高炉TRT机组蜂窝密封振动故障诊断
2015-12-29
高炉TRT机组蜂窝密封振动故障诊断
谢民
(湖南湘潭钢铁有限公司,湖南湘潭411101)
【摘要】通过对湘潭钢铁公司2#高炉TRT机组启机测试过程的分析,指出2#高炉TRT应用蜂窝密封后机组试车时引起轴振动大故障的主要原因是蜂窝密封碰磨,总结分析了碰磨引起异常振动的诊断和处理措施。
【关键词】高炉TRT;蜂窝密封;振动故障;诊断
1 前言
1.1湘钢2#高炉TRT于2010年4月投产,是陕鼓2009年6月份生产的干法除尘能量回收透平膨胀机组,该机组型号为MPG19.2-295.6/180,额定容量18 MW,工作转速3000 r/min,进口压力0.29 MPa,出口压力0.011 MPa,进口温度180毅C。轴系临界转速(计算值)r/min:第一阶1560(TRT转子一阶),第二阶1640(发电机转子一阶),运行过程中轴系的振动报警值80滋m,跳机值为160滋m(轴瓦的2个测量点都达到才跳)。透平机转子前轴承位于前箱内,后轴承与推力瓦一起座落在排气缸上。
1.2 2#高炉TRT机组轴端密封方式采用的是由拉别令密封+碳环密封+充氮气封堵漏气系统组成。投产运行1年以后,TRT进出口轴封存在煤气泄漏安全隐患。在2011年9月对其进行首次开盖检查期间,发现TRT高低压两侧迷宫式气封翅片磨损,气封间隙部份超标。2013年10月开大盖检查了2#高炉TRT主轴气封翅片磨损并检测了气封间隙,由于气封间隙严重超标,煤气泄漏隐患无法得到彻底解决。鉴于2014年4#高炉TRT湿法改干法应用了蜂窝式气封,轴封煤气达到了零泄漏目标,于2015 年6月开展2#高炉TRT中修工作,中修重点项目为蜂窝气封改造。
2 2 #高炉TRT机组检修情况
2.1检修内容
主要是将1#瓦、2#瓦更换为新轴瓦;转子两侧轴封套更换为新轴封套;轴端密封方式更换为蜂窝密封。
2.2蜂窝密封改造
2.2.1改造后蜂窝式密封方案为:蜂窝式密封组件+气膜密封装置+充氮气封堵漏气,内部(里侧)为蜂窝汽封密封,密封煤气;外部(外侧)为气膜密封,来密封极少量的煤气泄漏,氮气由三道零接触密封来进行密封。密封氮气从淤于以大于被密封煤气0.02~ 0.03 MPa的压力进行封堵。结构示意图图1所示。
2.2.2蜂窝式密封安装调试。TRT气封体进行更换,现场确保机组转子中心、密封套洼窝、缸体在此状态下不会再动,不影响气封的安装调试。先对下气封体及气封蜂窝片进行安装调试,在对上气封蜂窝片安装调试。上下气封体扣大盖试装(避免因上下机壳存在间隙(0.2 mm)对气封体造成损坏)。
本次检修通过调整蜂窝汽封背弧,调整至蜂窝厂家图纸要求的范围:进、排气侧外第1列到第8列的间隙标准0.25~0.35(mm),进、排气侧外第9列到第13列的间隙标准0.35~0.45(mm)。

图1 机组密封改造后结构示意图
3 2 #高炉TRT启机测试过程分析
3.1测点布置
利用SK1972振动分析仪对2#高炉TRT启机情况进行测量、记录、存储、分析和处理。机组振动测量系统为本特利3500型,1#、2#轴瓦附近左右45毅方向各安装一个电涡流传感器测量TRT转子轴相对振动,发电机前后轴承座顶部垂直方向安装9200速度测量瓦振。4号轴承前端右140毅方向临时安装的光电传感器与轴外露部分粘贴的反光片配合测量机组转速和振动相位。3500系统后面板的端子输出信号到DCS实时显示机组振动,面板Q9插座输出信号和键相信号进入SK1972振动分析仪。轴系结构如下图2所示。
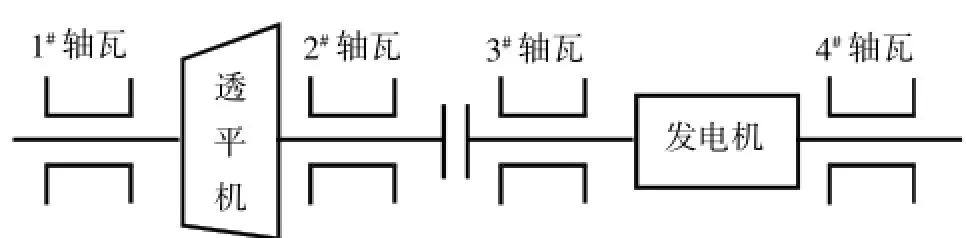
图2 轴系结构图
3.2三次启机振动测试过程分析
3.2.1 2015年6月16日08:58开始对机组进行升速试验,9:35:37机组升速至487 r/min转时,1#瓦轴系振动存在上升趋势明显异常,降速盘车。分析图3中振动趋势认为:487 r/min时1Y振动便达到了120滋m,并分析图4 1Y的频谱主要为基频7.88Hz,在更换新型蜂窝密封的情况并考虑机组热膨胀时间很短,机组振动有可能原因是碰磨。机组停止继续升速,降速后进行连续盘车、停车检查。机组不开大盖,开1#轴承箱进行了检查,未有异常情况。
3.2.2 2015年6月17日1点开始再次对机组进行升速试验,1:30分开始启机升速,机组升速至500转时,1、2#瓦轴系振动均正常,振动值维持20滋m左右。机组稳定运行30 min后,先将转速缓慢升至1000转,1、2#瓦轴系振动也逐步上升,2#瓦轴系(2y)振动最大升至160滋m,因而将转速降至500转并运行30 min,但是1、2#瓦轴系振动下降不大,2#瓦轴系(2y)振动最大值还有140滋m,4点左右转速升至1000转,1、2#瓦轴系振动再次冲高,最后1、2#瓦轴系振动达到160滋m停机。机组在临界转速以下多次进行升速和降速试验和频谱主要为基频表明,机组有较严重的碰磨现象,基频占主要成份,是由于局部碰磨引起的热弯曲导致。

图3 2015年6月16日TRT启机1X、2Y、2X振动趋势
图4 1Y的频谱
采取如下措施:1、将气膜密封装置更换成前轴碳环密封座旧备件减少碰磨机会。2、由于TRT轴冷态密封间隙在标准范围,为分析可能产生碰磨的情况,启机机前安排对TRT本体东西两侧(四点)安装百分表,比对启机后百分表的数据变化。参见图5。
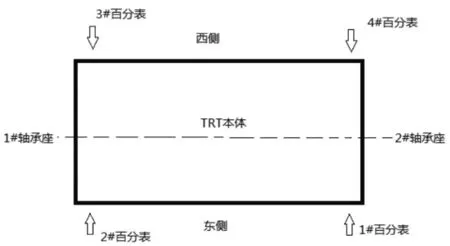
图5 TRT本体膨胀测量点布置
3.2.3 2015年06月17日13:50第三次开始启机升速,机组升速至500、1000 r/min时,1、2#瓦轴系振动均正常;15:14:22机组升速至临界1690 r/min时,2#瓦轴系(2y)振动升至129滋m,临界转速后1#、2#瓦轴系振动并迅速回落,如图6所示。将转速逐步稳定上升直至2620 r/min,1#、2#瓦轴系振动比较稳定,有轻微上升趋势并不稳定,之后根据1#、2#瓦轴系振动边观察边进行转速的调整,15:15~17:08维持转速在2360~2780 r/min之间磨合,17:23:32转速升至3000转,并一直保持在3000转。之后1、2#瓦轴系振动上升趋势加剧,先是1#瓦轴系(1y)振动在18:11:34时达到122滋m,通过对机组运行情况的观察,确定先磨合运行,需要注意到1#瓦轴系(1y)振动在磨合运行后,先降后又升再降直到稳定,同时2#瓦轴系(2y)振动出现相应波动且有上升趋势,19:34:38时2#瓦轴系(2y)振动达到120滋m,1#瓦轴系(1y)振动达到125滋m,此后1、2#瓦轴系振动显下降趋势,并视振动的下降缓慢加负荷,于22: 09:48分机组带正常负荷,除2#瓦振动探头点振动达49.7滋m,其他振动均控制在30滋m左右,机组运行状况正常,祥细运行趋势参见图6和各时间点机组振动数据表1。

图6 2015年6月17日TRT启机1X、2Y、2X、2Y振动趋势
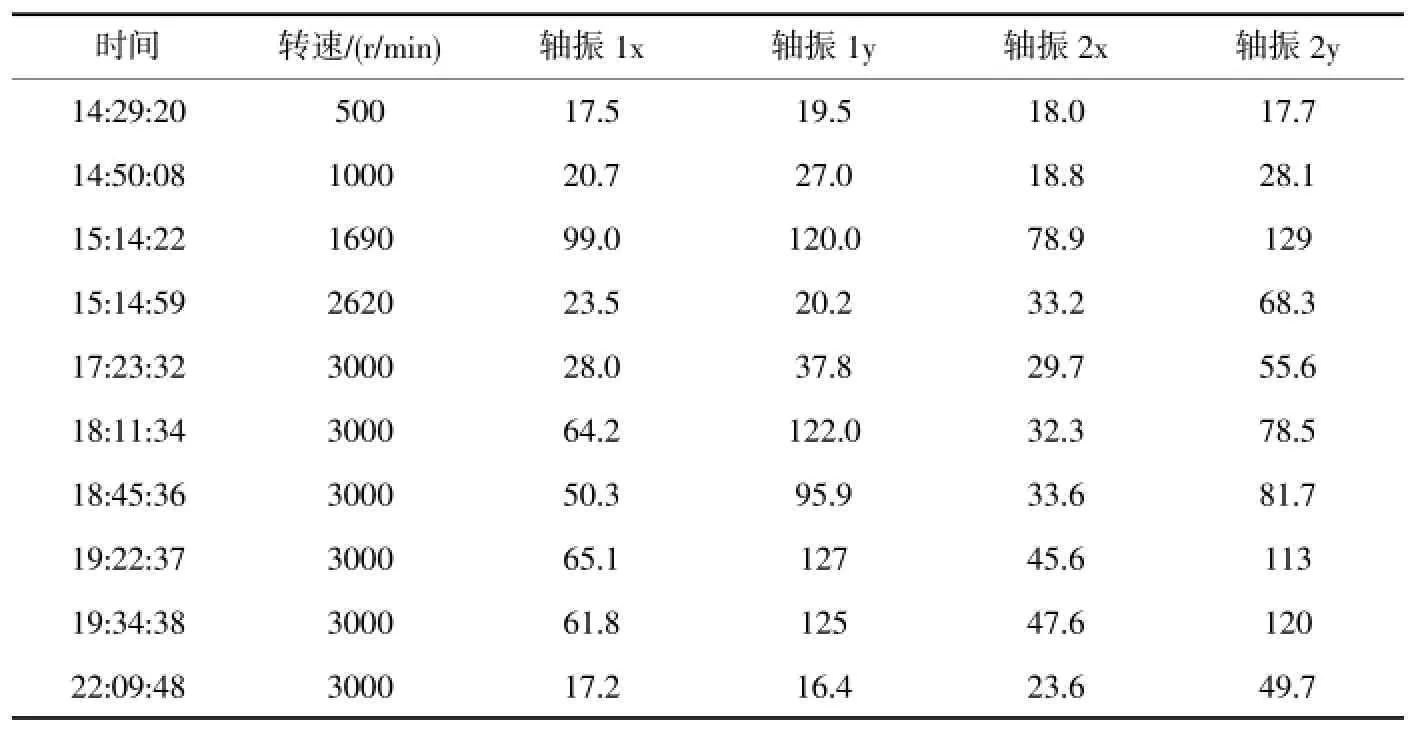
表1 06月17日各时间点机组振动数据(通频) 滋m
此次启机机组整体膨胀测量具体数据如下表2:根据检测结果,机组整体膨胀向西侧偏移,导致机组轴封间隙偏小碰磨。
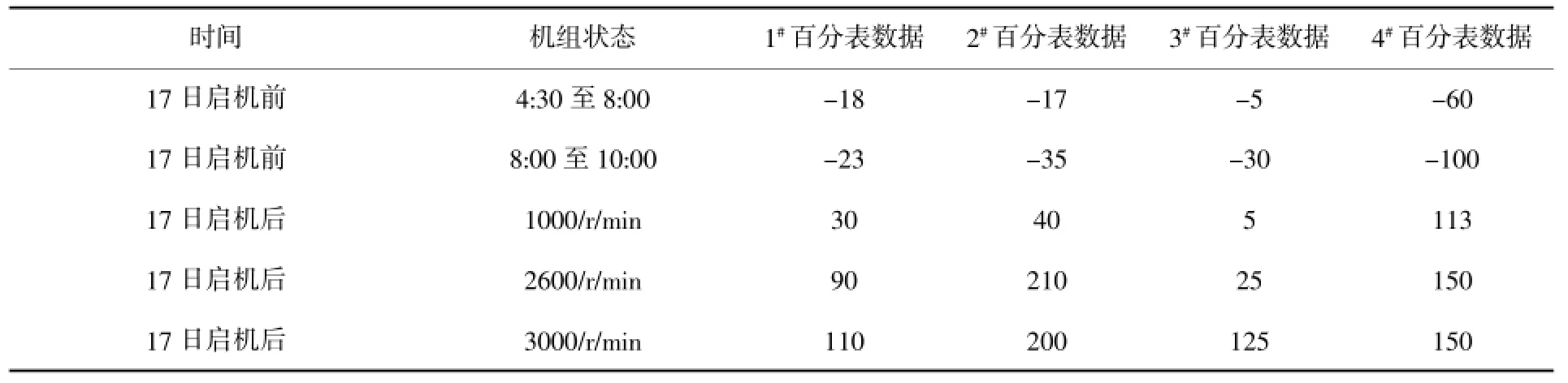
表2 机组整体膨胀测量记录表
4 总结分析碰磨引起异常振动的诊断和处理措施
4.1碰磨引起异常振动的诊断
在更换新型蜂窝密封的情况下,第一次启机在487 r/min低速时,1Y振动便达到了120滋m,分析1Y的频谱主要为基频7.88 Hz,考虑机组并没有引起不平衡的结构性因素,机组在临界转速以下多次进行升速和降速试验对1#、2#瓦轴系振动影响不大,频谱分析主要占比为基频,表明机组异常振动是同由有较严重的碰磨现象引起,基频成份主要是由于局部碰磨引起的热弯曲导致,这是一个升速过临界转速之前便发生了动静碰磨的典型实例。机组在在工作转速3000 r/min时,碰摩故障仍然存在,严格制定停机值160滋m以下,采取控制磨合方法消除了碰摩故障。虽然TRT轴冷态密封间隙在标准范围,通过打表现场观察启机机组整体膨胀具体数据的变化,机组整体膨胀向西侧偏移,导致机组轴封间隙偏小碰磨。
4.2碰摩故障在磨合的不同阶段应采取的相应处理措施要求
对于碰摩故障主要是针对提前预防故障的发生,但当碰摩故障出现之后应该采取相应的解决措施来进行有效地处理碰摩故障。
4.2.1如果在启动中存在动静碰摩,机组应停止继续升速,降速后进行连续盘车后再升速。或者先降低转速保证振动恢复到正常水平时(动静接触脱离)再升速,若此时摩擦仍然存在,可以再次降低转速继续磨合。否则容易造成大轴永久弯曲的严重事故。
4.2.2如果启动过程中碰摩故障发生在临界转速以上时,则应该保证振动可控的前提下在该转速上多停留一段时间,让动静部件之间自行磨合扩大间隙,然后再升速。
4.2.3工作转速的碰摩故障如果采取磨合方法消除故障,则应该严格制定停机值,防止在停机惰走过临界转速时摩擦加剧,引起更大的振动。
[参考文献]
[1]施维新.汽轮发电机组振动及事故[M].北京:中国电力出版社. 1999.
[2]陆颂元.大型机组动静碰磨的振动特征及现场应急处理方法[J].中国电力, 2003, (1).
Diagnosis of Honeycomb Seal Vibration Fault in Blast Furnace TRT Unit
Xie Min
(Hunan Xiangtan Iron and Steel Co., Ltd., Xiangtan, Hunan 411101, China)
[Abstract]Through analysis of the startup test process of Xiangtan Steel’s No.2 blast furnace TRT unit, it was pointed out that rubbing impact had been the main cause of the excessive axle vibration at test running after application of honeycomb seal in the TRT. Di原agnosis and treatment of the abnormal vibration were summarized and analyzed.
[Keywords]blast furnace TRT; honeycomb seal; vibration fault; diagnosis
作者简介:谢民(1963-),男,毕业于武汉科技大学,高级工程师,现从事设备技术工作。
收稿日期:2015-08-25
【文章编号】1006-6764(2015)12-0039-04
【文献标识码】B
【中图分类号】TK229
