水平下调式三辊卷板机自动控制系统研究
2015-12-31李宏远黄金鑫
李宏远,刘 欢,黄金鑫
(1.中国矿业大学 (北京)机电与信息工程学院,北京 100083;2.吉林大学 机械科学与工程学院,吉林 长春 130022)
0 引言
作为一种可将板料弯曲加工的塑性机床,卷板机近些年得到了迅速发展,已广泛用于造船、锅炉、宇航和石油化工等行业[1]。国外卷板设备水平较高,意大利PROMAU公司、日本富士车辆公司[2]等研发的产品,在设计上多采用机械式或机液混合驱动式;国内的生产起步较晚但发展很快,沈阳重型机械厂、南京环力重工机械公司[3]等生产的非对称三辊、四辊卷板机也已成为行业的主导。然而,局限于对功率的要求,传统的三辊卷板机大多采用交流电机驱动,配合手工操作。该方式加工效率低,精度也难以保证,已不能很好地适应现代市场对产品质量和性能的要求。因此,本文提出一种针对水平下调式[4]三辊卷板机的控制系统设计方案,利用PLC和液压传动将电、机、液有机结合,实现对设备的自动控制,取代人工劳动,改善了工作条件,提高了加工效率和精度。
1 工艺分析
相比对称式卷板机需借助其他设备进行预弯的限制,非对称式设计更加合理有效,其结构特点对比如图1所示。
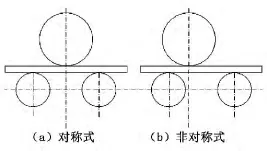
图1 对称式与非对称式结构特点对比
卷板时,将板料置于上、下工作辊之间。上辊垂直升降,两下辊做旋转运动且相对于上辊轴心面水平移动。上辊下降时,板材在上、下工作辊之间发生塑性变形而弯曲。下辊连续旋转通过板与辊之间的摩擦力带动钢板进、退,完成卷制。具体分为4步:预弯、对中、卷圆和矫圆[5],如图2所示。
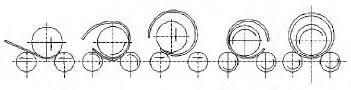
图2 三辊卷板机工艺过程
2 系统方案设计
利用可编程序控制器实现对设备的整体操作和状态监控,如图3所示。
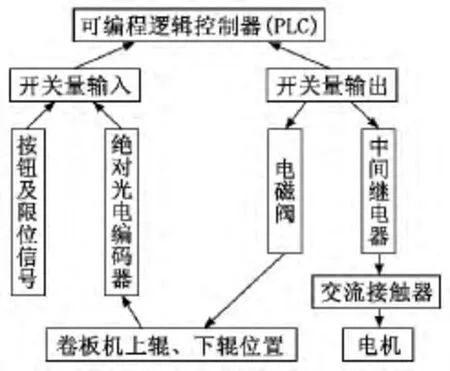
图3 系统总体控制
3 液压系统设计
水平下调式结构的优势在于其灵活性,下辊为主动辊,可自由移动,上辊为从动辊,可垂直升降。针对以上特点,液压控制系统分为3个子系统,即上辊液压系统、下辊液压系统和卸载液压系统,如图4所示。
上辊液压系统用于驱动上辊完成垂直升降,两端的同步性至关重要,若不同步,则卷制出来的圆筒会出现喇叭形,从而造成加工缺陷。
液压泵电机启动,电气控制系统发出信号,电磁铁YV5得电时,使得电磁铁YV7、YV8得电,升降缸1和2的A孔进油,B口回油,使辊子两端落下,完成上辊筒的垂直下降过程。如果在这一过程中,升降缸1的一段达到了指定刻度,升降缸2的一段尚未到达,则电磁铁YV7断电,升降缸1停止进油,直至升降缸2一段也达到指定刻度时电磁铁YV8断电,以此来保证上辊下降的同步性,并实现在工作过程中上辊轴线与下辊轴线始终平行的要求。辊筒上升过程与此相反。
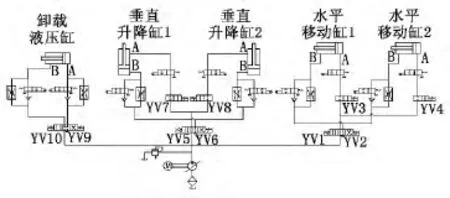
图4 液压原理图
下辊液压系统用于驱动下辊及支撑辊完成水平位移,工作过程及同步控制原理与上辊液压系统相似,在此不再赘述。
卸载液压系统则用于驱动钢架水平位移完成对产品的卸载和自身复位。当产品加工完成时,卸载系统启动,电磁铁YV9得电,卸载缸的A口进油,B口回油,使钢架水平向左运动,进而推动产品运动,完成卸载。当电磁铁YV10得电时,卸载缸的B口进油,A口回油,使钢架水平向右运动,完成自身复位。
4 控制系统设计
4.1 电路设计
主电路采用3台电动机,液压泵电动机M1,上辊旋转电动机M2和下辊旋转电动机M3。上、下辊旋转电动机为三相绕线式。
控制电路则包含PLC的电源、接地、输入、输出、通信等接线端子到各输出端子板或柜内其他电器元件之间的连接,其外部接线如图5所示。

图5 PLC外部接线图
4.2 流程设计
首先根据卷板机加工顺序把复杂的控制过程分解为若干个工序,然后将各工序看成是一种工作状态,并将它们联系起来,其工作流程如图6所示。

图6 卷板机工作流程图
4.3 系统测试
三菱公司的GX Developer编程软件[6]功能强大,使用方便,可用于系统的监控与调试。
进入主界面,创建新工程,将梯形图程序写入。每完成一个工序,可执行菜单命令变换,以检验是否正确。执行梯形图逻辑测试,系统会逐渐写入待测试程序,直至全部完成。
这里仅以输送板料至工作辊为例进行测试,如图7所示。首先启动系统总按钮,液压泵电动机随之启动,下辊开始旋转,通过与板料相接触产生的摩擦力带动板料运动,待板料达到预弯位置时,旋转停止。测试结果如图7所示,与预期相一致。
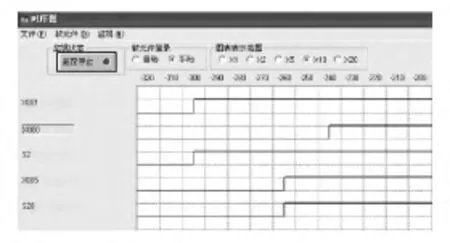
图7 板料输送监控时序图
5 结论
根据水平下调式三辊卷板机结构特点,设计了全新的控制方案。采用先进的PLC将原有的电路控制改为软件控制,实现了钢板卷制的自动循环。液压系统的融入又提升了驱动的可靠性。两者有机结合,很大程度上改善了传统卷板机控制系统的不足。测试结果表明,该系统真实有效,符合预期。同时,操作维护简单,既提高了加工效率和精度,又减少了人工成本。
[1]刘华,闫洁,刘斌.现代塑性加工新技术及发展趋势[J].锻压装备与制造技术,2010(4):10-13.
[2]邢伟荣.卷板机的现状与发展[J].锻压装备与制造技术,2010(2):10-16.
[3]仉志强,宋建丽,付建华,等.板材弯卷成形工艺的研究现状[J].塑性工程学报,2014(1):1-6,84.
[4]邢伟荣,原加强,郭永平.水平下调式结构在大型三辊卷板机上的应用[J].锻压装备与制造技术,2006(5):20-23.
[5]任育红.水平下调式三辊卷板工艺及设备研究[D].天津:天津大学,2006:13-16.
[6]于海龙,石东东,赵秀美.基于PLC的数控卷板机自动控制系统研究[J].机械工程与自动化,2011(1):133-134,137.
