W213系列粗苯加氢催化剂的工业应用
2015-12-31吴阳春赵志杰金建涛王国兴张先茂
吴阳春, 王 泽, 赵志杰, 金建涛, 王国兴, 张先茂
(武汉科林精细化工有限公司,湖北 武汉 430223)
焦化粗苯是焦炭生产过程中的副产品,是一种重要的化工原料,可用于生产染料、医药、消毒剂、炸药和人造纤维等。由于粗苯中含有多种杂质,尤其是硫化物含量较高,必须经过精制才能用于化学品的生产。随着环保要求的日益提高,我国粗苯精制工艺已从传统的酸洗法转变为加氢精制法。在现有的粗苯加氢精制技术[1-2]中,低温加氢工艺既可得到优质的三苯产品,又可解决环境污染问题,且具有生产操作条件简单、设备材料要求低、经济效益好等优点,因此在国内得到广泛的应用。
目前,国内粗苯加氢大多采用两段加氢工艺,原料粗苯首先经过蒸发器脱除重苯,所得轻苯再进入两段加氢反应器。其中,一段加氢主要用于脱除苯乙烯、茚等热敏物质[3]。工业应用表明,一段加氢前原料粗苯在蒸发器及换热器中的温度基本在180℃~230℃[4],在此温度下苯乙烯、茚等热敏物质结焦速率显著上升,长时间运行会造成设备堵塞[5],影响装置的正常运行。针对上述情况,我公司开发出一套粗苯三段加氢工艺及其配套的W213粗苯加氢催化剂。通过在原两段加氢工艺前增设预加氢反应器,在110℃~140℃低温下脱除苯乙烯、茚等热敏物质,可有效缓解蒸发器与换热器的结焦问题。该加氢工艺及W213催化剂已在粗苯加氢装置上实现工业应用。结果表明,通过增设预加氢反应器,可有效减缓蒸发器及换热器的结焦问题;配套W213系列催化剂,不仅表现出良好的加氢脱硫活性,而且芳烃收率高、抗结焦能力强、原料适应范围广。
1 催化剂技术指标及工艺流程
1.1 催化剂技术指标
W213系列催化剂采用改性Al2O3为载体,负载活性金属组分制备而成。催化剂具有孔径比大,活性组分分布均匀、加氢脱硫活性高、芳烃饱和率小、抗积炭能力强的特点。表1列出了该系列催化剂的主要物化性能。
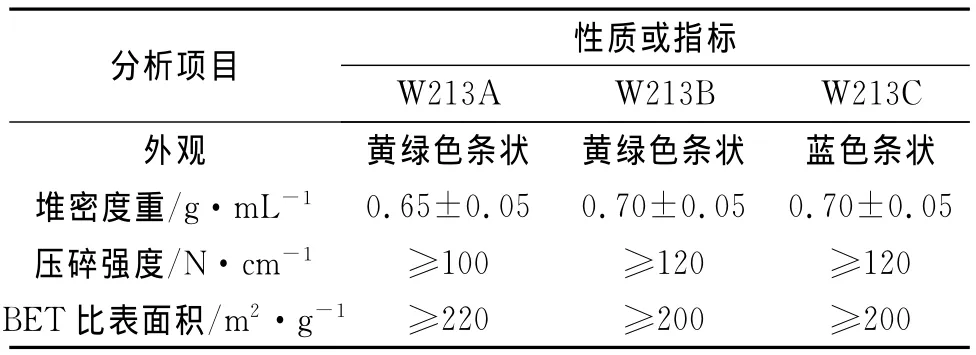
表1 催化剂主要物化性能
1.2 工艺流程
粗苯加氢工艺流程如第56页图1所示。原料粗苯首先进入预加氢反应器,在低温下脱除苯乙烯、茚等热敏物质,加氢后的产物再经过蒸发器将原料中的重苯切除,蒸发出的轻苯组分依次进入一级与二级加氢反应器,加氢反应脱除硫、氮等杂质后得到加氢精制苯。
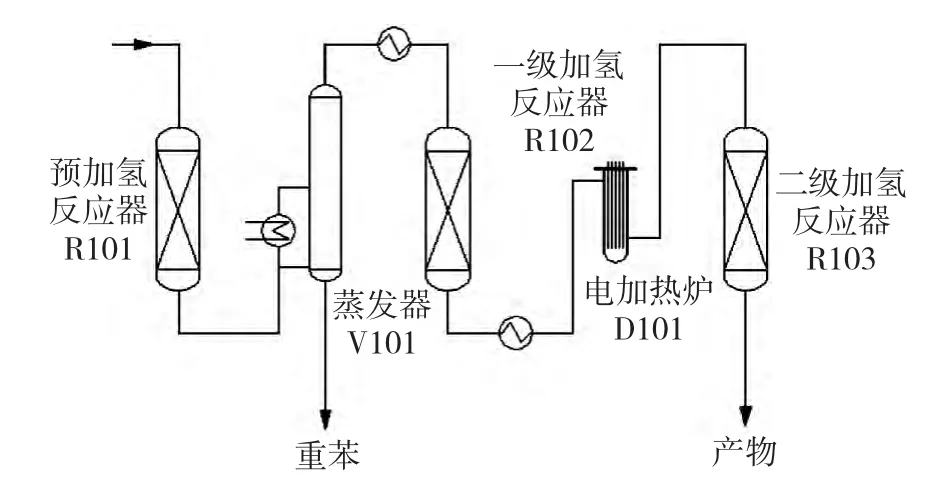
图1 加氢装置工艺流程图
2 催化剂的预硫化
2.1 干燥
由于加氢催化剂具有吸湿性,因此在运输、装填过程中会吸附一定量的水分。为避免水分在催化剂升温时急剧汽化,造成催化剂机械破损,降低催化剂强度,增加反应器床层压降,降低催化剂使用寿命,必须在预硫化前对催化剂进行干燥脱水。本次开车干燥介质为氮气,压力为2.0MPa。干燥过程先以15℃/h~20℃/h的速率将床层升温至150℃,在150℃下恒温5h;再以15℃/h~20℃/h的速率升温至230℃,在230℃下恒温至排水口无水排出,干燥结束;最后以20℃/h的速率将床层温度降至150℃。
2.2 预硫化
本次开车催化剂预硫化采用湿法硫化,硫化剂为二甲基二硫,硫化油为BT,系统压力为2.0MPa~2.5MPa,油品进料量7t/h,氢油体积比不大于500,依次经过150、230、280℃3个硫化阶段。具体硫化温度曲线如图2所示。
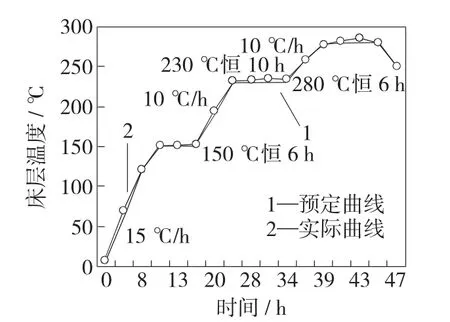
图2 硫化温度曲线
在干燥结束床层温度降至150℃后,将加氢系统泄压至微正压,引入新氢充压,启动氢气压缩机,建立氢气闭路循环。将系统压力维持在1.5MPa左右,同时引BT进加氢系统作为硫化用油,建立硫化油闭路循环。待反应系统稳定后,开始注入DMDS进行预湿,并将床层温度于150℃恒温6h。预湿6h后,将床层温度以10℃/h的速率升至230℃,并恒温硫化10h。恒温期间,每隔1h分析循环氢中H2S含量,维持在0.7%~1.3%波动,床层温升始终小于20℃。230℃恒温硫化结束后,将床层温度以10℃/h的速率升至280℃左右,并恒温硫化6h。将预定的DMDS全部注入系统后,分析循环氢中的H2S体积分数为3.8%。继续恒温2h后,H2S体积分数无明显变化,预硫化结束。置换硫化油5h后,系统转入正常生产。
3 工业运行情况
W213系列催化剂应用于粗苯加氢装置,2014年3月首次开车,经分析测试,产品质量达到生产要求,装置按86%负荷转入正常生产。1个月后,在117%超负荷运转下对催化剂活性进行了标定,结果见第57页表2~表3。
1)开车初期的86%负荷运转与标定期间117%超负荷运转,产品的总硫均小于0.5mg/kg,溴价也在0.5g Br·100g-1,三苯收率分别为99.3%、99.5%。表明,催化剂不仅具有脱硫活性高、烯烃饱和能力强的特点,而且产品芳烃收率高,避免了芳烃大量饱和而造成的经济损失。
2)在入口温度120℃~125℃的条件下,通过预加氢后粗苯中的苯乙烯质量分数下降至0.04%以下,茚质量分数下降至0.3%以下,可有效减缓一级加氢前蒸发器及换热器的结焦问题。一方面,可以减少因蒸发器、换热器堵塞造成的停车检修次数;另一方面,由于热敏物质的脱除,可适当提高再沸器的温度,增加轻苯蒸发量,减少重苯的产率,有利于提高装置的经济效益。
3)开车初期,粗苯原料的总硫为3 652mg/kg,溴价为8.52g Br·100g-1;标定期间,粗苯原料的总硫为5 214mg/kg,溴价为4.24g Br·100g-1。但经过加氢精制后,产品的总硫与烯烃质量分数均达到生产要求。表明,催化剂对原料的总硫及溴价适应范围广,扩大了装置的原料来源。
4)装置运行34d后,各级反应器的床层压降基本维持不变,表明催化剂具有良好的抗结焦性能;各级反应器的入口温度也属于同一水平波动,表明催化剂活性稳定,没有随使用时间的延长而快速下降。
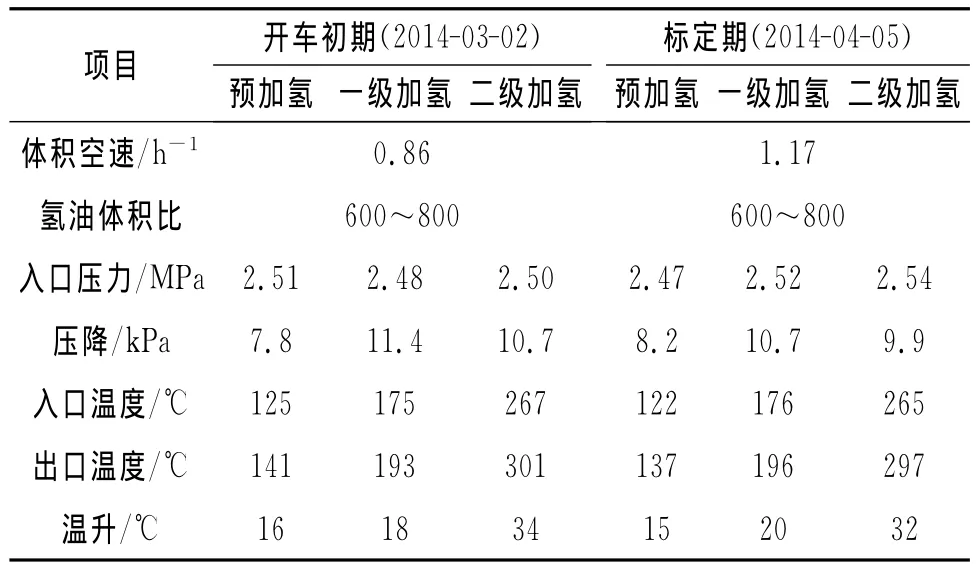
表2 装置操作条件
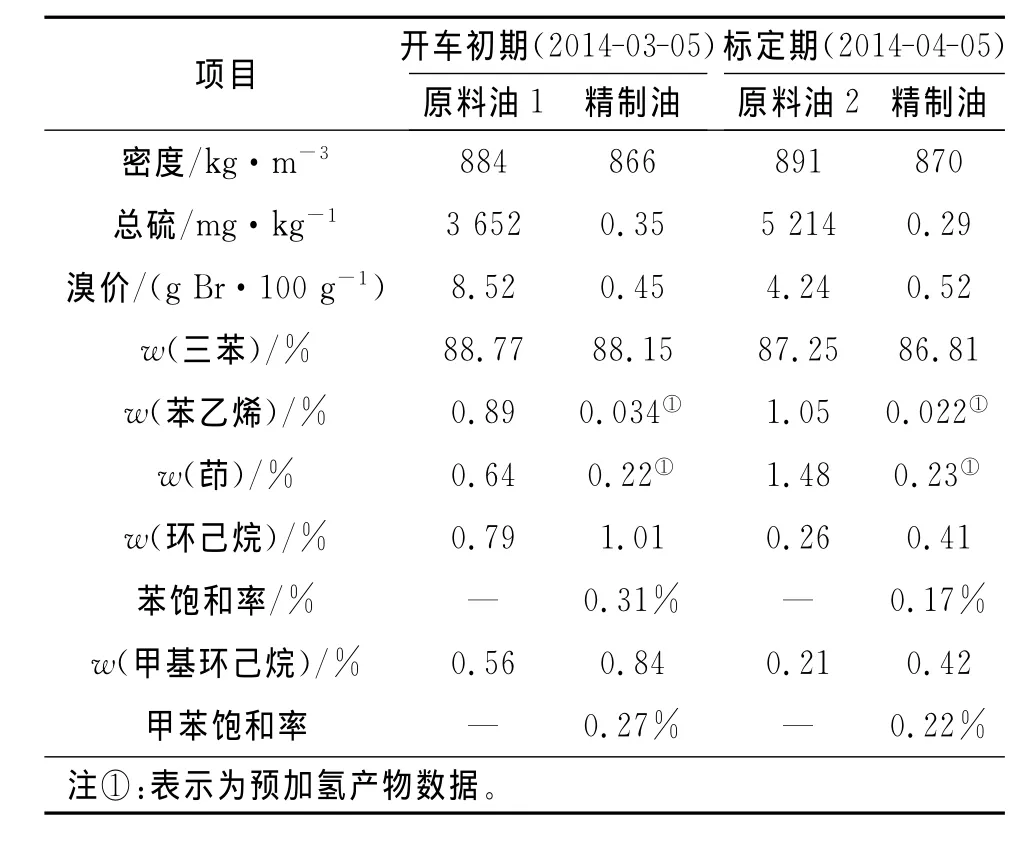
表3 原料及产品性质
4 结论
1)工业数据表明,增设的预加氢反应器在入口温度120℃~125℃时,可将粗苯中的苯乙烯质量分数脱至0.04%以下,茚质量分数脱至0.3%以下,可有效减缓一级反应器前蒸发器及换热器的结焦问题。
2)正常运行期间的精制苯总硫小于0.5mg/kg,溴价在0.5g Br·100g-1,三苯收率大于99.5%。表明,W213系列粗苯加氢催化剂不仅具有良好的加氢脱硫活性,而且芳烃收率高、抗结焦能力强、原料适应范围广。
[1] 林恒生,张侃,李文怀.焦化粗苯催化加氢精制纯苯的研究与开发[J].煤化工,2009(1):33-36.
[2] 曹德彧,张虽栓,张根明.焦化粗苯精制工艺的研究进展[J].应用化工,2010,39(2):276-279.
[3] 马春旭,王俊文,张林香,等.焦化粗苯加氢精制工艺及催化剂研究进展[J].应用化工,2008,37(11):1368-1371.
[4] 周冬子.粗苯加氢工艺分析和比较[J].广东化工,2013,40(16):96-98.
[5] 曹继温,刘玉,孙其红.蒸发器堵塞原因分析及处理[J].燃料与化工,2005,36(4):40-41.