球节点弧形三角闸门制作安装的质量控制
2016-01-07王爱民,奚宪章,许德阳
球节点弧形三角闸门制作安装的质量控制
王爱民1奚宪章2许德阳2
(1.江苏省扬州市航道管理处扬州225001;2.江苏省交通工程集团有限公司镇江212143)
摘要以实际工程为背景,介绍了球节点弧形三角闸门的选用要求。因球节点弧形三角门特殊的构造形式,着重介绍了其在场内制作和现场安装2个阶段的质量控制程序及质量控制点,从原材料、施工工艺、焊接工艺等方面,提出质量控制要求。
关键词球节点弧形三角闸门质量控制
DOI10.3963/j.issn.1671-7570.2015.02.054
收稿日期:2015-01-30
通航船闸工作闸门按结构形式,主要有人字闸门、三角闸门、横拉闸门等,承受双向水头在动水条件下启闭或在局部开启条件下输水的工作闸门宜选用三角闸门。三角闸门的面板形状一般采用平面,当口门宽度大于16 m时,面板形状采用弧形圆柱曲面[1]。三角闸门结构一般采用空间桁架结构,桁架杆件采用角钢、槽钢、工字钢、钢管等,根据其杆件不同而采用不同的节点处理,见图1。本文仅对球节点弧形三角闸门制作安装的质量控制要点进行分析。

图1 弧形三角闸门示意图
质量控制主要分为场内制作和现场安装2个阶段。

Research on the Key Technology of Jiangdu Lock Closure Project
XuBing
(Yangzhou Waterway Administration Office, Yangzhou 225003, China)
Abstract:Jiangdu lock closure project belongs to one of the projects of the south to North Water Transfer Project the first phase of the Jiangdu pumping station renovation project. It used the removal of the original buildings and a permanent plugging method. Thus, it saved the investment and shortened the construction period. The key technology of this project including the main building safety review, upper lock head and lateral seepage treatment of levee earthwork filling control, in this paper the corresponding research was carried out and the related construction technology was optimized to ensure the safety of embankments and the smooth implementation of the project, which achieved good results.
Key words: closure; the key technology; research
1场内制作的质量控制
1.1 把好审查关
(1) 进一步检查承包商的实际工作能力及分包厂商的资格。在确定中标企业后,一定要进一步检查承包商在交通航道领域从事闸门制作安装的实际工作能力,做到心中有数。
对中标企业的分包商,也要审查其资格,从资质、资信、业绩、实绩等多方面进行审查,达不到要求,不允许进行分包。
(2) 把好《施工组织设计》审查关。施工组织设计的作用是对拟建工程施工的全过程实行科学管理。通过施工组织设计的编制,可以全面考虑各种具体施工条件,扬长避短地拟定合理的施工方案,确定施工顺序、施工方法、劳动组织和技术经济的组织措施,合理地统筹安排拟定施工进度计划,保证拟建工程按期投产或交付使用;也为拟建工程编制基本建设计划和施工企业编制施工计划提供依据。通过施工组织设计的审查,就可以看出施工企业的管理水平,特别是对关键工序、重要质量控制点的管理,是审查的重点。
(3) 审查企业实验室资质和能力。一个合格的实验室,表明企业具备了按有关国际认可准则开展校准和检测服务的技术能力,可以减少可能出现的质量风险。这一方面的审查,是很多建设单位不重视、容易忽略的。所有量具、测量仪器的精度,必须达到规范要求,并应具有国家法定计量部门定期检定的检定证书,达不到精度的量具、仪器不允许使用,如钢尺、经纬仪、水准仪、全站仪等。
(4) 审查企业实际的生产设备。检查企业的机械设备的数量、型号、生产能力、完好率,是否满足中标要求,是否符合闸门制作安装的要求。
(5) 审查企业为确保闸门制造安装所投入的技术工人资质。焊工应持有国家相关部门签发的焊工考试合格证,杜绝无证上岗作业,起重工等其他操作工要具备相关上岗证书,安全员也要持证上岗,确保到位。
1.2 把好原材料关 [2]
(1) 检查出厂质量证书。检查闸门制造使用的原材料:钢板、钢管、钢球、型材及焊接材料(焊条、焊丝、焊剂)的出厂质量证书、规格型号是否符合设计及规范要求,不符合要求的不允许使用。企业用于闸门制造的所有原材料进厂前必须及时填写原材料报验单向驻厂监理工程师报验,经监理工程师检查验收合格签字后,方可进场。
(2) 实验室检测。进厂的钢板、钢管、其他型材及外协加工部件,厂方应及时向驻厂监理工程师报验,经监理工程师见证取样,跟踪送到具有相应资质并经监理工程师同意的实验室进行检测,各种理化指标均达到设计及规范要求并出具检测报告后方可用于闸门制作。
(3) 平行试验。现场监理也要利用一定的检查或检测手段,在承包人自检的基础上,按照一定的比例独立进行检查或检测,验证其真实性。
1.3 把好制作关 [2]
(1) 评定焊接工艺。焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
通过焊接工艺,也能评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头,验证施焊单位所拟订的焊接工艺规程是否正确,为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
(2) 评定制作安装工艺。工艺卡片是用来指导工人制作安装闸门时的工艺文件,包含工艺流程、工序名称、工装等,有的还包括本工序加工图、加工刀具、测量量具、设备、定位等。成熟的施工企业应该有一套完善的工艺流程,现场工人按照工艺卡就能清楚地了解工件、加工要求、加工程序等。
(3) 督促抓好各项交底。①设计或施工技术交底。它是在工程开工前,由设计单位或施工单位主管技术领导向参与施工的人员进行的技术性交待,其目的是使施工人员对工程特点、技术质量要求、施工方法与措施和安全等方面有一个较详细的了解,以便于科学地组织施工,避免技术质量等事故的发生;②安全技术交底则是细化、优化施工方案,从施工技术方案选择上保证施工安全,让施工管理、技术人员从施工方案编制、审核上就将安全放到第一的位置,让一线作业人员了解和掌握该作业项目的安全技术操作规程和注意事项,减少因违章操作而导致事故的可能。
(4) 抓住关键质量控制点。①制作胎架验收。按照面板弯曲的圆弧标高,用水准仪横向确定各个节点的标高,标高误差小于±1 mm。胎架制作、加固后,经现场监理检查认可后投入使用;②闸门面板制作。面板由主弧面板、边羊角弧形面板和中缝羊角弧形面板组成。主弧面板制作,采用先拼焊后弯制的方式,使用弧形胎架并施加外力进行弯制。边羊角弧形面板和中缝羊角弧形面板由于弯曲曲率较大采用三星滚分段进行弯曲。要求面板的焊缝不与各主横梁、各次梁重合;③重要构件的制作,如端柱、梁格、桁架等;④管、球、板等焊接质量。
2现场安装的质量控制
2.1 把好埋件关
顶底枢埋件中,主要要控制好底枢埋件的质量。底枢承轴台、底槛、下拉杆安装是保证闸门安全、正常运转的关键,尤其是旋转中心的准确定位。
依据各自闸首的土建预设的基准放样点和船闸中心线,做船闸中心线的垂线,垂线向两边延伸,两端按设计尺寸各取长度,放样完毕后,可进行底枢钢筋的制作及安装前的准备工作等。中心定位则以通过旋转中心样点挂垂球对准承轴台的中心进行控制,高程控制以提供的各自闸首的水准点为基准。
2.2 把好安装工艺关
现场安装工艺流程见图2。
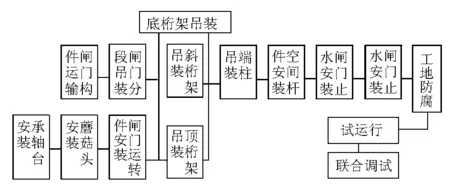
图2现场安装工艺流程图
具体安装流程为:胎架基础制作→安装底桁架,预留门头弹性变形下垂的余量3~4 mm→吊装装闸门下片分段,用水准仪调整好各控制点标高,用锤砣或经纬仪调整好门体垂直度,用角钢焊接斜向支撑固定→吊装闸门上片分段→安装下斜桁架。先安装竖直支撑杆件,吊装下斜桁架,再安装斜杆件→安装上斜桁架 ,先吊装上斜桁架,再安装竖直支撑杆件,接着吊装顶桁架,最后安装斜杆件→安装端柱,端柱的标高低于门头梁格相对标高3~4 mm,控制端柱的垂直度。用锤砣或经纬仪在成90°的2个方位调整端柱的垂直度,误差小于0.5 mm。将端柱焊接到底桁架和下斜桁架的型钢上,焊接顶片桁架与端柱间的连接焊缝→安装人行桥与人行桥支撑→安装防撞钢板。先安装防撞支撑,再由中缝位置向端柱方向依次安装防撞板。
闸门拼装完成示意图见图3。
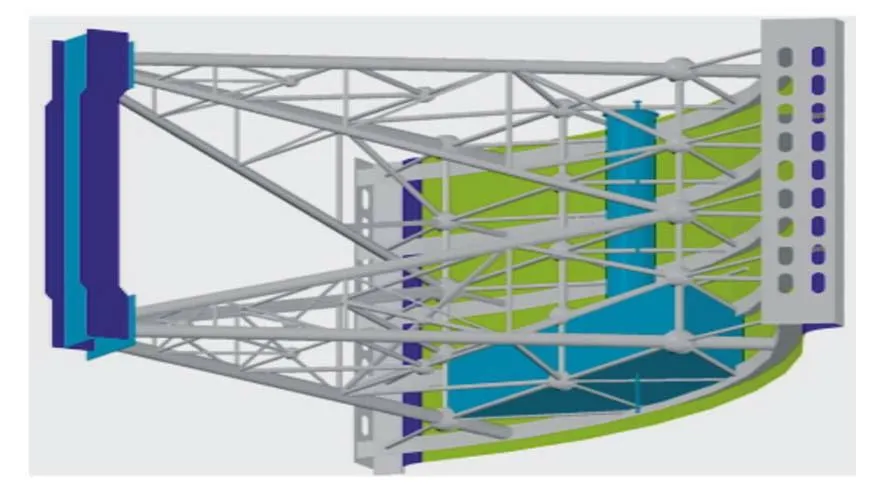
图3 闸门拼装完成后示意图
闸门安装质量控制主要包含以下方面。
(1) 顶、底自重桁架安装的质量控制。控制其定位角度、水平标高,平面与空间尺寸,加强主支臂与端柱、门页主梁间的焊接质量。
(2) 上、下分段闸门安装的质量控制。控制闸门在翻身、吊装过程中的门体结构变形,控制其与自重桁架间的联接尺寸和焊接质量,控制安装定位时的垂直度,上下分段之间在胎架制作时预设楔口,以保证闸门安装后的整体性。
(3) 空间桁架安装质量控制。注意下料长度及气密性试验,保证每根杆件安装位置准确,管与管、管与球之间的联接和焊接严格按工艺、规范要求施工。
2.3 把好焊接工艺关 [2]
(1) 正式焊接前检验闸门的外型尺寸,确认符合图纸要求后,按照评定后的焊接工艺进行焊接。
(2) 焊接顺序由下往上部开始焊接,先焊接主要受力构件的焊缝,主要受力构件按下列次序焊接,即一、二类焊缝要求开坡口全焊透,焊接方式使用CO2气体保护焊打底;手工电弧焊正式焊接。
3结论
(1) 球节点弧形三角闸门,因其结构复杂,制作要求高,质量控制难度较高,必须采取严格的控制手段。
(2) 在不同的施工阶段,管理者要针对不同的要求,抓住关键控制点,才能有效地对质量进行管控。
参考文献
[1]JTJ308-2003船闸闸阀门设计规范[S].北京:人民交通出版社,2003.
[2]陆海翔,黄统.浅谈邵伯船闸桁架式节点弧形三角门的制作[J].交通科技,2012(6):61-64.
[3]GT/T14173-2008水利水电工程钢闸门制造、安装及验收规范[S].北京:中国标准出版社,2008.