冷作中用三角函数法提高做任意角的精度
2015-12-27吉林市厦林化工分离机械工业有限公司王鑫缘曹红爱李占文
■吉林市厦林化工分离机械工业有限公司 王鑫缘,曹红爱,李占文
在冷作中进行放样、成形、组装、检验及现场测绘等工序中,求做任意角是经常发生。当角边长较大、角度α为非30°、45°、60°特殊角度,或角度精度要求较高时,尤其所做角要求达到“分”、甚至“秒”的精度要求时,是一个棘手的问题。本文介绍一种采用三角函数计算法,通过长度度量的量具来求做角的方法,不仅方便易行,且可以显著改善上述存在的问题难度。尤其当角度为任意值时,更有实用价值。
1. 基本做法
(1)正切法 当所求角度为α,其做法如下:做一确定长度线段AB,长度自定,但宜大不宜小(一般可采用1000~2000mm)(见图1)。做BP⊥AB,在BP上截取r=BC=ABtanα,得C点。连接AC,则角∠BAC即为所求角α。
(2)正弦法 当所求角度为α,其做法为:画一以直径AO=OB=2r,O为圆心的弧 (AB=1000~2000mm即可)(见图2)。 以B点为圆心,以r=ABsinα为半径,在⊙O的半圆弧上截得C点。连接AC、BC,则角∠BAC即为所求的角α。

图1 正切法求做一角

图2 正弦法求做一角
2. 示例
正切法做∠α=33°25'37"为例,做法为:采用CADIO型(牌)计算器查阅tan33°25'37"=tan33.426945°=0.660053466取AB=1000mm,则

且BC⊥AB。连接AC,则角∠BAC即为所求的角α。
3. 精度分析
一般情况下,冷作下料采用粉线和滑石笔划线时,将尺寸偏差精度有效控制在±2mm内是能够稳定实现。当采用划针时,其精度偏差可控制在小于±0.5mm范围内。
本文按冷作实际划线操作保证误差精度,能够稳定控制在±2mm范围内,以所画最长边长AB=1000mm,BC=600mm时为例进行误差分析。
(1)最大负偏差分析 以上述示例采用正切法做角为例:当三角形底边AB实际长度偏差为+2mm,直角边BC长度为负偏差-2mm时,角α显然处于负偏差范围内,且处于最大负偏差之处,其偏差值

而当

(2)最大正偏差分析 AB' =AB-2=998(mm),而当时(见图4),显然其角度偏差处于正偏差范围内,且处于最大正偏差之处

对于最大角度90°>α>89°和最小角度0°>α<1°状态下的误差分析从略。
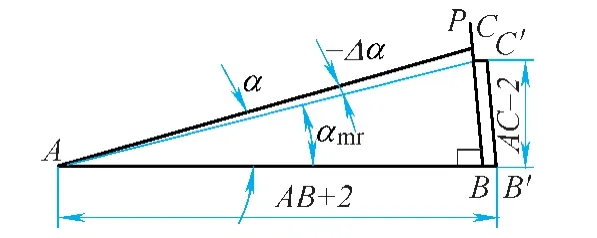
图3 最小负偏差角度
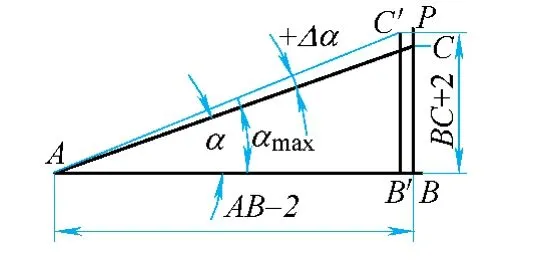
图4 最大负偏差角度
上述误差分析,对于一般要求其误差允许范围在±30'时,显然是能够完全充分满足验收要求的。如果需要提高所做角度精度,在保证所做角边长测量精度控制在±2mm时,可通过增加所做角边长来实现。因为当所选择角度底边AB长度增加与所做角度的精度呈正相关。