硫酸生产尾气处理技术改造
2016-01-06刘斌
刘 斌
(黑龙江倍丰农资集团爱农公司 , 黑龙江 哈尔滨 150020)
硫酸生产尾气处理技术改造
刘斌
(黑龙江倍丰农资集团爱农公司 , 黑龙江 哈尔滨150020)
摘要:硫酸装置SO2尾气洗涤技术有着成本高、洗涤效率低及造成二次污染的缺点,因此对该项目尾气处理技术和设备按照国标进行改造,进而取得了良好的经济和环保效益。
关键词:硫酸 ; 尾气洗涤技术 ; 脱硫工艺 ; 改造
某公司有年产30万t硫酸装置,制酸后含SO21 600 mg/m3的尾气用30%氢氧化钠溶液进行洗涤,存在着成本高、洗涤效率低的弊端,而且洗涤后的溶液直接排放到污水处理站造成了二次污染。根据新的国家标准(GB 26132-2010《硫酸工业污染物排放标准》)要求,2013年10月1日起所有硫酸企业SO2将统一执行400 mg/m3、发达地区执行200 mg/m3的排放限值。公司原有洗涤设备及工艺已不能满足新国家标准的要求,故决定对尾气处理工艺及设备进行改造。
1脱硫工艺对比及工艺选择
硫酸工业尾气脱硫方法主要有活性炭法、新型催化剂法、超重力法、双碱法、氨法、钠碱法等。针对30万t/a硫酸装置处理SO21 600 mg/m3的烟气,选择了四种尾气脱硫工艺进行综合比较,见表1。
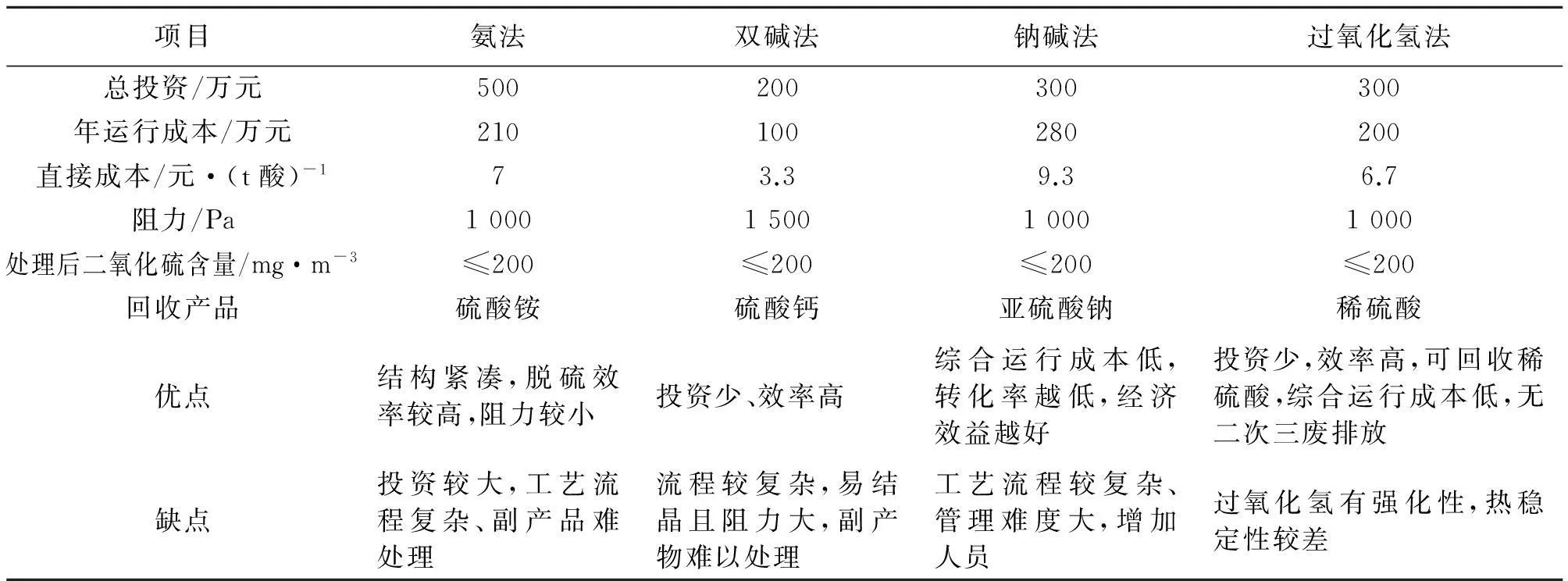
表1 四种尾气脱硫工艺方法比较
前三种硫脱方法普遍存在投资大、运行成本高,生成物难以利用等问题。通过对以上几种脱硫方法的对比分析和论证,该公司采用了过氧化氢法脱除硫酸尾气中二氧化硫的工艺技术。
2过氧化氢法脱硫技术
2.1 基本原理
将过氧化氢溶液加入到吸收塔中,使其与含SO2的尾气接触,利用过氧化氢强氧化性将SO2氧化为硫酸。
过氧化氢法脱硫工艺的基本原理虽然简单,但是实际应用到硫酸生产中,要充分满足4个基本条件:①要具备高吸收效率;②要回收全部副产物稀硫酸;③不能产生新的“三废”产物;④经济上是可行的。
2.2 工艺流程及主体设备
尾气脱硫工艺流程示意如图1所示。

图1 过氧化氢尾气脱硫工艺流程示意图
将购入的27.5%浓度工业级双氧水加水添加稳定剂并稀释到8.5%浓度(稀释的目的是提高双氧水的使用安全性)在储罐中临时存储,再由双氧水泵连续补充至脱硫塔。硫酸尾气从脱硫塔下部进入,经喷淋吸收段与过氧化氢溶液接触,进行吸收脱硫反应并生成硫酸;脱硫后烟气经塔上部除雾沫段脱除雾沫后排放,吸收产生的稀酸输送至硫酸系统干吸循环酸槽。通过计量泵向吸收塔内计量补充吸收剂过氧化氢溶液,以补充其消耗损失。这样就构成了连续循环吸收、连续精确计量添加吸收剂、连续返回稀硫酸的尾气处理系统。
脱硫塔塔型为喷淋空塔,内部设一层丝网除雾层。该塔型可有效提高对SO2吸收率,降低系统阻力,减小能耗。空塔运行稳定可靠,故障率低,同时维护方便。脱硫塔采用玻璃钢制作,有良好的防腐性能。脱硫塔设一个烟气进口、三个喷淋液入口、一个工艺水入口、一个溢流口、并设有若干人孔。
该装置正常运行操作时,仅需保证吸收塔的液位、周期性协调向过氧化氢溶液储槽内补充的吸收剂、监管1台吸收循环泵及1台计量泵的运行即可,岗位操作由干吸岗位人员监管,无需另增加人员。
2.3 运行情况及经济效益
过氧化氢尾气脱硫装置在该公司30万t/a制酸系统运行12个月以来收到了良好的效果,脱硫后排放SO2浓度小于20 mg/m3,远低于国家标准规定的排放限值。各项消耗指标见表2。
如表2所示,生产1 t 98%硫酸运行成本为6.73元。年产30万t 98%硫酸共需费用202万元。回收25%硫酸5 500 t,按80元/t计算,计44万元。扣除该项费用,过氧化氢脱硫装置年运行成本为158万元。

表2 过氧化氢脱硫运行费用明细表
原装置采用30%氢氧化钠溶液洗涤尾气,洗涤液直接排放至污水站。年消耗氢氧化钠1 650 t,按每吨3 000元计,消耗费用为495万元。改造后每年可以节省运行费用337万元。
2.4 工艺特点
总结实际应用情况,使用过氧化氢尾气脱硫工艺具有以下特点:①脱硫装置高效、方便,过氧化氢尾气脱硫活性强、反应速率快,二氧化硫的排放限值小于20 mg/m3,远低于国家标准GB 26132-2010规定的限值。②采用单塔设计,吸收反应和副产品的回收均在一个塔内,配套设备少而精,流程简短,控制简便,可操作性强,无需额外增加操作人员,有效节约投资成本、运行成本和占地空间。③脱硫副产品为稀硫酸,不存在结晶堵塔等问题,吸收塔为大开孔率填料塔或空塔,系统阻力小(不超过1000 Pa),节省主鼓风机动力消耗。④根据吸收前后二氧化硫浓度,采用计量控制系统精确的控制过氧化氢吸收剂的加入量,在保证脱硫效果的同时,降低了运行成本。⑤系统产生的稀硫酸直接返回至硫酸系统干吸工序用于调节干燥及吸收酸浓度,副产品不需二次加工,回收成本大大降低。⑥整个生产过程中不产生新的三废产物,无二次污染,属典型的清洁生产工艺技术。⑦该工艺的缺点:过氧化氢具有很强的氧化性,长途运输具有一定危险性,需就近采购;另外双氧水具有热不稳定性,温度过高时可发生分解产生氧气并放热,导致储罐压力增大,温度上升,严重时可能发生爆炸,因此双氧水储罐应设置压力安全阀,保护储罐安全。
3结束语
该公司选用新工艺对装置进行了改造。新工艺处理硫酸尾气产生的稀硫酸可以全部回收使用,没有新的三废生成。脱硫效果显著,尾气排放量小于20 mg/m3,远低于国家标准的限值,改造取得了很好的环保效益和经济效益,获得了圆满成功。
作者简介:刘斌(1977-),男,硕士,高级工程师,从事化工设备管理工作,电话:15956060205。
收稿日期:2015-04-07
中图分类号:TQ111.19
文献标识码:B
文章编号:1003-3467(2015)07-0034-02