细晶硬质合金刀具铣削TC4钛合金的磨损机理与特性
2015-12-30吴燕,姜增辉,于海鸥
细晶硬质合金刀具铣削TC4钛合金的磨损机理与特性*
吴燕,姜增辉,于海鸥
(沈阳理工大学 机械工程学院,沈阳110159)
摘要:为研究细晶硬质合金刀具铣削TC4钛合金的磨损机理及特性,在切削速度为100m/min的条件下采用涂层细晶硬质合金刀片进行了干式铣削钛合金试验。试验前通过SEM照片得到了试验用刀片材料的原始显微结构。通过铣削试验,得到了铣削TC4钛合金后刀片的磨损特点,分析了刀片的主要磨损机理,并得出了刀片的磨损曲线。结果表明:在100m/min的切削速度下,涂层细晶硬质合金YBG202刀片的磨损,主要发生在后刀面,磨损位置接近刀尖圆弧;刀具的磨损形式主要以粘结磨损为主,且磨损速度较快。
关键词:细晶硬质合金刀具;TC4钛合金;磨损特性
文章编号:1001-2265(2015)09-0122-03
收稿日期:2014-12-21;修回日期:2014-11-21
基金项目:*国家科技重大专项资助(2012ZX04003-061)
作者简介:吴燕(1989—),女,内蒙古赤峰人,沈阳理工大学硕士研究生,研究方向为高速切削及数控装备技术,(E-mail)chifengwuyan@163.com。
中图分类号:TH142;TG506
Wear Mechanism and the Characteristic of Fine Grain Cemented Carbide Tool
Milling TC4 Titanium Alloy
WU Yan,JIANG Zeng-hui,YU Hai-ou
(School of Mechanical Engineering, Shenyang Ligong University, Shenyang 110159,China)
Abstract:In order to study wear mechanism and the characteristic of fine grain cemented carbide tool in milling TC4 titanium alloy, the tests of dry milling titanium alloy used coating fine grain cemented carbide blade was carried out under the condition of the cutting speed of 100 m/min. The original microstructure of blade material was obtained through the SEM photos before the experiment. Through the milling test, wear characteristics of the blade was obtained, the main wear mechanism of the blade was analyzed, and the blade wear curve was drawn. The results show that: at the speed of 100m/min, the blade wear of coating fine grain cemented carbide YBG202 mainly occurs in the flank face, and wear location close to corner of knife nose; Form of tool wear is mainly adhesion wear, and the wear is faster.
Key words: fine grain carbide tools;TC4 titanium alloy;wear characteristic
0引言
钛合金以其优良的特性被广泛应用于各个行业[1],但是由于它弹性模量和导热系数小、高温化学活性高,是一种难加工材料[2]。目前切削钛合金常用的刀具材料是硬质合金,在铣削过程中其刀具寿命较短,致使钛合金切削效率较低,加工成本大幅增加。
王晓琴等[3]对硬质合金刀具加工TC4的磨损特性和切削力进行了研究,当使用硬质合金刀具高速加工TC4时,刀具的磨损主要表现为扩散磨损、粘结磨损和氧化磨损。 Ezugwul等[4-8]分别用涂层硬质刀具和非涂层硬质合金刀具铣削钛合金,得出切削速度在60~150m/min范围内涂层和非涂层硬质合金刀具的磨损主要是后刀面沟槽磨损及微崩刃。两种硬质合金刀具的磨损机理主要表现为扩散磨损和粘结磨损。
近年来,WC颗粒小于1μm的细晶硬质合金材料发展较快,以其制成的刀具在切削各种材料时切削性能均得到了较大提升。本文采用细晶硬质合金刀具YBG202在较高切削速度下对TC4钛合金进行顺铣干切试验,研究了刀具磨损的特征,并对其磨损机理进行了分析,为同类刀具的使用提供了参考依据。
1试验条件
1.1试验工件、刀具与装备
(1)工件材料:试验材料为TC4钛合金厚板,TC4的主要化学成份和物理力学性能分别如表1和表2所示。

表1 钛合金TC4的化学成份构成(%)

表2 TC4的物理力学性能
(2)试验刀具:试验选用株洲钻石的3齿立铣刀,铣刀直径为25mm(如图1),刀杆和刀片型号如表3。

图1 试验用刀杆及刀片

刀杆型号刀片型号刀片牌号EMP01-025-G25-AP11-03APKT11T308-PFYBG202
试验用YBG202刀片为株洲钻石近几年开发的涂层细晶硬质合金刀片。图2为刀片的SEM照片,照片显示基体的WC颗粒尺寸基本都小于1μm,基体的表面涂覆了一层厚度约3μm的TiAlN涂层。
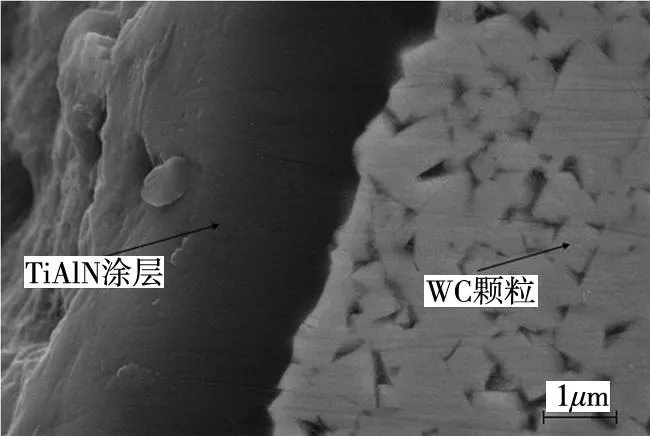
图2 YBG202刀片的SEM照片
(3)试验机床:日本森精机立式加工中心,机床型号为DuraVertical 635 eco(如图3所示)。机床的工作台面积尺寸为790mm×560mm,主轴的最高转速为8000rpm,功率为11kW。

图3 试验用立式加工中心
(4)测量装置:试验通过VHX-1000C型超景深三维显微系统观察磨损刀具前刀面和后刀面的磨损形貌,对后刀面的磨损量进行测量。
1.2试验方案及切削参数
试验通过顺铣干切削铣削平面来研究铣刀的磨损情况。铣削参数如表4。在铣削过程中切削一定行程后取下刀片,对刀片的磨损形貌使用基恩士VHX-1000C型超景深三维显微系统观察,测量并记录后刀面磨损量。

表4 试验切削参数
2试验结果与分析
2.1刀具的磨损形貌
图4为YBG202刀片在使用初期前刀面和后刀面磨损形貌。图中显示,在刀尖的刃口处有少量粘结物。由于切削路程较短(L=0.6mm),前刀面没有出现明显磨损,只在刃口附近出现一条磨擦产生的狭长亮带,后刀面并未出现明显磨损痕迹。

(a)前刀面 (b)后刀面
图5为YBG202刀片在使用末期的前刀面和后刀面磨损形貌。图中显示,此时刀尖刃口已经被严重损坏,且刀尖附近有明显的粘结物。在前刀面上未出现明显月牙洼,这是由于钛合金切屑收缩系数小,切屑经主切削刃切离后,立即向上翻卷,使切屑与前刀面间仅有一极窄的接触区域,且位置十分靠近刃口。因此切屑流出时与前刀面磨擦产生的高温、高压对刃口影响更大,常常在月牙洼还未形成时就使刃口产生了损伤、破坏,而不能在前刀面靠近刃口附近形成明显的月牙洼。后刀面出现了明显的磨损沟槽,由于铣削深度不大,且被切削后钛合金材料回弹较大,对刀尖圆弧位置挤压严重,因此后刀面磨损较大区域并不在主后刀面上,而是出现在刀尖圆弧位置。

(a)前刀面 (b)后刀面
2.2刀具的磨损机理
图6为刀片在磨损末期刀尖刃口区域的SEM照片和能谱图,表5是由能谱分析得到的刀片磨损区域中各元素质量分数。SEM照片显示刀尖部位磨损严重,刀尖圆弧已经钝化,刀尖区域有明显粘结物。从能谱图以及各元素质量分数可看出,在磨损区域含有大量的Ti元素。由于刀尖磨损严重,刀片上原有的TiAlN涂层早已脱落,大量的Ti元素只可能来自刀具上粘结的工件材料,同时磨损区域存在的V元素也只能来自于工件材料—Ti6Al4V,由此可知刀尖的粘结物为工件材料。
在铣刀切削钛合金的过程中切屑在与工件分离时,在切削区的高温、高压作用下会有少量切屑从切屑整体上被撕扯下来,粘结在刀尖上。随着铣削的进行粘结物在摩擦、挤压及铣削产生的冲击载荷的作用下会从刀片上脱落下来,同时会有少量刀具材料被粘结物带走,此过程不断反复,刀片磨损发生。随着刀片不断磨损,每次被粘结物带走的刀具材料不断增加,刀具磨损加剧。如磨损初期每次被粘结物带走的刀具材料增加较慢,则刀片会有一段较长的正常磨损区间,刀片会有较长的使用寿命。否则,刀片没有正常磨损区间,刀片的磨损速率会很快。

(a)YB202刀具刃口的SEM照片

(b)刀具YB202磨损区域能谱图

刀具牌号元素质量分数(%)AlTiVYBG2028.09286.2755.633
2.3刀具耐用度
图7为YBG202刀片的磨损曲线,可以看出在100m/min的铣削速度下,即使选用较小的铣削宽度、铣削深度和每齿进给量,刀片的磨损速度依然很快。随着切削路程的增加,后刀面磨损量几乎成正比增加,磨损过程中没有明显正常磨损阶段,当切削路程为13.2m时磨损量已超过0.22mm。因此,在此铣削速度下顺铣干切削钛合金,YBG202涂层细晶硬质合金刀具的耐用度较差。
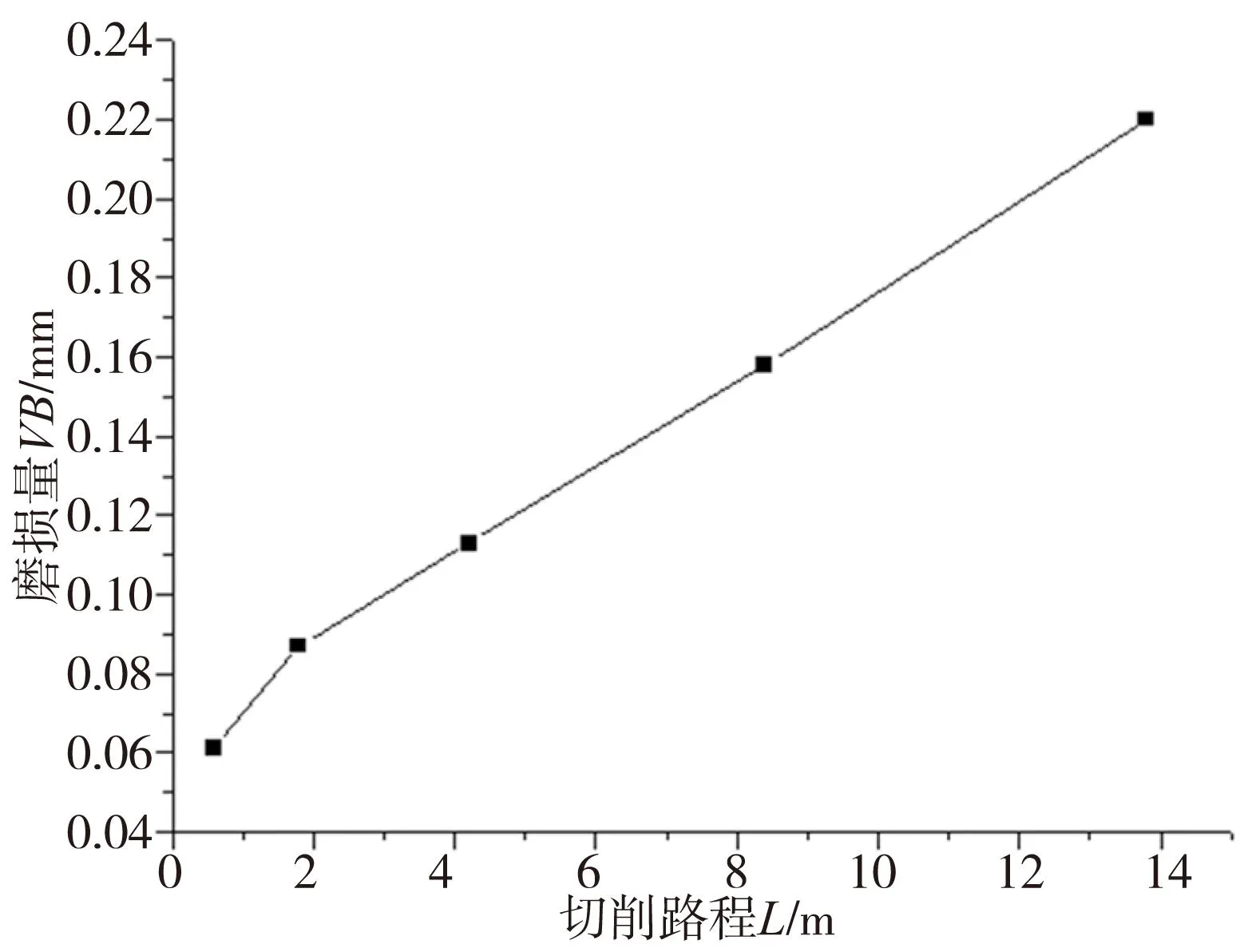
( v=100m/min f z=0.1mm/z a p=0.4mm a e=5mm)
3结论
(1)在100m/min切削速度下干式顺铣TC4钛合金,YBG202涂层细晶硬质合金刀具磨损的形貌特征主要为刀尖刃口的破坏及后刀面的磨损沟槽,前刀面未见月牙洼。
(2)细晶硬质合金刀具铣削钛合金时的磨损形式主要为粘结磨损。
(3)在实际生产中,YBG202涂层细晶硬质合金刀片不适用于以100m/min及其以上的切削速度干式铣削TC4钛合金。
[参考文献]
[1] 曹克伟,李佳,徐燕申,等. 钛合金材料的数控加工方法[J]. 组合机床与自动化加工技术,2005(4):85-87.
[2] 杜国臣. 硬质合金刀具车削Ti6Al4V钛合金试验研究[J]. 组合机床与自动化加工技术,2013(5):36-38.
[3] 王晓琴,艾兴,赵军,等. Ti6Al4V车削刀具磨损及切削力研究[J]. 组合机床与自动化加工技术,2007(7):14-16.
[4] Ezugwu E 0,wang Z M.Titanium alloys and their Mechanical ability-AReview[J].Journal of Materials Processing Technology,1997,68:262-274.
[5] M Nouari,A Ginting.Wear characteristics and Performance of multi-layer CVD-coated alloyed carbide tool in dry milling of titanium alloy[J].Surface & Coatings Technology,2006 ,200:5663-5676.
[6] A Ginting,M Nouari.Experimental and numerical Studies on the Performance of alloyed Carbide tool in dry milling of aerospace material[J].International Journal of Machine Tools & Manufacture,2006,46:758-768.
[7] Perez R G V.Wear mechanisms of WC inserts in face milling of gamma titanium aluminides[J].Wear,2005,259:1160-1167.
[8] AJawaid,S Sharif,S Koksal.Evalution of wear mechanisms of coated carbide tools when face milling titanium alloy[J].Journal of Materials Processing Technology,2000, 99:266-274.
(编辑李秀敏)
