CP950大型数控热旋压机简介
2015-12-28刘海春孙念光李东锋李会玲阎善武
刘海春,孙念光,李东锋,李会玲,郭 恒,阎善武
(1.扬州诚德钢管有限公司,江苏 扬州 225211;2.陕西多伦科技发展有限公司,陕西 西安 710072)
随着CNG(天然气)汽车在我国的推广和应用,对大尺寸气瓶的需求量越来越大[1-3]。2011年陕西多伦科技发展有限公司(简称多伦科技)为江苏一家用户提供了一台CP950大型数控热旋压机,该热旋压机已经成功制造最大直径914 mm、最大长度12 m、壁厚30 mm的高压气瓶。现对CP950大型数控热旋压机的成型过程及技术特点进行介绍。
1 成形工艺过程
CP950大型数控热旋压机加工气瓶的工艺路线为:将12 m长管料吊装到托料支架上(近主轴侧为固定送料装置,远主轴侧为移动送料装置),可移动尾架装置带动移动送料装置在床身上前行,把管料送入设备主轴孔内(移动尾架上驱动电机带有旋转编码器,可以精确控制管料的送料尺寸);送料完毕,主轴上的前夹紧装置夹紧管料,中频炉体前伸,开始对管料端部进行加热(加热过程中,主电机通过主轴带动管料进行低速旋转),加热到可锻温度时,主电机带动管料高速旋转,旋轮开始工作。
CP950大型数控热旋压机为双旋轮结构,有别于传统热旋压机的单旋轮设计[4-5]。单旋轮和双旋轮热旋压收口工艺如图1所示。传统热旋压收口工艺单旋轮的运动轨迹为:旋轮以瓶坯轴线的点为圆心进行设定角度的旋转运动,每转动一次旋轮沿轴线向后移动一定的距离,使得旋轮下次旋转时的起始位置不一样,进而形成了XY向的复合运动。双旋轮运动轨迹借助数控技术直接拟合气瓶的成形曲线进行多道次复合成形,比传统工艺更容易控制气瓶的收口直线段长度L。在旋压过程中,前旋轮进行旋压成形的同时,后旋轮回退到初始工位,可以保证收口过程始终有旋轮进行旋压加工,从而提高了旋压效率[6-8]。
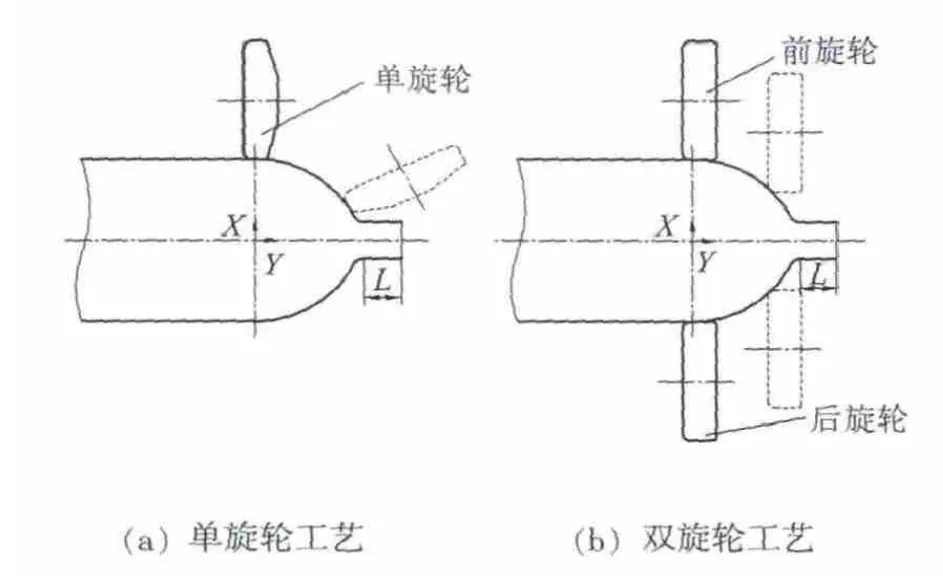
图1 单旋轮和双旋轮热旋压收口工艺
2 主要结构和技术参数
2.1 主要结构
CP950大型数控热旋压机主要由机械、电气和液压3部分组成,其机械结构如图2所示。机械部分主要由主轴箱、前横向移动系统、前纵向移动系统、前旋轮、后横向移动系统、后纵向移动系统、后旋轮、前夹紧装置、后夹紧装置、尾架装置、床身、移动送料装置和固定送料装置组成。
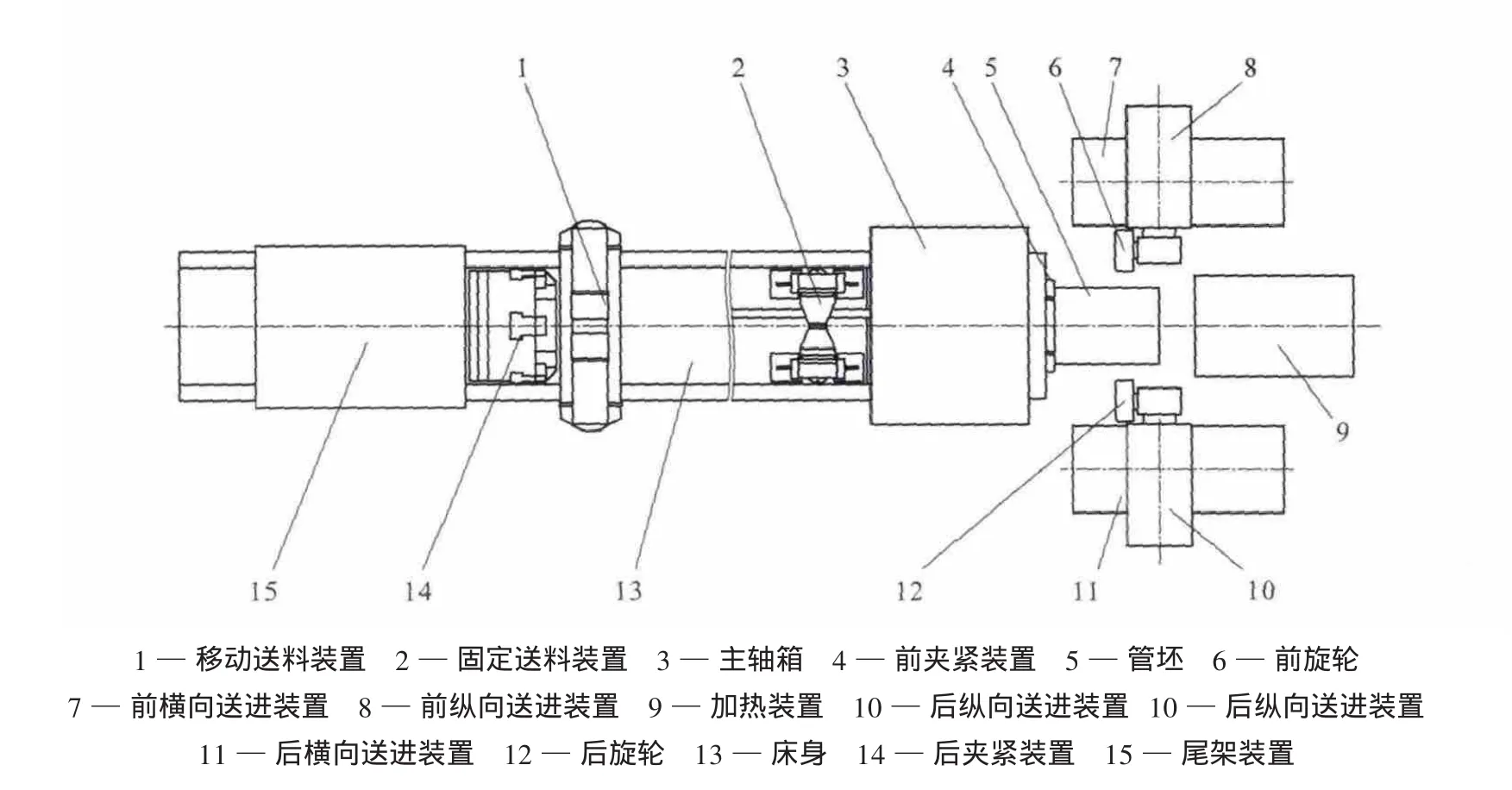
图2 CP950大型数控热旋压机机械结构示意
主轴驱动采用直流调速,电气控制系统采用西门子840D,很好地实现了多轴数控成形,控制精度较高,性能稳定可靠。液压系统采由恒压泵-蓄能器组成的恒压系统,采用比例伺服阀及位移传感器实现了旋压轮运动轨迹的速度及位置死循环控制。
2.2 技术参数
CP950大型数控热旋压机的主要技术参数如下。
管料直径 500~950 mm
管料壁厚 40 mm(最大)
管料长度 3 000~12 500 mm
主要加工材料 合金钢30CrMo、铝合金6061
设备中心高 1 200 mm
前、后横向送进系统行程 700 mm
前、后纵向送进系统行程 500 mm
前、后横向送进力 1 300 MN(最大)
前、后纵向送进力 1 500 MN(最大)
主电机功率 1 050 kW
主轴转速 10~200 r/min
3 主要技术特点
(1)主轴结构经过力学分析和机构计算,FEM有限元优化,强度和刚度高。采用优化的轴承系支撑,可以在高转速下承受大的扭矩和旋压力[9]。
(2)主轴传动系统采用直流调速,使管料旋转速度无级可调,以保证管料在中频加热后期低速转动、在旋压成形过程高速转动的工艺要求。
(3)管料加热均匀,所需的旋压成形力小,成型时间短,效率高。
(4)床身、主轴箱和旋轮座刚度好,减小了设备运行时的弹性变形和振动。
(5)送进系统采用了先进的比例伺服阀及进口MTS伸缩磁质伸缩位移传感器进行旋轮位置的死循环控制,将气瓶瓶口的外径公差控制在±1 mm以内。
(6)采用双旋轮工艺和先进的数控技术,在保证气瓶成形质量的同时提高了生产效率。
(7)针对不同长度管料的上下料工况,采用V型面结构移动送料装置和托料辊结构的固定送料装置,避免了传统的主动辊送料易出现的管料打滑现象。同时,具有内置检测装置的液压马达经齿轮齿条结构驱动移动送料装置,提高了送料定位精度,进而保证气瓶的整体长度尺寸[10]。
(8)液压夹紧装置设计为五等分大包卡爪,减小了管料的夹紧变形量。在卡爪夹持面上增加了锯齿槽以增大摩擦因数,解决了成形过程中的管料打滑、夹不紧现象,提高了设备的可靠性。
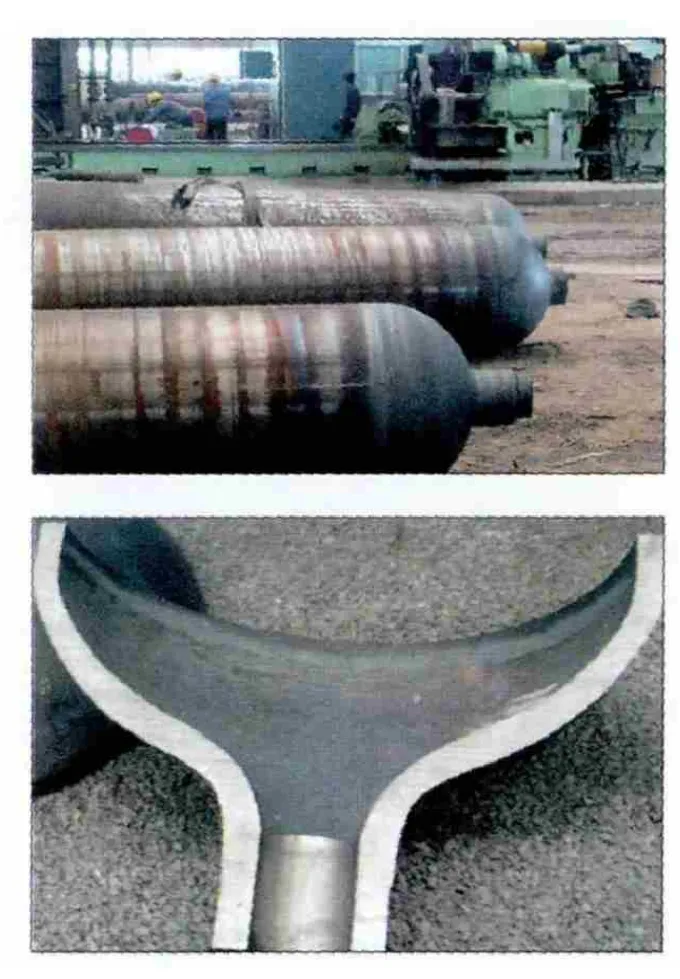
图3 Φ914 mm高压气瓶产品
4 结 论
(1)多伦科技设计的CP950大型数控热旋压机,可以加工最大Φ950 mm气瓶;目前已成功生产出Φ914 mm CNG高压气瓶,较之前的Φ560 mm高压气瓶,大大提高了气瓶的容量[11-13]。Φ914 mm高压气瓶产品如图3所示。
(2)采用双旋轮工艺和先进的数控技术,在保证气瓶成形质量的同时提高了生产效率。
(3)该设备高度集成的液压控制系统减少了设备的配管数量和泄漏点。
(4)主机机械结构的刚度好,提高了瓶口的外形尺寸精度,新型的夹紧机构提高了设备的可靠性。
[1]陈适先,贾文铎,曹庚顺,等.强力旋压工艺与设备[M].北京:国防工业出版社,1986.
[2]赵云豪,李彦利.旋压技术与应用[M].北京:机械工业出版社,2008.
