SF690曲轴用钢的试制
2016-01-12郑辉李占阳东特集团北满特殊钢有限责任公司黑龙江161041
郑辉李占阳(东特集团北满特殊钢有限责任公司,黑龙江161041)
SF690曲轴用钢的试制
郑辉李占阳
(东特集团北满特殊钢有限责任公司,黑龙江161041)
摘要:通过调整、优化生产工艺,成功试制生产出合格的SF690曲轴用钢。
关键词:SF690钢;曲轴;试制
SF690用于船用发动机曲轴。因船用曲轴要求相当严格,并且要通过船级社检验认证,所以对原材料质量要求很高。
1 技术要求
1.1试制材料
牌号: SF690。化学成分(熔炼分析)应符合表1的规定。锻件成品化学成分分析允许偏差按GB/T 222—2006中表2规定执行。
1.2冶炼方法
釆用电炉冶炼+ LF + VD。
1.3规格、交货状态
规格:Ø260 mm×5 500 mm。交货状态:粗加工、无损检测。
1.4力学性能
在钢材头部取200 mm长试料,用原规格钢材坯料经整体热处理后,取性能试样,性能指标应符合表2要求。
1.5非金属夹杂物
非金属夹杂物应符合表3规定。
1.6低倍组织
中心疏松、一般疏松、锭型偏析合格级别≤1.0。
1.7超声检测
钢材需要在材料整个长度和圆周上进行100%超声检测。允许单点缺陷≤Ø2 mm。不允许连续。
2 试制工艺路线
工艺路线为:电炉冶炼→LF精炼→VD真空精炼→浇注钢锭→热送锻造公司→加热、锻造→锻后退火→粗加工→无损检测、检验、检查→上交。
3 生产工艺
3.1冶炼
全熔C≥0.40%,出钢C≥0.15%,P≤0.005%出钢不许下渣。精炼渣量控制在300 kg以上。白渣时间必须≥15 min。真空前不倒渣,抽真空过程不许冒渣。严禁真空前提前起泵抽管道。真空时间15 min。真空后加稻壳,不许加到氩气流上。保护渣模底先加一半,后补加。如成品铝能达到0.015%以上,真空后可不喂铝。吊包温度1 565℃。冶炼锭型为6.23 t。
3.2锻造
电炉加热工艺:先在待料炉预热,然后转高

表1 SF690钢化学成分(质量分数,%)Table 1 The chemical composition of SF690 steel ( mass fraction,%)

表2 SF690钢力学性能要求Table 2 Mechanical properties requirements of SF690 steel

表3 非金属夹杂物Table 3 The non-metallic inclusions
温炉加热,在1 180℃保温7 h~8 h。保证透烧。钢锭镦粗到Ø850 mm,然后拔长,锻造工艺成材率控制在80%。锻造钢锭镦粗比≥1.5,总锻比≥6。终锻温度750℃。锻造时精心操作,对钢锭头部缩孔端的锻造进行满砧压下拔长,端部成鼓型以利于切除缩孔。锻后空冷到500℃装炉退火。
3.3锻后热处理
锻后退火在台车炉进行,退火工艺: 650±10℃保温30 h后缓冷。退火后进行粗加工、无损检测。

表4 SF690钢熔炼化学成分检验结果(质量分数,%)Table 4 The test results of smelting chemical composition of SF690 steel ( mass fraction,%)
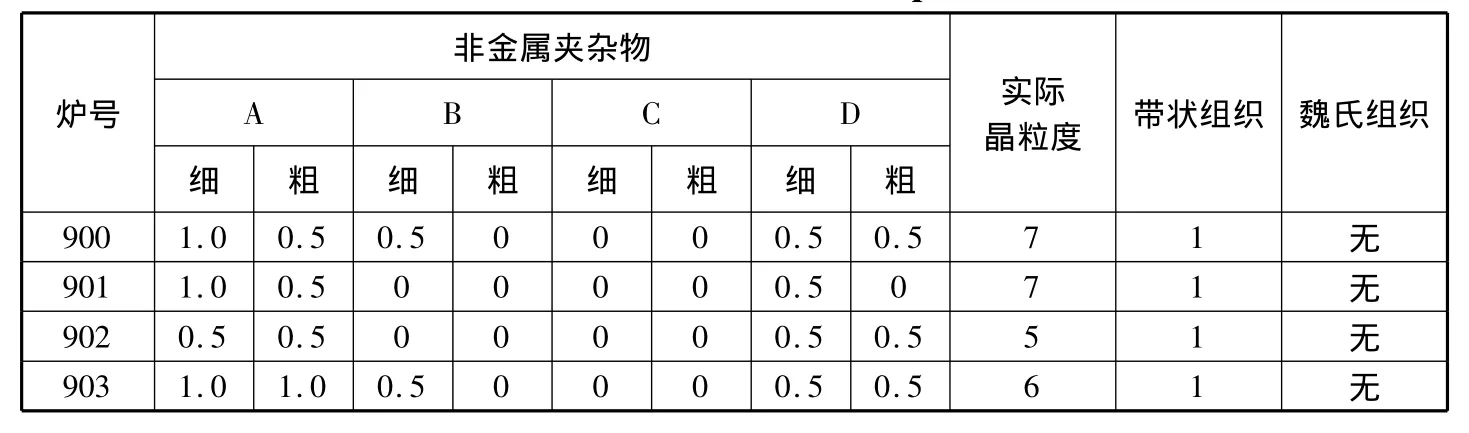
表5 高倍检验结果Table 5 Results of microscopic test

表6 Ø260 mm×300 mm整体试样力学性能检验结果Table 6 The test results of mechanical properties of the whole sample with the dimension ofØ260 mm×300 mm
4 试制结果
SF690首次试制且技术指标要求极严,本次通过工艺调整,共试制了4炉钢,其检验结果如下:
4.1成品化学成分
SF690钢熔炼化学成分检验结果见表4。
4.2非金属夹杂物、晶粒度、组织
高倍检验结果见表5。
4.3力学性能检验
力学性能检验结果见表6。
4.4无损检测
采用涡流及相控振超深自动无损检测仪进行检测,共计检验72支钢材,只有4支检测超标,缺陷为单点缺陷Ø3 mm。
4.5低倍组织
低倍组织分别见图1~图4。
图1 901号炉试样低倍组织(一般疏松1.0级)Figure 1 Macrostructure of the specimens in furnace No.901 ( general looseness level 1.0)

图2 900号炉试样低倍组织(一般疏松1.0级)Figure 2 Macrostructure of the specimens in furnace No.900 ( general looseness level 1.0)

图3 902号炉试样带状组织( 1级)Figure 3 Banded structure of the specimens in furnace No.902 ( level 1)
图4 902号炉试样晶粒度( 6级)Figure 4 Grain size of the specimens in furnace No.902( level 6)
5 分析和讨论
以往生产类似钢种,对检测超标部位取片定性多数为Al类脱氧产物。因此,此次生产时电炉冶炼的重点是控制好Al喂入时期和含量。控制方法如下:电炉出钢C≥0.15%,尽量减少钢水中氧含量。冶炼过程中,采用电炉出钢加铝锭,到LF不喂铝线的脱氧方式。保证铝脱氧产物上浮时间充分。并且保证成品Al达到0.015%。真空后不喂铝,已达到提高钢水纯净度的目的。
为保证钢锭烧透、控制带状,将锻造加热保温时间增加4 h,锻造采用镦粗拔长工艺,已达到使钢锭内部夹杂物破碎、组织致密、成分均匀的目的,确保超声检测合格。终锻温度控制在750℃,锻后空冷到500℃再装入退火炉,确保实际晶粒度检验合格,避免出现混晶。
6 结论
经过生产试制,可以得到以下结论:
( 1)冶炼过程中控制出钢C,电炉出钢喂Al,LF +VD过程中尽量不喂Al,保证成品Al控制在0.008%~0.015%。( 2)锻造加热保温时间在正常保温时间的基础上增加4 h,走镦粗、拔长工艺。( 3)终锻温度控制在750℃,锻后空冷到500℃再装炉退火,锻后空冷代替正火。( 4)高质量高纯净度电炉钢SF690曲轴用钢生产试制的成功为我公司锻材进入船用曲轴行业市场迈出了坚实的一步,对调整公司产品结构、树立企业形象都具有深远的意义。
参考文献
[1]康大韬.大型锻件材料及热处理.龙门书局出版.
编辑杜青泉
Trial-production of Steel Used for SF690 Crankshaft
Zhen Hui,Li Zhanyang
Abstract:The qualified steel used for SF690 crankshaft is manufactured successfully by adjusting and improving production processes.
Key words:SF690 steel; crankshaft; trial-production
收稿日期:2014—07—28
文献标志码:B
中图分类号:TG316
