact orientation of industrial Ethernet and field bus, ensure Ethernet stably, help and support maintenance, guarantee safe and stable operation of the whole production line.
Key words:industrial Ethernet; field bus; intelligent fault diagnosis; intelligent control; management integration;
1 概述
制丝生产线是卷烟生产过程工艺流程最长的生产线,而且烟草企业都实现了制丝线的智能管控系统,是生产的控制核心,目前基于工业以太网的PROFINET技术已经在烟草工艺广泛应用。
目前多数制丝线都是采用基于现场总线技术的管控系统,其主要功能是实现生产的管理控制的一体化。目前存在的问题是由于各工艺段相对独立,工序固定单一,适合固定产品的大批量生产。但当前卷烟市场竞争激烈,产品的开发投产要求工艺技术不断改进,此时这类电控系统的刚性就暴露无遗[1] 。更为严重的是,当控制系统的集中监控计算机停机(包括正常停机和故障停机)时,整条制丝生产线就不能正常生产。如何对PROFINET工业以太网通讯快速错误检测和故障诊断,提高维修效率。并能够完成以太网的实时状态监测,进行故障预警,能够完成历史故障的记录查询与分析,保证生产的正常运行,成为卷烟制造企业面临的一个重要课题。
2 PROFINET网络应用简介
PROFINET由PROFIBUS国际组织推出,是新一代基于工业以太网技术的自动化总线标准。作为一项战略性的技术创新,PROFINET为自动化通信领域提供了一个完整的网络解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等[2]。多数制丝线管控系统网络结构的分为设备控制层,集中监控层,生产管理层三个子系统,现场总线采用PROFIBUS总线,底层设备通过PLC控制,实现了管控一体化。
根据设备分类,工业以太网故障一般为3类:
1)线路故障:常见现象有电磁干扰端口,接头松动,端口配置等;
2)交换机、路由器故障常见现象有:设备元件老化,CPU负荷太大,参数配置错误等;
3)控制器、PC机故障:常见现象有端口配置错误,IP地址配置错误,应用服务配置错误,防火墙配置错误等。
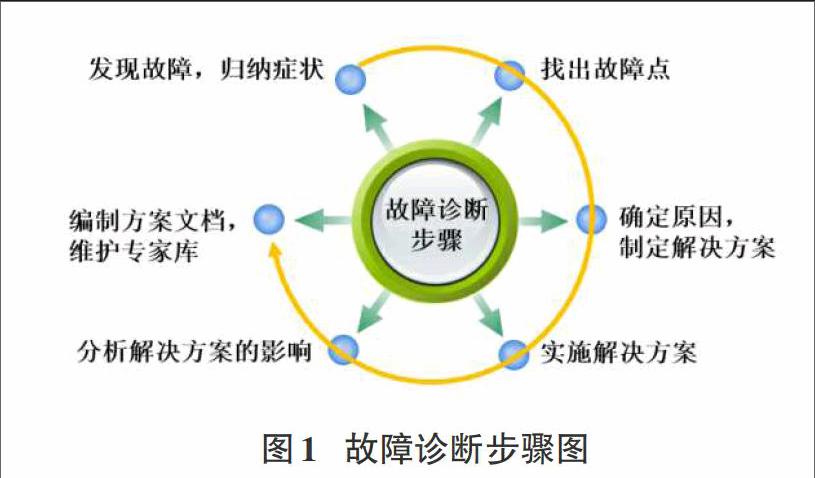
图1 故障诊断步骤图
3 项目的提出及设计思路
当前,保持一个稳定、高效、安全的工业以太网环境是维持制丝生产线稳定运行的基础之一。然而在实际使用中时常会发生一些故障,影响以太网的数据传输,从而影响到设备间的正常网络通讯,造成设备的停机或其他异常状况的出现。
3.1网络故障分析
常用的故障排查通常遵循以下5个步骤[3]:
1)收集所有可以收集到的故障信息,选取有价值的作为判断依据,分析故障的现象。
2)对故障进行准确定位,一般定位到某一特定的网段,或者是单一独立功能组(模块),也可以是某一用户。
3)对故障进行判断,是软件故障还是硬件故障。
4)完成定位,对故障进行修复。
5)修复完成,测试故障是否已。
初步确定故障位置后,通常可以通过如下三种方法进行故障的进一步确定[4]:
1)排除法
这种方法是指依据所观察到的故障现象,尽可能全面地列举出所有可能发生的故障,然后逐个分析、排除。在排除时要遵循由简到繁的原则,提高效率。使用这种方法可以应付各种各样的故障,但维护人员需要有较强的逻辑思维,对交换机知识有全面深入的了解。
2)对比法
所谓对比法,就是利用现有的、相同型号的且能够正常运行的部件作为参考对象,和发生故障部件之间进行对比,从而找出故障点。这种方法简单有效,尤其是系统配置上的故障,只要简单地对比一下就能找出配置的不同点。
3)替换法
替换法是指使用正常的部件来替换可能有故障的部件,从而找出故障点的方法。它主要用于硬件故障的诊断。
3.2常用网络检测方式
常用的网络监测方法有两种,移动式监测和固定式监测。
移动式检测,是人为连接各个交换机、子站、设备,来监测网络通讯的方式。常见的检测工具主要有电缆测试仪、网络万用表、网络分析仪等。此种方式好处在于能准确发现故障点,但是弊端是无法实时确定网络故障,及时性较差,多数情况下是在故障已经存在多时才发现,从而无法及时排除网络故障。给生产带来长时间停机的可能性增大,而且定位故障的过程冗繁复杂,短时间凭个人力量无法定位故障点,会耗费大量的人力去排查故障点。
固定式监测,是把网络的各个交换机、子站、设备连接成一个网络,将各个设备的状态呈现在HMI监控界面上,通过状态监测各个设备。这样可以直观的监测到故障点,及时定位网络故障并解决,不会对生产带来长时间的影响和停机。而且在HMI监控界面,能准确定位故障点,节省了大量人力,是排查故障点变得简单便捷。这种方式结合网络诊断系统使用,容易实现故障诊断的自动化。项目选择固定式监测,在HMI监控画面上实时显示各个设备的状态,包括交换机各端口的占用情况,子站模块占用缺省状态。为了更快更准确定位故障点,排除故障。以往的项目中,网络检测只能扫描到设备,检测设备间的网络通讯问题。项目可以监测到点,针对交换机、子站内部点的故障情况进行监测,可以监测模块缺省和通讯故障等问题,对故障信息实时报警,并可查询过去的历史报警,存入专家库。对交换机的每个端口的流量进行监视,设定标准值、最大值,并根据经验值,对流量过大的情况进行报警。
3.3 功能需求的提出
智能故障诊断系统要主动监视工业以太网以了解局域网和广域网的流量,同时具有学习与主动发现工业以太网问题的能力。它能够自动、精确地定位工业以太网故障源,并分析、提示造成工业以太网异常最可能的原因,网络管理者可根据它所的提示信息,着手解决工业以太网上的问题,协助专业人员排除故障并提升工业以太网性能。当工业以太网协议分析仪接上工业以太网系统时会主动地去抓取封包,并将抓取后所得到的封包资讯,建立成一个资料库,同时利用专门设计的专家系统,自动判断出工业以太网上的异常状况。并将每个异常状况归入知识库中。专家系统分析网络故障时可以将专家的技术经验植入系统中,可以透视整个工业以太网,并提出解决问题的信息。再如统计报表功能:统计报表功能在整个智能诊断系统中具有重要作用,它可以使工业以太网诊断分析的效能达到最优化,智能诊断系统会自动将专家系统分析后的数据整理成电子报表。网络管理者从系统中可以查看这些信息,对如工业以太网的异常、工网络性能等信息进行记录,存储在本地数据库中。数据库中的数据能够导出到EXCEL等表格中,制成简单易懂的报表。
4 智能故障诊断系统的设计与实现
4.1故障信息的收集
采用人工对网络故障进行排查,故障定位难、实施效率低、解决难度大,尤其是突发性的网络闪断,难以对故障点进行信息的捕捉,导致同类的问题一再发生,问题始终得不到解决。经维修人员反复对出现的故障点进行诊断分析,将故障排查经验整理汇总,针对不同故障现象编制出相应的原因分析及故障处理方法,编制出维修经验库。
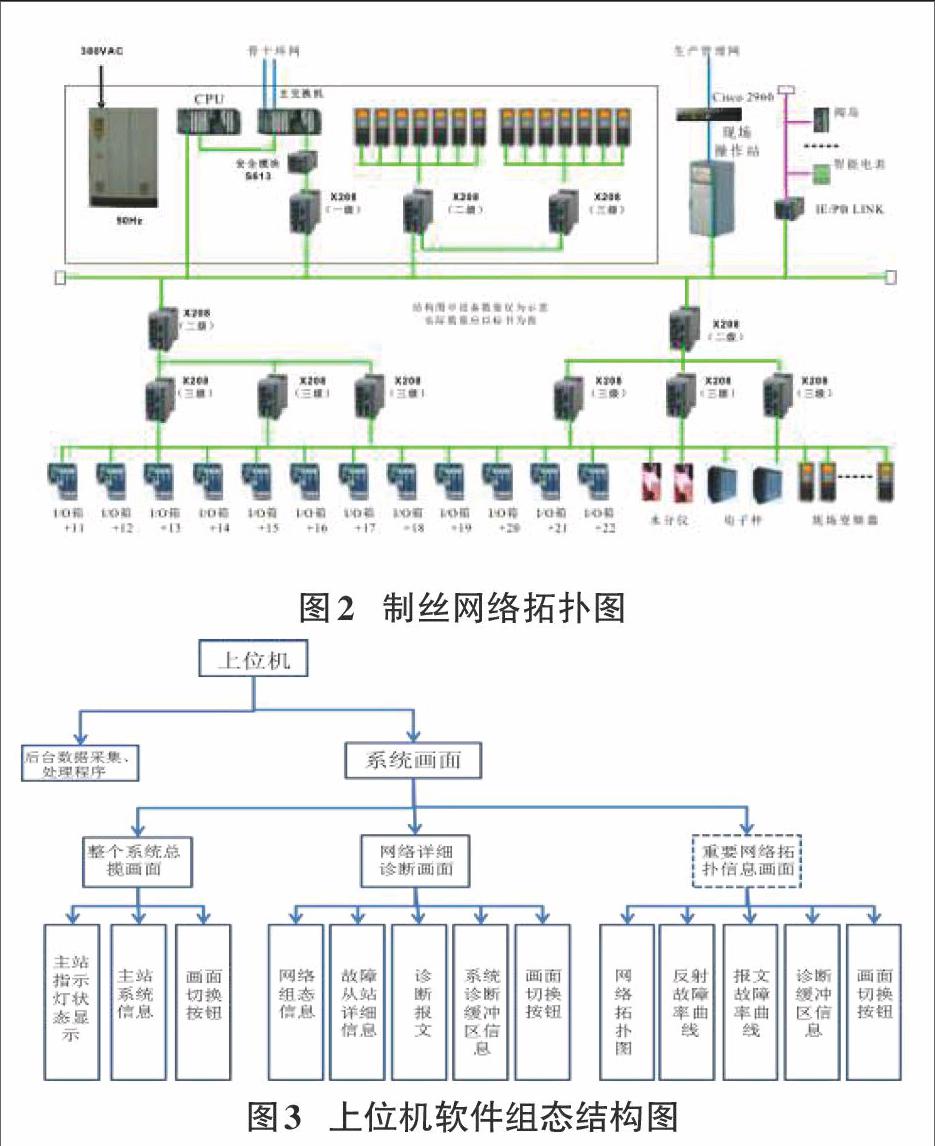
4.2系统网络布线与硬件配置
某烟厂制丝生产线现场共6套主PLC,暂定6套PROFINET检测软件,用来监控主PLC与现场PROFINET 设备的通讯。PROFIBUS DP网络通过COMbricks 诊断套件测试通讯状况。现场一级交换机为管理型交换机,能够设置镜像端口。工业台式机用于监控PROFINET通讯,安装在集中监控层,接入千兆光纤环网。网络拓扑图如下图所示:
4.3 项目软件实现
项目应用两款软件,一个是西门子Sinema Server,一个是FameView。Sinema Server 西门子工业网络管理软件能够快速诊断工业以太网、工业交换机SCALANCE、PROFINET和CP443-1、CP343-1、ET200(PN)等网络设备的通讯状态,支持IE和FireFox浏览,易于集成到WinCC、OPC等上位系统[5-6]。
FameView组态软件系统是北京杰控公司集针对PLC工程应用,基于Windows NT 、Windows 2000/XP操作平台,独立研制开发的组态软件,能为用户提供经济完善的工业自动化监控解决方案[7] 。
FameView组态软件,方便连接上位机和设备,不是通过浏览器的方式访问,可以做到与中控监控风格的统一。
在下位的各个机柜中,安装了一个工业计算机NHK5201,可以准确的诊断交换机和子站的端口和模块占用状态,网络通讯情况,并传输数据到上位监控画面。而不仅仅限于Profinet层面的网络诊断和网络管理,可以将生产工控网的设备情况,一并反应到监控服务器。
4.4 系统的监测功能建立
通过对电气维修人员需求分析调查,查阅近年来的维修记录,完成异常故障的信号采集与信息处理。首先对正常网络状态下的参数进行统计,分析常见网络故障的特征及处理方法,方便系统编码识别。将监测功能分为网络监测、CPU监测、交换机监测、子站模块监测等。
4.5 系统故障诊断功能的建立
通过建立状态监测数据库,系统监测到异常时进行自动判断,查找反馈信号与监测位置的一一对应关系,并发出报警,可以精准定位故障发生位置、故障类别,为维修人员检测、判断提供便捷。
4.6 智能学习功能的建立
一是通过故障统计功能,为技术人员提供分析数据,对一段时间内故障分析进行分类,为系统维护提供指导,实现了故障预警管理;二是通过专家库的建立和维护,实现了智能学习功能。对已经发生过的故障,录入其特征描述,维修方案。在今年发生类似故障时,自动向维修技术人员提供解决建议,也为技术人才的培养提供了一个新的平台[8]。
5 结束语
该系统于2015年7月投入使用,已经成为电气技术人员的故障维修得力工具,也为网络日常维护提供了准确支撑,为维修经验总结、技术人员培养提供了宝贵资源。
采用基于PROFINET构成在线智能故障诊断系统,具有可靠性高,系统结可扩展性强等特点。根据不同的客户需求和使用情况,可灵活扩展为多种不同的模式。整个系统集成度高,能满足工业控制系统分散化、网络化、智能化的要求,可极大地提高工业控制现场的自动化水平。新项目有较强的扩容性,提高企业柔性制造能力。
参考文献:
[1] 张杰.工业以太网PROFINET革新制丝线的电控系统[J].国内外机电一体化技,2008(11):37-39.
[2] 王德吉,栗卫军,边永生.基于PROFINET的烟厂电力监控系统设计[J].自动化博览,2009(3):46-49.
[3] 张承艳.以太网常见故障的排除[J].南钢科技,2000(3):39-40.
[4] 李跃春.浅谈交换机故障的一般分类和排障步骤[J].科技信息,2007(1):230-231.
[5] 冯国华.西门子PROFINET系统说明书A5E00879148_01 2006/10.监控组态软件及其应用[M].北京:清华大学出版社,2001.
[6] 西门子(中国)有限公司. SIEMENS WinCC V6.0编程手册[Z]. 北京:SIEMENS公司,2007.
[7] 袁业升.强制式沥青拌合站电气控制系统研究[D].成都:西南交通大学, 2009.
[8] 马克.工业以太网网络管理系统的开发[J].电脑知识与技术,2008,3(9):1918-1919,1922.
